一种可剥离上光布及其工艺的制作方法
1.本发明涉及上光布技术领域,具体涉及一种可剥离上光布及其工艺。
背景技术:
2.上光是在印刷品表面涂上(或喷、印)一层无色透明涂料,干后起保护及增加印刷品光泽的作用,在印刷品表面涂(或喷、印)上一层无色透明的涂料,经流平、干燥、压光、固化后在印刷品表面形成一种薄而匀的透明光亮层,起到增强载体表面平滑度、保护印刷图文的精饰加工功能的工艺,被称为上光工艺,而上光布工艺就是将胶体压在橡胶布上。
3.现有的上光布工艺没有可剥离橡皮布,在进行上光时就必须全部上光,导致不需要上光的部分也上光了,导致上光成本提升,且不节能环保,同时现有的面胶和面布用手撕裂比较费劲不方便,且面布与未发泡的黑胶之间难以用手剥离,导致无法局部上光。
技术实现要素:
4.为此,本发明提供一种可剥离上光布及其工艺,以解决上光成本提升,且不节能环保,同时现有的面胶和面布用手撕裂比较费劲不方便,且面布与未发泡的黑胶之间难以用手剥离,导致无法局部上光的问题。
5.为了实现上述目的,本发明提供如下技术方案:一种可剥离上光布及其工艺,包括面胶、面布、黑胶、中布、白胶和底布,所述面布设于面胶底部,所述黑胶设于面布底部,所述中布设于黑胶底部,所述白胶设于中布底部,所述底布设于白胶底部。
6.优选的,所述面胶包括以下原料:丁腈胶70-90份、高岭土填充剂14-18份、偶联剂si-69 1-3份、石墨粉0.1-0.3份、钛白粉2-4份、增塑剂1-2份、硬脂酸2-5份、氧化锌1.5-2.5份、防老剂0.2-0.5份、硫化剂1-1.4份、促进剂0.5-0.9份。
7.优选的,所述黑胶包括以下原料:丁腈胶50-60份、混合橡胶7030n 20-30份、炭黑30-40份、白炭黑20-30份、胶屑10-16份、增塑剂2-5份、黑油膏5-11份、氧化锌2-5份、硬脂酸1-1.6份、树脂100 6-10份、防老剂2-6份、硫磺粉0.5-0.9份、发泡剂du40 5-9份、粘合剂ab-30 1-3份、促进剂0.4-0.6份、防焦剂0.05-0.15份。
8.优选的,所述白胶包括以下原料:丁腈胶6250 130-150份、白炭黑20-30份、偶联剂si-691.3-1.9份、增塑剂tp-90b 3-9份、增塑剂tcp 0.1-0.3份、氧化锌1-3份、防老剂2246 0.5-1.5份、硬脂酸1.1-1.3份、硫磺粉0.9-1.1份、促进剂tt0.4-0.6份、促进剂cbs 0.5-0.7份。
9.一种可剥离上光布制作工艺,具体步骤如下:
10.s1、炼制面胶:将丁腈胶、高岭土填充剂、偶联剂si-69倒入密炼机中进行一段混合密炼,待密炼一段时间后再将石墨粉、钛白粉、增塑剂、硬脂酸和氧化锌倒入并进行二段密炼,二段密炼一段时间后,同时控制温度下降到一定温度后进行三段密炼,密炼结束后,将胶体倒入开炼机中进行密炼,同时加入防老剂、硫化剂和促进剂进行混炼,混炼温度控制在90℃,混炼5min,混炼完成后,排胶并进行冷却;
11.s2、炼制黑胶:将丁腈胶、混合橡胶7030n、炭黑、白炭黑、胶屑、增塑剂、黑油膏、氧化锌、硬脂酸和树脂100倒入密炼机中进行一段混合密炼,待密炼一段时间后再将防老剂、粘合剂ab-30加入密炼机中进行二段密炼,同时控制温度下降到一定温度后进行三段密炼,密炼结束后,排胶并进行冷却;
12.s3、炼制白胶:将丁腈胶6250、白炭黑、偶联剂si-69、增塑剂tp-90b、增塑剂tcp、氧化锌、防老剂2246、硬脂酸倒入密炼机中进行混炼,待混炼结束后排胶并将胶体倒入开炼机中进行混炼,混炼时加入硫磺粉、促进剂tt、促进剂cbs进行混炼,混炼结束后排胶并冷却;
13.s4、黑胶发泡:将冷却后的黑胶半成品倒入鼓式硫化机中进行拼硫发泡,同时倒入促进剂、防焦剂、发泡剂du40和硫磺粉,并在150℃下进行发泡;
14.s5、黑胶压布:在中布上压黑胶,形成一布一胶,在黑胶上拼面布,形成两布一胶,且黑胶里面有泡;
