一种橡胶垫及其制备方法和应用与流程
1.本发明属于橡胶领域,具体涉及一种橡胶垫及其制备方法和应用。
背景技术:
2.刚出生的仔猪皮肤较嫩,且仔猪很多都是跪在冰冷的地板上吃奶,时间一久就会导致前腿膝盖刮伤或擦伤,如果不及时处理,就会容易感染,轻者导致关节炎症,重者导致死亡。并且在冰冷的地板上吃奶,仔猪的腹部热量损失大,低温应激严重,导致仔猪腹泻率高,增重缓慢。因此,有的工作人员在地上铺上一块棉被或橡胶垫。但是稍大的仔猪会用嘴不停地对棉被或橡胶垫进行撕咬,把铺垫的棉被或橡胶板撕咬成碎片。
技术实现要素:
3.本发明的目的在于提供一种橡胶垫及其制备方法和应用,本发明提供的橡胶垫具有优异的抗撕咬能力。
4.本发明提供了一种橡胶垫,包括依次层叠的第一橡胶层、合成纤维钢丝网和第二橡胶层;
5.所述合成纤维钢丝网通过胶粘剂分别与第一橡胶层和第二橡胶层粘接。
6.优选的,以质量份数计,所述胶粘剂包括以下组分:
7.水180~220份;
8.土豆淀粉15~25份;
9.碳酸钠3~4份;
10.松香0.45~0.55份;
11.羟甲基纤维素钠0.45~0.55份;
12.脲醛树脂1~5份。
13.优选的,所述橡胶垫表面设置有若干凸起的重复单元,每个重复单元由四个凸起条围成,相邻两个凸起条的夹角为90
°
,相邻两个凸起条不接触;每个凸起条的两端为半球面。
14.优选的,每个凸起条的长度为20.4mm,宽度为3mm;每个重复单元中,相邻两个凸起条的间距为3mm,相对两个凸起条的间距为18mm;每个凸起条均为圆弧状凸起,所述圆弧状凸起的半径为2.89mm,每个凸起条凸起的高度为2mm;
15.相邻所述重复单元的间距为17mm。
16.优选的,所述橡胶垫上还设置有圆点凸起;所述圆点凸起位于所述重复单元的中央。
17.优选的,所述圆点凸起的直径为5
±
0.2mm;所述圆点凸起的高度为2
±
0.2mm,所述圆点凸起的圆弧半径为2.89mm。
18.优选的,以质量份数计,所述第一橡胶层和第二橡胶层的制备原料独立地包括:
19.天然橡胶50~70份;
20.异戊橡胶30~50份;
21.硅烷处理白炭黑30~50份;
22.食用大豆油15~25份;
23.活化剂4~7.5份;
24.过氧化物4~6份;
25.防老剂1~2份。
26.优选的,以质量份数计,所述第一橡胶层和第二橡胶层的制备原料还独立地包括:颜料6~9份。
27.本发明还提供了上述方案所述橡胶垫的制备方法,包括以下步骤:
28.将所述第一橡胶层和第二橡胶层的制备原料分别进行混炼和压延,得到第一混炼胶片和第二混炼胶片;
29.将合成纤维钢丝网浸泡在胶粘剂中,取出后得到胶粘剂处理的合成纤维钢丝网;
30.将所述第一混炼胶片、胶粘剂处理的合成纤维钢丝网和第二混炼胶片依次进行层叠,放入模具中硫化,得到橡胶垫。
31.本发明还提供了上述方案所述的橡胶垫或上述方案所述制备方法制备得到的橡胶垫在仔猪出生场地中的应用。
32.本发明提供了一种橡胶垫,包括依次层叠的第一橡胶层、合成纤维钢丝网和第二橡胶层;所述合成纤维钢丝网通过胶粘剂分别与第一橡胶层和第二橡胶层粘接。合成纤维钢丝网本身具有优异的力学性能,橡胶垫添加合成纤维钢丝网后,其抗撕咬能力得到了提升。并且经胶粘剂处理的合成纤维钢丝网可以提高与橡胶层的粘接强度,提高橡胶垫的整体性,使橡胶垫在受到撕咬时,将力量分散得更加均匀,提高抗撕咬能力。实施例结果表明,本发明提供的橡胶垫的断裂拉伸强度为20.2~22.5mpa,撕裂强度为150~160kn/m。
33.进一步地,本发明在橡胶垫上设置由四个凸起条围成的“口”字形重复单元,并通过限定凸起条及重复单元的几何尺寸与位置关系,提高了橡胶垫的防滑功能,使刚出生的仔猪能够自行顺利站起。
34.进一步地,本发明在橡胶垫上还设置有圆点凸起,并通过限定圆点凸起的几何尺寸与位置关系,使橡胶垫新增了按摩功能,使仔猪走起路来舒服,从而促进仔猪的生长。
