一种保暖摇粒绒面料及印花设备的制作方法
1.本发明属于纺织技术领域,具体涉及一种保暖摇粒绒面料及印花设备。
背景技术:
2.摇粒绒是针织面料的一种,在大圆机上编织而成,织成后坯布先经染色,再经拉毛、梳毛、剪毛、摇粒等多种复杂后整理工艺加工处理。
3.目前使用的摇粒绒普遍为单层保温结构,缺少能够进一步隔温的内衬结构,使得保暖性有待提高,且目前使用的摇粒绒的印花通常为单种花印加工方式,缺乏能够助于人员针对不同区段的布料对印花进行灵活更换的组合盖板。为此,我们提供一种保暖摇粒绒面料及印花设备。
技术实现要素:
4.本发明的目的在于提供一种保暖摇粒绒面料及印花设备,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种保暖摇粒绒面料,包括保暖面料层和内村层,所述保暖面料层和内村层的边缘处缝合连接,所述内村层为双层针织面料,所述保暖面料层为摇粒绒面料。
6.一印花设备,包括印染机、烘干机和压花机,所述烘干机和压花机一侧布设于印染机的一侧,所述压花机内底部通过轴承座转动安装有传送辊,所述压花机内顶部通过轴承转动连接有金属加热辊,所述金属加热辊上分布开设有插槽,所述金属加热辊外围盖设有弧形金属片,所述弧形金属片表面设有凸起花纹,所述弧形金属片两端分别设有安装耳,所述安装耳和金属加热辊两端分别开设有对应的螺纹孔。
7.一种保暖摇粒绒面料、印花设备的制备工艺,具体制备步骤如下:
8.步骤一:取2-3股原纱和1-2原棉纱线,将其以10-12kpa的压力的状态下加捻形成的一股纱线,得到复合聚酯纱线;
9.步骤二:将复合复合聚酯纱线送至毛巾织布机内编织,得到摇粒绒基布,在摇粒绒基布上涂覆辅助剂,且涂覆量为3-4g/m,随后进行干燥处理,且干燥的温度为120-130℃;
10.步骤三:将干燥后的摇粒绒基布的刷毛面涂覆起毛油,随后利用起毛机对涂覆起毛油的摇粒绒基布面进行刷毛处理,且刷毛出的毛长为0.3-0.6cm,随后依次进行梳毛、剪毛和摇粒处理,得到柔软度高的保暖摇粒绒面料;
11.步骤四:取1-2股银纤维线和1-3原棉纱线,将其加捻形成的一股纱线,随后通过双面大圆机进行编织,得到组织结构为罗纹型复合组织结构,内层呈圈状,外层为凹凸式的网眼结构,得到双层针织的内村;
12.步骤五:将保暖摇粒绒面料送入印染机内进行印花作业,印花后送入烘干机内进行85-100℃的干燥处理;
13.步骤六:取所需花式的弧形金属片对压花机的金属加热辊外围铺盖,实现对金属
加热辊外围进行包覆,随后利用螺栓将弧形金属片两端与金属加热辊进行螺栓安装连接,金属加热辊将热量导送至弧形金属片,随后将烘干机内排出的摇粒绒面料送至压花机内,由具备凸起花纹的弧形金属片对摇粒绒的绒面进行压花处理;
14.步骤七:将压花结束后的摇粒绒面料与双层针织的内村进行缝合,得到保暖性高的保暖摇粒绒面料。
15.进一步地,所述辅助剂涂为基丁苯胶乳,所述基丁苯胶乳的黏度为 180-210mpa
·
s。
16.进一步地,所述步骤二中干燥的进布速度控制为40m-45m/min。
17.进一步地,所述压花机3为转辊式压花机。
18.进一步地,所述弧形金属片7内侧设有与之一体的插块10,所述插块10与插槽6插设连接,所述安装耳9与金属加热辊5的螺纹孔11之间通过螺栓安装连接。
19.进一步地,所述摇粒时的蒸汽加热温度为50-80℃,且滚转速度为 30-50r/min,摇粒时间为35-45min。