15.s6、白胶面胶压布:在中布底部压白胶,形成两布两胶,再把底布拼到白胶上,形成三布两胶,在面布上压面胶,形成三布三胶;
16.s7、打磨面胶:将面胶压在面布上后对面胶表面进行打磨处理,使面胶表面平滑整齐,方便撕掉。
17.优选的,所述步骤s1中一段混合密炼温度控制在70-80℃,混合密炼时间控制在3min,二段密炼温度控制在130-150℃,密炼时间控制在4min,三段密炼温度控制在95-105℃,密炼时间控制在2min。
18.优选的,所述步骤s2中一段混合密炼温度控制在70-80℃,混合密炼时间控制在4min,二段密炼温度控制在120-140℃,密炼时间控制在3min,三段密炼温度控制在90-100℃,密炼时间控制在3min。
19.优选的,所述步骤s3中混炼温度控制在110-120℃,密炼时间控制在8min,开炼机中混炼时间控制在2-4min,混炼温度控制在80℃。
20.优选的,所述步骤s4中拼硫温度控制在90-100℃。
21.本发明实施例具有如下优点:
22.在进行上光时就可以不需要全部上光,使不需要上光的部分可以剥离掉,减少上光成本,同时节能环保,且面胶硬度高、弹性高,同时抗拉伸强度和撕裂强度低,使面胶和面布用手撕裂比较方便快捷,黑胶硬度高、弹性高、抗拉伸强度和撕裂强度也低,使面布与发泡的黑胶之间可以轻松用手剥离,方便局部上光,使加工效率提升,且白胶硬度和弹性低,抗拉伸强度和撕裂强度高,使之难以撕裂剥离,避免与底部布脱离。
附图说明
23.为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
24.本说明书所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功
效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。
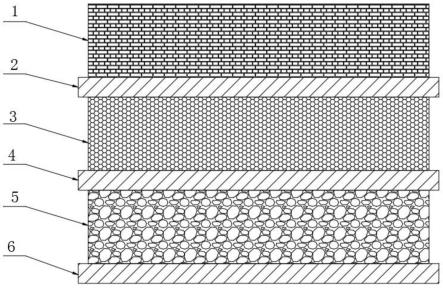
25.图1为本发明提供的整体结构示意图。
26.图中:1面胶、2面布、3黑胶、4中布、5白胶、6底布。
具体实施方式
27.以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.参照附图1
29.实施列1:
30.本发明提供的一种可剥离上光布及其工艺,包括面胶1、面布2、黑胶3、中布4、白胶5和底布6,所述面布2设于面胶1底部,所述黑胶3设于面布2底部,所述中布4设于黑胶3底部,所述白胶5设于中布4底部,所述底布6设于白胶5底部;
31.本实施方案中,在中布4上压黑胶3,形成一布一胶,在黑胶3上拼面布2,形成两布一胶,且黑胶3里面有泡,在中布4底部压白胶5,形成两布两胶,再把底布6拼到白胶5上,形成三布两胶,在面布2上压面胶1,形成三布三胶,将面胶1压在面布2上后对面胶1表面进行打磨处理,使面胶1表面平滑整齐,方便撕掉。
32.其中,为了实现面胶炼制的目的,本装置采用如下技术方案实现的:所述面胶1包括以下原料:丁腈胶70份、高岭土填充剂14份、偶联剂si-691份、石墨粉0.1份、钛白粉2份、增塑剂1份、硬脂酸2份、氧化锌1.5份、防老剂0.2份、硫化剂1份、促进剂0.5份,通过上述原料混合炼制得到易撕裂面胶。
33.其中,为了实现黑胶炼制的目的,本装置采用如下技术方案实现的:所述黑胶3包括以下原料:丁腈胶50份、混合橡胶7030n 20份、炭黑30份、白炭黑20份、胶屑10份、增塑剂2份、黑油膏5份、氧化锌2份、硬脂酸1份、树脂100 6份、防老剂2份、硫磺粉0.5份、发泡剂du40 5份、粘合剂ab-30 1份、促进剂0.4份、防焦剂0.05份,通过上述原料混合炼制得到易剥离黑胶。
