一种高压缩性的碳材料导热垫片及其制备方法与流程
1.本发明涉及导热领域,尤其涉及一种高压缩性的碳材料导热垫片及其制备方法。
背景技术:
2.现今热界面材料经过几十年的发展,从最初的导热油、导热硅脂、导热硅胶布等低端产品逐步发展到导热垫片、相变化材料、导热凝胶以及液态金属等高端的产品,技术也逐步得到提升,其中以导热垫片发展最为迅速,应用最为广泛。
3.传统的导热垫片基本都是以硅胶或者其它高分子材料作为基体材料,通过填充导热粉体,使复合材料具有导热通道,从而起到材料的热传导作用,填充的粉体越多,粉体粒径搭配越合理,导热通道越多,相应的材料导热系数越高,但是随着填充材料越来越多,产品的力学性能,尤其是拉伸强度和可压缩性大幅下降,从而在很多场合应用受到局限,同时,填充的粉体越多,材料的密度也随之增加,显然与当今追求轻质化和用户体检的大潮流不符。现有导热垫片的导热系数一般在3~5w/mk,满足不了行业发展更紧迫的需求。
4.但本技术发明人在实现本技术实施例中发明技术方案的过程中,发现现有技术至少存在如下技术问题:
5.现有技术(201621266385.7)公开了一种白石墨烯导热垫片,导热垫片包含基片、白石墨烯层;基片作为基础层,基片的上表面涂覆有第一白石墨烯层,基片的下表面涂覆有第二白石墨烯层;第二白石墨烯层下方还粘有导热粘结层,基片为钢片、铝片等金属片,制备的石墨烯导热片能够在led显示屏工作时将工作温度60℃降低到45℃以下,起到良好的散热效果。但是因为导热粘结层为双面胶带,在工作过程中容易对导热垫片的导热散热性能有负面影响,长时间的高温环境双面胶也容易失去粘结效果;并且专利中的导热垫片为单纯的层层叠加,在面对垂直方向上的压力时,压缩性较差,无法适用一些外部压力较大的工作环境。
6.因此,研究一种具有优异的导热性能的同时还具有良好的压缩性能的导热垫片是一种十分具有实用意义的工作。
技术实现要素:
7.为了解决上述问题,本发明第一方面提供了一种高压缩性的碳材料导热垫片,所述导热垫片包含导热层和胶层。
8.在一些优选的实施方式中,所述导热层为石墨片层、石墨烯片层中的至少一种。
9.在一些优选的实施方式中,所述导热层为镂空石墨片层、镂空石墨烯片层中的至少一种
10.在一些优选的实施方式中,所述胶层为导热硅胶层。
11.在一些优选的实施方式中,所述胶层的厚度为30~50微米;所述导热层的厚度为15~30微米。
12.在一些优选的实施方式中,所述导热层的体积分数为80~85%。
13.本发明第二方面提供了一种上述的高压缩性的碳材料导热垫片的制备方法,制备步骤包含以下几步:(1)将导热层平整移至激光切割平台,使用激光切割将导热层水平中间切为平行排列的长条状,不保留片层的宽为0.3毫米,保留片层的宽为0.6毫米,去除不保留切割部分的片层后,取得成品的镂空石墨片层或镂空石墨烯片层;(2)然后将镂空石墨片层或镂空石墨烯片层通过机械臂平整转移到粘结平台,在片层上均匀喷一层导热硅胶层;再将第二片镂空石墨片层或镂空石墨烯片层对齐第一片喷好导热硅胶层的片层,并整齐叠上;工艺重复操作直到堆叠到高度为4~5厘米,之后室温放置待导热硅胶层完全固化,得叠块;(3)将叠块以水平线为基准线进行一定角度倾斜,等待切割;(4)采用多线切割机以水平线的垂直方向对倾斜后的叠块进行垂直切割,得到的切片的厚度为0.1毫米~2毫米,既得高压缩性的碳材料导热垫片。
14.在一些优选的实施方式中,所述导热层的宽为5~6厘米,长为6~7厘米。
15.在一些优选的实施方式中,室温放置的时间为6~10小时。
16.在一些优选的实施方式中,叠块的倾斜角度为以水平线为基准线的10~80