20.与现有技术相比,本发明的有益效果是:利用摇粒绒的毛绒和双层织层结构,可有效将面料内外部进行隔温处理,达到高效的保温效果;通过弧形金属片的装配,能够针对不同的压花需求,进行快速的更滑,大大增加使用的灵活。
附图说明
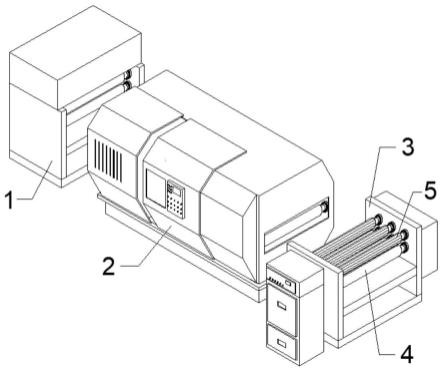
21.图1为本发明一种保暖摇粒绒面料及印花设备的整体结构示意图。
22.图2为本发明一种保暖摇粒绒面料及印花设备的金属加热辊结构示意图。
23.图3为本发明一种保暖摇粒绒面料及印花设备的弧形金属片结构示意图。
24.图4为本发明一种保暖摇粒绒面料及印花设备的弧形金属片结构示意图。
25.图5为本发明一种保暖摇粒绒面料及印花设备的图2中a处放大示意图。
26.图6为本发明一种保暖摇粒绒面料及印花设备的图3中b处放大示意图。
27.图7为本发明一种保暖摇粒绒面料及印花设备的保暖面料层结构示意图。
28.图8为本发明一种保暖摇粒绒面料及印花设备的内村层结构示意图。
29.图中:1、印染机;2、烘干机;3、压花机;4、传送辊;5、金属加热辊;6、插槽;7、弧形金属片;8、凸起花纹;9、安装耳;10、插块;11、螺纹孔; 12、保暖面料层;13、内村层。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.实施例1
32.如图1-8所示,一种保暖摇粒绒面料,包括保暖面料层12和内村层13,所述保暖面料层12和内村层13的边缘处缝合连接,所述内村层13为双层针织面料,所述保暖面料层12为摇粒绒面料。
33.一印花设备,包括印染机1、烘干机2和压花机3,所述烘干机2和压花机 3一侧布设
于印染机1的一侧,所述压花机3内底部通过轴承座转动安装有传送辊4,所述压花机3内顶部通过轴承转动连接有金属加热辊5,所述金属加热辊 5上分布开设有插槽6,所述金属加热辊5外围盖设有弧形金属片7,所述弧形金属片7表面设有凸起花纹8,所述弧形金属片7两端分别设有安装耳9,所述安装耳9和金属加热辊5两端分别开设有对应的螺纹孔11。
34.一种保暖摇粒绒面料、印花设备的制备工艺,具体制备步骤如下:
35.步骤一:取3股原纱和2原棉纱线,将其以12kpa的压力的状态下加捻形成的一股纱线,得到复合聚酯纱线;
36.步骤二:将复合复合聚酯纱线送至毛巾织布机内编织,得到摇粒绒基布,在摇粒绒基布上涂覆辅助剂,且涂覆量为4g/m,随后进行干燥处理,且干燥的温度为130℃;
37.步骤三:将干燥后的摇粒绒基布的刷毛面涂覆起毛油,随后利用起毛机对涂覆起毛油的摇粒绒基布面进行刷毛处理,且刷毛出的毛长为0.6cm,随后依次进行梳毛、剪毛和摇粒处理,得到柔软度高的保暖摇粒绒面料;
38.步骤四:取2股银纤维线和3原棉纱线,将其加捻形成的一股纱线,随后通过双面大圆机进行编织,得到组织结构为罗纹型复合组织结构,内层呈圈状,外层为凹凸式的网眼结构,得到双层针织的内村;
39.步骤五:将保暖摇粒绒面料送入印染机1内进行印花作业,印花后送入烘干机2内进行100℃的干燥处理;
40.步骤六:取所需花式的弧形金属片7对压花机3的金属加热辊5外围铺盖,实现对金属加热辊5外围进行包覆,随后利用螺栓将弧形金属片7两端与金属加热辊5进行螺栓安装连接,金属加热辊5将热量导送至弧形金属片7,随后将烘干机2内排出的摇粒绒面料送至压花机3内,由具备凸起花纹8的弧形金属片7对摇粒绒的绒面进行压花处理;
41.步骤七:将压花结束后的摇粒绒面料与双层针织的内村进行缝合,得到保暖性高的保暖摇粒绒面料。
42.其中,所述辅助剂涂为基丁苯胶乳,所述基丁苯胶乳的黏度为210mpa
·
s。