34.其中,为了实现白胶炼制的目的,本装置采用如下技术方案实现的:所述白胶5包括以下原料:丁腈胶6250 130份、白炭黑20份、偶联剂si-69 1.3份、增塑剂tp-90b 3份、增塑剂tcp 0.1份、氧化锌1份、防老剂2246 0.5份、硬脂酸1.1份、硫磺粉0.9份、促进剂tt0.4份、促进剂cbs 0.5份,通过上述原料混合炼制得到粘度和抗拉伸强度高的白胶。
35.一种可剥离上光布制作工艺,具体步骤如下:
36.s1、炼制面胶:将丁腈胶、高岭土填充剂、偶联剂si-69倒入密炼机中进行一段混合密炼,待密炼一段时间后再将石墨粉、钛白粉、增塑剂、硬脂酸和氧化锌倒入并进行二段密炼,二段密炼一段时间后,同时控制温度下降到一定温度后进行三段密炼,密炼结束后,将胶体倒入开炼机中进行密炼,同时加入防老剂、硫化剂和促进剂进行混炼,混炼温度控制在90℃,混炼5min,混炼完成后,排胶并进行冷却,一段混合密炼温度控制在70℃,混合密炼时间控制在3min,二段密炼温度控制在130℃,密炼时间控制在4min,三段密炼温度控制在95℃,密炼时间控制在2min;
37.s2、炼制黑胶:将丁腈胶、混合橡胶7030n、炭黑、白炭黑、胶屑、增塑剂、黑油膏、氧化锌、硬脂酸和树脂100倒入密炼机中进行一段混合密炼,待密炼一段时间后再将防老剂、粘合剂ab-30加入密炼机中进行二段密炼,同时控制温度下降到一定温度后进行三段密炼,密炼结束后,排胶并进行冷却,一段混合密炼温度控制在70℃,混合密炼时间控制在4min,二段密炼温度控制在120℃,密炼时间控制在3min,三段密炼温度控制在90℃,密炼时间控制在3min;
38.s3、炼制白胶:将丁腈胶6250、白炭黑、偶联剂si-69、增塑剂tp-90b、增塑剂tcp、氧化锌、防老剂2246、硬脂酸倒入密炼机中进行混炼,待混炼结束后排胶并将胶体倒入开炼机中进行混炼,混炼时加入硫磺粉、促进剂tt、促进剂cbs进行混炼,混炼结束后排胶并冷却,混炼温度控制在110℃,密炼时间控制在8min,开炼机中混炼时间控制在2min,混炼温度控制在80℃;
39.s4、黑胶发泡:将冷却后的黑胶半成品倒入鼓式硫化机中进行拼硫发泡,同时倒入促进剂、防焦剂、发泡剂du40和硫磺粉,并在150℃下进行发泡,拼硫温度控制在90℃;
40.s5、黑胶压布:在中布4上压黑胶3,形成一布一胶,在黑胶3上拼面布2,形成两布一胶,且黑胶3里面有泡;
41.s6、白胶面胶压布:在中布4底部压白胶5,形成两布两胶,再把底布6拼到白胶5上,形成三布两胶,在面布2上压面胶1,形成三布三胶;
42.s7、打磨面胶:将面胶1压在面布2上后对面胶1表面进行打磨处理,使面胶1表面平滑整齐,方便撕掉。
43.实施列2:
44.本发明提供的一种可剥离上光布及其工艺,包括面胶1、面布2、黑胶3、中布4、白胶5和底布6,所述面布2设于面胶1底部,所述黑胶3设于面布2底部,所述中布4设于黑胶3底部,所述白胶5设于中布4底部,所述底布6设于白胶5底部;
45.本实施方案中,在中布4上压黑胶3,形成一布一胶,在黑胶3上拼面布2,形成两布一胶,且黑胶3里面有泡,在中布4底部压白胶5,形成两布两胶,再把底布6拼到白胶5上,形成三布两胶,在面布2上压面胶1,形成三布三胶,将面胶1压在面布2上后对面胶1表面进行打磨处理,使面胶1表面平滑整齐,方便撕掉。
46.其中,为了实现面胶炼制的目的,本装置采用如下技术方案实现的:所述面胶1包括以下原料:丁腈胶80份、高岭土填充剂16份、偶联剂si-69 2份、石墨粉0.2份、钛白粉3份、增塑剂1.5份、硬脂酸3.5份、氧化锌2份、防老剂0.35份、硫化剂1.2份、促进剂0.7份,通过上述原料混合炼制得到易撕裂面胶。
47.其中,为了实现黑胶炼制的目的,本装置采用如下技术方案实现的:所述黑胶3包括以下原料:丁腈胶55份、混合橡胶7030n 25份、炭黑35份、白炭黑25份、胶屑13份、增塑剂3.5份、黑油膏8份、氧化锌3.5份、硬脂酸1.3份、树脂100 8份、防老剂4份、硫磺粉0.7份、发泡剂du40 7份、粘合剂ab-30 2份、促进剂0.5份、防焦剂0.1份,通过上述原料混合炼制得到易剥离黑胶。