°
。
17.本发明在导热垫片的制备过程中加入了石墨/石墨烯片层和导热硅胶层,同时采用特殊的多线切割工艺,两者的协同作用下,使得导热垫片具有优异的导热性能、力学性能和可压缩性。
18.本发明人进一步发现当石墨/石墨烯片层为镂空石墨/石墨烯片层时,能够有效提升导热垫片的力学性能;再进一步的,当镂空石墨/石墨烯片层在叠块中的体积分数为80~85%时,所制备的导热垫片能够同时兼顾良好的导热性能和力学性能。这可能是,当镂空石墨/石墨烯片层的体积分数在80~85%时,垫片能够具有良好的导热和散热性能,且此时主要作为粘结作用的导热硅胶层能够有效的将镂空石墨/石墨烯片层进行紧密的粘结,从而连接导热通路,作为导热层之间的“桥梁”;本技术人通过大量实验得出,当镂空石墨/石墨烯片层的体积分数在80~85%时,导热垫片具有最优异的力学性能的情况下依旧具有优异的导热性能。
19.本发明人还发现,采用斜向的多线切割工艺时,可以进一步提高导热垫片的导热性能,并且能够有效提高导热垫片的可压缩性;再进一步的,当叠块进行斜向的多线切割的角度为10~80
°
时,得到的导热垫片不仅具有良好的水平方向和垂直方向的导热系数,并且获得了优异的垫片压缩性。原因为:经过10~80
°
斜切获得的垫片其物理刚性方向从垂直向上改变为斜向角度,其物理刚性方向与垫片收到的垂直应力方向不同,在相同的垂直应力的条件下,斜切垫片会发生斜向压缩,能够达到导热垫片压缩的物理极限;并且斜切后石墨/石墨烯导热层在水平方向和垂直方向上都具有分向。当斜切角度低于10
°
或者大于80
°
的时候石墨的刚性方向与垂直应力方向倾向于重合和垂直,不存在发生斜向压缩的前提。
20.发明人同时意外的发现,制备得到的倾斜石墨/石墨烯导热垫片,因为斜向的刚性方向和镂空片层的叠加方式,减少了导热片层因为弯折方向与物理刚性方向角度过大发生的折裂现象,大大提升了导热垫片的柔韧性。
21.本发明中多线切割机可为市售,例如烟台力凯智能科技有限公司出售的cf400t型号的多线切割机。
22.本发明中导热层可为市售,例如佛山信士智能科技有限公司出售的ld-rg017的石墨片产品。
23.本发明中导热硅胶可为市售,例如smooth-on,inc.出售的ecoflex00-20产品。
24.有益效果:本发明中的一种高压缩性的碳材料导热垫片,通过镂空导热片层和导热硅胶层的相互叠加和斜向多线切割工艺,使得制备的石墨/石墨烯导热垫片在具有优异的导热性能的同时,还获得了优秀的力学强度和极大的可压缩性,能够适应垂直方向上应力较大的使用环境,具有良好的推广前景。
附图说明
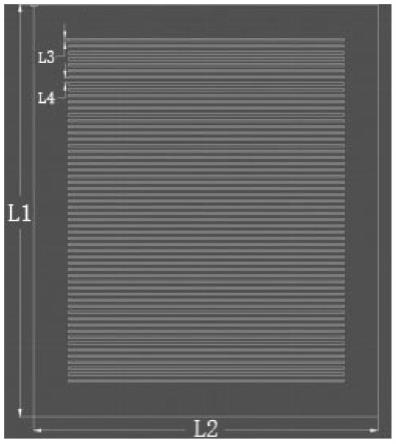
25.图1为本发明申请中镂空导热片层结构示意图;
26.图2为本发明申请中叠块的斜切工艺示意图;
27.图3为本发明申请中所得导热垫片的切面图;
28.图中:
29.l1导热层长度;l2导热层宽度;l3不保留片层的宽度;l4保留片层的宽度;1导热层;2胶层;3多线切割方向。
具体实施方式
30.实施例1
31.实施例1提供了一种高压缩性的碳材料导热垫片,包含有石墨片层和导热硅胶层。
32.本实施例还提供一种高压缩性的碳材料导热垫片的制备方法,步骤包含以下几步:(1)将厚度为200微米的石墨片层(石墨片层长度l16厘米,宽度l25厘米)平整移至激光切割平台,使用激光切割将石墨片层水平中间切为长度为4厘米并与宽长边平行排列的长条状,不保留片层的宽度l3为0.3毫米,保留片层的宽度l4为0.6毫米,去除不保留切割部分的片层后,取得成品的镂空石墨片层1;(2)然后将镂空石墨片层1通过机械臂平整转移到粘结平台,使用喷胶系统在镂空石墨片层1上均匀喷一层导热硅胶层2,导热硅胶层2的厚度为20微米;再将第二片镂空石墨片层1对齐第一片喷好导热硅胶层2的片层,并整齐叠上;工艺重复操作直到堆叠到高度为4厘米,之后室温放置8小时待导热硅胶层完全固化;(3)将叠加好的叠块以水平线为基准倾斜45