43.其中,所述步骤二中干燥的进布速度控制为45m/min。
44.其中,所述压花机3为转辊式压花机。
45.其中,所述弧形金属片7内侧设有与之一体的插块10,所述插块10与插槽6插设连接,所述安装耳9与金属加热辊5的螺纹孔11之间通过螺栓安装连接。
46.其中,所述摇粒时的蒸汽加热温度为80℃,且滚转速度为50r/min,摇粒时间为45min。
47.实施例2
48.如图1-8所示,一种保暖摇粒绒面料,包括保暖面料层12和内村层13,所述保暖面料层12和内村层13的边缘处缝合连接,所述内村层13为双层针织面料,所述保暖面料层12为摇粒绒面料。
49.一印花设备,包括印染机1、烘干机2和压花机3,所述烘干机2和压花机 3一侧布设于印染机1的一侧,所述压花机3内底部通过轴承座转动安装有传送辊4,所述压花机3内顶部通过轴承转动连接有金属加热辊5,所述金属加热辊 5上分布开设有插槽6,所述金属加热辊5外围盖设有弧形金属片7,所述弧形金属片7表面设有凸起花纹8,所述弧形金属片7两端分别设有安装耳9,所述安装耳9和金属加热辊5两端分别开设有对应的螺纹孔11。
50.一种保暖摇粒绒面料、印花设备的制备工艺,具体制备步骤如下:
51.步骤一:取2股原纱和1原棉纱线,将其以11kpa的压力的状态下加捻形成的一股纱线,得到复合聚酯纱线;
52.步骤二:将复合复合聚酯纱线送至毛巾织布机内编织,得到摇粒绒基布,在摇粒绒基布上涂覆辅助剂,且涂覆量为3g/m,随后进行干燥处理,且干燥的温度为125℃;
53.步骤三:将干燥后的摇粒绒基布的刷毛面涂覆起毛油,随后利用起毛机对涂覆起毛油的摇粒绒基布面进行刷毛处理,且刷毛出的毛长为0.4cm,随后依次进行梳毛、剪毛和摇粒处理,得到柔软度高的保暖摇粒绒面料;
54.步骤四:取1股银纤维线和2原棉纱线,将其加捻形成的一股纱线,随后通过双面大圆机进行编织,得到组织结构为罗纹型复合组织结构,内层呈圈状,外层为凹凸式的网眼结构,得到双层针织的内村;
55.步骤五:将保暖摇粒绒面料送入印染机1内进行印花作业,印花后送入烘干机2内进行90℃的干燥处理;
56.步骤六:取所需花式的弧形金属片7对压花机3的金属加热辊5外围铺盖,实现对金属加热辊5外围进行包覆,随后利用螺栓将弧形金属片7两端与金属加热辊5进行螺栓安装连接,金属加热辊5将热量导送至弧形金属片7,随后将烘干机2内排出的摇粒绒面料送至压花机3内,由具备凸起花纹8的弧形金属片7对摇粒绒的绒面进行压花处理;
57.步骤七:将压花结束后的摇粒绒面料与双层针织的内村进行缝合,得到保暖性高的保暖摇粒绒面料。
58.其中,所述辅助剂涂为基丁苯胶乳,所述基丁苯胶乳的黏度为190mpa
·
s。
59.其中,所述步骤二中干燥的进布速度控制为42m/min。
60.其中,所述压花机3为转辊式压花机。
61.其中,所述弧形金属片7内侧设有与之一体的插块10,所述插块10与插槽6插设连接,所述安装耳9与金属加热辊5的螺纹孔11之间通过螺栓安装连接。
62.其中,所述摇粒时的蒸汽加热温度为60℃,且滚转速度为40r/min,摇粒时间为38min。
63.实施例3
64.如图1-8所示,一种保暖摇粒绒面料,包括保暖面料层12和内村层13,所述保暖面料层12和内村层13的边缘处缝合连接,所述内村层13为双层针织面料,所述保暖面料层12为摇粒绒面料。