48.其中,为了实现白胶炼制的目的,本装置采用如下技术方案实现的:所述白胶5包括以下原料:丁腈胶6250 140份、白炭黑25份、偶联剂si-69 1.6份、增塑剂tp-90b 6份、增塑剂tcp 0.2份、氧化锌2份、防老剂2246 1份、硬脂酸1.2份、硫磺粉1份、促进剂tt 0.5份、
促进剂cbs 0.6份,通过上述原料混合炼制得到粘度和抗拉伸强度高的白胶。
49.一种可剥离上光布制作工艺,具体步骤如下:
50.s1、炼制面胶:将丁腈胶、高岭土填充剂、偶联剂si-69倒入密炼机中进行一段混合密炼,待密炼一段时间后再将石墨粉、钛白粉、增塑剂、硬脂酸和氧化锌倒入并进行二段密炼,二段密炼一段时间后,同时控制温度下降到一定温度后进行三段密炼,密炼结束后,将胶体倒入开炼机中进行密炼,同时加入防老剂、硫化剂和促进剂进行混炼,混炼温度控制在90℃,混炼5min,混炼完成后,排胶并进行冷却,一段混合密炼温度控制在75℃,混合密炼时间控制在3min,二段密炼温度控制在140℃,密炼时间控制在4min,三段密炼温度控制在100℃,密炼时间控制在2min;
51.s2、炼制黑胶:将丁腈胶、混合橡胶7030n、炭黑、白炭黑、胶屑、增塑剂、黑油膏、氧化锌、硬脂酸和树脂100倒入密炼机中进行一段混合密炼,待密炼一段时间后再将防老剂、粘合剂ab-30加入密炼机中进行二段密炼,同时控制温度下降到一定温度后进行三段密炼,密炼结束后,排胶并进行冷却,一段混合密炼温度控制在75℃,混合密炼时间控制在4min,二段密炼温度控制在130℃,密炼时间控制在3min,三段密炼温度控制在95℃,密炼时间控制在3min;
52.s3、炼制白胶:将丁腈胶6250、白炭黑、偶联剂si-69、增塑剂tp-90b、增塑剂tcp、氧化锌、防老剂2246、硬脂酸倒入密炼机中进行混炼,待混炼结束后排胶并将胶体倒入开炼机中进行混炼,混炼时加入硫磺粉、促进剂tt、促进剂cbs进行混炼,混炼结束后排胶并冷却,混炼温度控制在105℃,密炼时间控制在8min,开炼机中混炼时间控制在3min,混炼温度控制在80℃;
53.s4、黑胶发泡:将冷却后的黑胶半成品倒入鼓式硫化机中进行拼硫发泡,同时倒入促进剂、防焦剂、发泡剂du40和硫磺粉,并在150℃下进行发泡,拼硫温度控制在95℃;
54.s5、黑胶压布:在中布4上压黑胶3,形成一布一胶,在黑胶3上拼面布2,形成两布一胶,且黑胶3里面有泡;
55.s6、白胶面胶压布:在中布4底部压白胶5,形成两布两胶,再把底布6拼到白胶5上,形成三布两胶,在面布2上压面胶1,形成三布三胶;
56.s7、打磨面胶:将面胶1压在面布2上后对面胶1表面进行打磨处理,使面胶1表面平滑整齐,方便撕掉。
57.实施列3:
58.本发明提供的一种可剥离上光布及其工艺,包括面胶1、面布2、黑胶3、中布4、白胶5和底布6,所述面布2设于面胶1底部,所述黑胶3设于面布2底部,所述中布4设于黑胶3底部,所述白胶5设于中布4底部,所述底布6设于白胶5底部;
59.本实施方案中,在中布4上压黑胶3,形成一布一胶,在黑胶3上拼面布2,形成两布一胶,且黑胶3里面有泡,在中布4底部压白胶5,形成两布两胶,再把底布6拼到白胶5上,形成三布两胶,在面布2上压面胶1,形成三布三胶,将面胶1压在面布2上后对面胶1表面进行打磨处理,使面胶1表面平滑整齐,方便撕掉。
60.其中,为了实现面胶炼制的目的,本装置采用如下技术方案实现的:所述面胶1包括以下原料:丁腈胶90份、高岭土填充剂18份、偶联剂si-69 3份、石墨粉0.3份、钛白粉4份、增塑剂2份、硬脂酸5份、氧化锌2.5份、防老剂0.5份、硫化剂1.4份、促进剂0.9份,通过上述
原料混合炼制得到易撕裂面胶。