35.进一步地,本发明的橡胶垫采用过氧化物硫化天然橡胶和异戊橡胶,无毒无味,使仔猪健康生长。
36.进一步地,本发明在橡胶垫中加入了颜料,使橡胶垫呈现鲜艳的颜色,鲜艳的颜色会让刚出生的仔猪感到新鲜而兴奋,从而增加仔猪的运动量,促进其生长。
附图说明
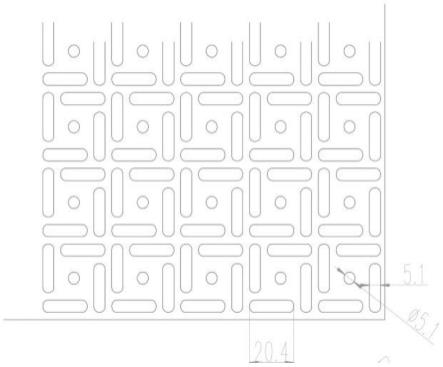
37.图1为橡胶垫的俯视图;
38.图2为实施例1~3制备的橡胶垫;
39.图3为实施例1~3制备的橡胶垫的内部结构。
具体实施方式
40.本发明提供了一种橡胶垫,包括依次层叠的第一橡胶层、合成纤维钢丝网和第二
橡胶层;所述合成纤维钢丝网通过胶粘剂分别与第一橡胶层和第二橡胶层粘接。
41.在本发明中,以质量份数计,所述第一橡胶层和第二橡胶层的制备原料优选独立地包括:天然橡胶50~70份;异戊橡胶30~50份;硅烷处理白炭黑30~50份;食用大豆油15~25份;活化剂4~7.5份;过氧化物4~6份;防老剂1~2份。更优选包括:天然橡胶60份;异戊橡胶40份;硅烷处理白炭黑40份;食用大豆油20份;活化剂6.2份;过氧化物5份;防老剂1份。在本发明中,所述活化剂优选包括氧化锌3~6份和硬脂酸1~1.5份,更优选包括氧化锌5份和硬脂酸1.2份;所述过氧化物优选包括双二五;所述防老剂优选包括防老剂ctu。本发明对于所述硅烷处理白炭黑没有特殊的限定,市售产品即可。具体的,在本发明实施例中:所述硅烷处理白炭黑为山东枣庄市利源新材料科技有限公司的功能性母粒用白炭黑。
42.在本发明中,未经特殊说明,所用原料均为本领域熟知的市售商品。
43.以质量份数计,本发明所述第一橡胶层和第二橡胶层的制备原料还优选独立地包括:颜料6~9份。本发明对所述颜料的具体种类没有特殊要求,本领域技术人员可以根据实际需求进行选择。在本发明的实施例中,所述颜料具体为2~3份酞青绿和4~6份钛白粉。本发明在橡胶垫中加入颜料,使橡胶垫呈现鲜艳的颜色,鲜艳的颜色会让刚出生的仔猪感到新鲜而兴奋,从而增加仔猪的运动量,促进其生长。
44.在本发明中,所述第一橡胶层和第二橡胶层的厚度独立地优选为5
±
0.2mm。在本发明的实施例中,所述第一橡胶层和第二橡胶层的厚度均为5
±
0.2mm。在本发明中,所述合成纤维钢丝网的厚度优选为1
±
0.1mm,所述合成纤维钢丝网的目数优选为5~7目。
45.在本发明中,所述合成纤维钢丝网通过胶粘剂分别与第一橡胶层和第二橡胶层粘接。
46.在本发明中,以质量份数计,所述胶粘剂优选包括以下组分:水180~220份;土豆淀粉15~25份;碳酸钠3~4份;松香0.45~0.55份;羟甲基纤维素钠0.45~0.55份;脲醛树脂1~5份。更优选包括以下组分:水200份;土豆淀粉20份;碳酸钠3.5份;松香0.5份;羟甲基纤维素钠0.5份;脲醛树脂1.5份。
47.土豆淀粉是由清洗干净的土豆粉粹,过滤,沉淀,烘干后获得的,本发明中它用来作为增稠剂。土豆淀粉的分子结构中存在着相互排斥的磷酸基团电荷,且内部结构较弱,所以土豆淀粉的膨胀效果非常好。其化学分子结构式中有缩合的磷酸基。磷元素作为土豆淀粉分子中最重要的元素,并在土豆淀粉中以共价键的形式存在。维持磷酸基上的平衡离子大部分是有机离子,如:锰离子、钙离子、铁离子等,并对土豆淀粉在胶化的反应步骤中发挥着不可替代的作用。土豆淀粉中的磷酸基在水溶液中显示带负电荷,并且不与带负电荷的其他物质相结合,导致土豆淀粉可以迅速和溶液中的水结合并且达到膨胀的效果,所以使土豆淀粉与水黏合度增高,产生了淀粉糊。
48.羟甲基纤维素钠因有极性,可渗透到合成纤维钢丝网裂缝和空腔中,提高了纤维与橡胶表层之间的粘合力。
49.松香和脲醛树脂的加入,能增加水基胶黏剂的粘度,并使胶粘剂内的添加物具有更大的内聚力和稳定性,提高与纤维钢丝的粘接强度。