65.一印花设备,包括印染机1、烘干机2和压花机3,所述烘干机2和压花机 3一侧布设于印染机1的一侧,所述压花机3内底部通过轴承座转动安装有传送辊4,所述压花机3内顶部通过轴承转动连接有金属加热辊5,所述金属加热辊 5上分布开设有插槽6,所述金属加热辊5外围盖设有弧形金属片7,所述弧形金属片7表面设有凸起花纹8,所述弧形金属片7两端分别设有安装耳9,所述安装耳9和金属加热辊5两端分别开设有对应的螺纹孔11。
66.一种保暖摇粒绒面料、印花设备的制备工艺,具体制备步骤如下:
67.步骤一:取2股原纱和1原棉纱线,将其以10kpa的压力的状态下加捻形成的一股纱线,得到复合聚酯纱线;
68.步骤二:将复合复合聚酯纱线送至毛巾织布机内编织,得到摇粒绒基布,在摇粒绒
基布上涂覆辅助剂,且涂覆量为3g/m,随后进行干燥处理,且干燥的温度为120℃;
69.步骤三:将干燥后的摇粒绒基布的刷毛面涂覆起毛油,随后利用起毛机对涂覆起毛油的摇粒绒基布面进行刷毛处理,且刷毛出的毛长为0.3cm,随后依次进行梳毛、剪毛和摇粒处理,得到柔软度高的保暖摇粒绒面料;
70.步骤四:取1股银纤维线和1原棉纱线,将其加捻形成的一股纱线,随后通过双面大圆机进行编织,得到组织结构为罗纹型复合组织结构,内层呈圈状,外层为凹凸式的网眼结构,得到双层针织的内村;
71.步骤五:将保暖摇粒绒面料送入印染机1内进行印花作业,印花后送入烘干机2内进行85℃的干燥处理;
72.步骤六:取所需花式的弧形金属片7对压花机3的金属加热辊5外围铺盖,实现对金属加热辊5外围进行包覆,随后利用螺栓将弧形金属片7两端与金属加热辊5进行螺栓安装连接,金属加热辊5将热量导送至弧形金属片7,随后将烘干机2内排出的摇粒绒面料送至压花机3内,由具备凸起花纹8的弧形金属片7对摇粒绒的绒面进行压花处理;
73.步骤七:将压花结束后的摇粒绒面料与双层针织的内村进行缝合,得到保暖性高的保暖摇粒绒面料。
74.其中,所述辅助剂涂为基丁苯胶乳,所述基丁苯胶乳的黏度为180mpa
·
s。
75.其中,所述步骤二中干燥的进布速度控制为40mm/min。
76.其中,所述压花机3为转辊式压花机。
77.其中,所述弧形金属片7内侧设有与之一体的插块10,所述插块10与插槽6插设连接,所述安装耳9与金属加热辊5的螺纹孔11之间通过螺栓安装连接。
78.其中,所述摇粒时的蒸汽加热温度为50℃,且滚转速度为30r/min,摇粒时间为35min。
79.本发明的工作原理:通过起毛后的摇粒绒以及双层针织面料的结合,组成具备高保暖性的摇粒绒复合保温面料,利用摇粒绒的毛绒和双层织层结构,可有效将面料内外部进行隔温处理,达到高效的保温效果,将印花和压花进行一体化配备,形成压、印一体化加工线,使得面料得到印染花色和3d花色的双重花色呈现,通过弧形金属片7的装配,能够针对不同的压花需求,进行快速的更滑,大大增加使用的灵活。
80.在本发明的描述中,需要理解的是,术语“上”、“下”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,或者是本领域技术人员惯常理解的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
81.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。在本发明中,除非另有明确的规定和限定,术语“安装”、“设置”、“连接”、“固定”、“旋接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;
82.上述实施例仅为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1