61.其中,为了实现黑胶炼制的目的,本装置采用如下技术方案实现的:所述黑胶3包括以下原料:丁腈胶60份、混合橡胶7030n 30份、炭黑40份、白炭黑30份、胶屑16份、增塑剂5份、黑油膏11份、氧化锌5份、硬脂酸1.6份、树脂100 10份、防老剂6份、硫磺粉0.9份、发泡剂du40 9份、粘合剂ab-30 3份、促进剂0.6份、防焦剂0.15份,通过上述原料混合炼制得到易剥离黑胶。
62.其中,为了实现白胶炼制的目的,本装置采用如下技术方案实现的:所述白胶5包括以下原料:丁腈胶6250 150份、白炭黑30份、偶联剂si-69 1.9份、增塑剂tp-90b 9份、增塑剂tcp 0.3份、氧化锌3份、防老剂2246 1.5份、硬脂酸1.3份、硫磺粉1.1份、促进剂tt0.6份、促进剂cbs 0.7份,通过上述原料混合炼制得到粘度和抗拉伸强度高的白胶。
63.一种可剥离上光布制作工艺,具体步骤如下:
64.s1、炼制面胶:将丁腈胶、高岭土填充剂、偶联剂si-69倒入密炼机中进行一段混合密炼,待密炼一段时间后再将石墨粉、钛白粉、增塑剂、硬脂酸和氧化锌倒入并进行二段密炼,二段密炼一段时间后,同时控制温度下降到一定温度后进行三段密炼,密炼结束后,将胶体倒入开炼机中进行密炼,同时加入防老剂、硫化剂和促进剂进行混炼,混炼温度控制在90℃,混炼5min,混炼完成后,排胶并进行冷却,一段混合密炼温度控制在80℃,混合密炼时间控制在3min,二段密炼温度控制在150℃,密炼时间控制在4min,三段密炼温度控制在105℃,密炼时间控制在2min;
65.s2、炼制黑胶:将丁腈胶、混合橡胶7030n、炭黑、白炭黑、胶屑、增塑剂、黑油膏、氧化锌、硬脂酸和树脂100倒入密炼机中进行一段混合密炼,待密炼一段时间后再将防老剂、粘合剂ab-30加入密炼机中进行二段密炼,同时控制温度下降到一定温度后进行三段密炼,密炼结束后,排胶并进行冷却,一段混合密炼温度控制在80℃,混合密炼时间控制在4min,二段密炼温度控制在140℃,密炼时间控制在3min,三段密炼温度控制在100℃,密炼时间控制在3min;
66.s3、炼制白胶:将丁腈胶6250、白炭黑、偶联剂si-69、增塑剂tp-90b、增塑剂tcp、氧化锌、防老剂2246、硬脂酸倒入密炼机中进行混炼,待混炼结束后排胶并将胶体倒入开炼机中进行混炼,混炼时加入硫磺粉、促进剂tt、促进剂cbs进行混炼,混炼结束后排胶并冷却,混炼温度控制在120℃,密炼时间控制在8min,开炼机中混炼时间控制在4min,混炼温度控制在80℃;
67.s4、黑胶发泡:将冷却后的黑胶半成品倒入鼓式硫化机中进行拼硫发泡,同时倒入促进剂、防焦剂、发泡剂du40和硫磺粉,并在150℃下进行发泡,拼硫温度控制在100℃;
68.s5、黑胶压布:在中布4上压黑胶3,形成一布一胶,在黑胶3上拼面布2,形成两布一胶,且黑胶3里面有泡;
69.s6、白胶面胶压布:在中布4底部压白胶5,形成两布两胶,再把底布6拼到白胶5上,形成三布两胶,在面布2上压面胶1,形成三布三胶;
70.s7、打磨面胶:将面胶1压在面布2上后对面胶1表面进行打磨处理,使面胶1表面平滑整齐,方便撕掉。
71.分别取上述实施例1-3的方法,对所制得的一种可剥离上光布面胶、黑胶、白胶压布后的硬度、弹性、抗拉伸强度、和撕裂强度数据进行比较,得到以下数据:
[0072][0073]
由上表可知,实施例3中制作所得的一种可剥离上光布的面胶容易撕裂,黑胶容易剥离,白胶粘度强,抗拉伸强度高。
[0074]
以上所述,仅是本发明的较佳实施例,任何熟悉本领域的技术人员均可能利用上述阐述的技术方案对本发明加以修改或将其修改为等同的技术方案。因此,依据本发明的技术方案所进行的任何简单修改或等同置换,尽属于本发明要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1