°
等待切割;(4)采用多线切割机以水平线的垂直方向对倾斜后的叠块进行垂直切割,得到的切片的厚度为1毫米,既得高压缩性的碳材料导热垫片。
33.本实施例中导热硅胶为smooth-on,inc.出售的ecoflex00-20产品。
34.本实施例中多线切割机为烟台力凯智能科技有限公司出售的cf400t型号的多线切割机。
35.本实施例中石墨为佛山信士智能科技有限公司出售的ld-rg017的石墨片产品。
36.将本实施例制得的导热垫片记为r1。
37.实施例2
38.本实施例的具体实施方式同实施例1,不同之处在于:叠块的倾斜角度为80
°
。
39.将本实施例制得的导热薄膜记为r2。
40.实施例3
41.本实施例的具体实施方式同实施例1,不同之处在于:叠块的倾斜角度为10
°
。
42.将本实施例制得的导热薄膜记为r3。
43.对比例1
44.本对比例的具体实施方式同实施例1,不同之处在于:叠块的倾斜角度为85
°
。
45.将本对比例制得的导热薄膜记为d1。
46.对比例2
47.本对比例的具体实施方式同实施例1,不同之处在于:叠块的倾斜角度为5
°
。
48.将本对比例制得的导热薄膜记为d2。
49.对比例3
50.本对比例的具体实施方式同实施例1,不同之处在于:石墨片层的厚度为150微米。
51.将本对比例制得的导热薄膜记为d3。
52.对比例4
53.本对比例的具体实施方式同实施例1,不同之处在于:石墨片层的厚度为300微米。
54.将本对比例制得的导热薄膜记为d4。
55.对比例5
56.本对比例的具体实施方式同实施例1,不同之处在于:石墨片层为普通石墨片层,不经过激光切割制得镂空导热片层。
57.将本对比例制得的导热薄膜记为d5。
58.性能评价
59.1.导热系数:参照astmd5470-2006标准对导热垫片的导热系数进行测试,每个实施例对比例测试5个试样,测得的数值取平均值,记入表1。
60.2.压缩率:测试相同厚度的导热垫片样品在50psi下的压缩量,以百分比进行表示,每个实施例对比例测试5个试样,测得的数值取平均值,记入表1。
61.3.拉伸强度:采用万能拉伸仪对相同厚度的导热垫片试样进行拉伸强度测试,每个实施例对比例测试5个试样,测得的数值取平均值,记入表1。
62.表1
63.实施例导热系数(w/mk)压缩率(%)拉伸强度(mpa) r139.57017r238.76015r338.86116d121.53211d224.33310d322.7459d423.4449d524.5478
64.通过实施例1~3和对比例1~5可以得知,本发明提供的一种高压缩性的碳材料导热垫片及其制备方法,制得后的导热垫片在具有良好的导热性能、力学性能的同时还具有优异的可压缩性,适宜在导热垫片域推广,具有广阔的发展前景。其中实施例1在具有最佳的片层厚度配比、制备工艺等因素下获得了最佳性能指数。
65.最后指出,以上所述实施例仅为本发明较佳的实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所做任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1