50.在本发明中,所述胶粘剂的制备方法优选包括以下步骤:
51.将部分水与土豆淀粉、碳酸钠进行混合,得到a组分。
52.将剩余水和松香、羟甲基纤维素钠进行混合,得到b组分;
53.将所述a组分与b组分进行混合,得到胶粘剂。
54.本发明优选将部分水与土豆淀粉混合再与碳酸钠混合。
55.在本发明中,所述部分水的温度优选为35℃,所述部分水优选占水总重量的一半。在本发明中,所述a组分和b组分在进行混合时的温度优选为70℃。本发明在所述a组分和b组分进行混合时优选进行搅拌和保温,所述搅拌的时间优选为28~32min,所述保温的时间优选为60min,本发明在所述保温完成后,优选将a组分和b组分的混合物冷却至室温得到所述胶粘剂。土豆淀粉在温度和钠离子作用下使紧密堆积的淀粉结晶部分发生溶胀破裂,使其无定形部分被分散,从而增加粘度。经过本发明提供的胶粘剂处理处理的合成纤维钢丝网,经过硫化后可以使合成纤维钢丝网和橡胶有很好的粘结力,而且无毒。
56.如图1所示,在本发明中,所述橡胶垫表面优选设置有若干凸起的重复单元,每个重复单元优选由四个凸起条围成,相邻两个凸起条的夹角优选为90
°
相邻两个凸起条优选不接触;每个凸起条的两端优选为半球面。每个凸起条的长度优选为20.4mm,宽度优选为3mm;每个重复单元中,相邻两个凸起条的间距优选为3mm,相对两个凸起条的间距优选为18mm;每个凸起条优选均为圆弧状凸起,所述圆弧状凸起的半径优选为2.89mm,每个凸起条凸起的高度优选为2mm;相邻所述重复单元的间距优选为17mm(如图2所示)。本发明所述重复单元呈“口”字形,其相邻两个凸起条不接触,目的是不存水,便于清洗消毒。
57.在本发明中,所述橡胶垫上优选还设置有圆点凸起;所述圆点凸起优选位于所述重复单元的中央;所述圆点凸起的直径优选为5mm;所述圆点凸起的高度优选为2mm,所述圆点凸起的圆弧半径优选为2.89mm。本发明中的重复单元和圆点呈圆弧状的凸起结构,这种结构设计可以帮助刚出生的仔猪能够顺利站起,并进一步提高了仔猪行走时的舒适度。
58.本发明还提供了上述方案所述橡胶垫的制备方法,包括以下步骤:
59.将第一橡胶层和第二橡胶层的制备原料分别进行混炼和压延,得到第一混炼胶片和第二混炼胶片;
60.将合成纤维钢丝网浸泡在胶粘剂中,取出自然干燥后得到胶粘剂处理的合成纤维钢丝网;
61.将所述第一混炼胶片、胶粘剂处理的合成纤维钢丝网和第二混炼胶片依次进行层叠,放入模具中硫化,得到橡胶垫。
62.本发明将第一橡胶层和第二橡胶层的制备原料分别进行混炼和压延,得到第一混炼胶片和第二混炼胶片。
63.在本发明中,当所述第一橡胶层和第二橡胶层的制备原料包括天然橡胶、异戊橡胶、硅烷处理白炭黑、颜料、活化剂、防老剂和颜料时,所述第一混炼胶片或第二混炼胶片的制备方法,优选包括以下步骤:
64.将天然橡胶和异戊橡胶分别进行塑炼,得到天然橡胶塑炼胶和异戊橡胶塑炼胶;
65.将所述天然橡胶塑炼胶和异戊橡胶塑炼胶和硅烷处理白炭黑、颜料、活化剂、防老剂进行第1混炼,得到第1混炼胶;
66.将所述第1混炼胶与过氧化物依次进行第2混炼、粗炼和压延,得到第一混炼胶片或第二混炼胶片。
67.本发明将所述天然橡胶和异戊橡胶分别进行塑炼,得到天然橡胶塑炼胶和异戊橡胶塑炼胶。在本发明中,所述塑炼的温度优选为50~80℃,更优选为60~70℃;所述塑炼的
时间优选为10~15min,更优选为12min,塑炼能够降低天然橡胶和异戊橡胶的弹性,增加可塑性,并获得适当的流动性,以满足混炼、压延、硫化加工工艺过程的要求。
68.得到所述天然橡胶塑炼胶和异戊橡胶塑炼胶后,本发明将所述天然橡胶塑炼胶和异戊橡胶塑炼胶和硅烷处理白炭黑、颜料、活化剂和防老剂进行第1混炼,得到第1混炼胶。在本发明中,所述第1混炼优选在密炼机中进行,所述第1混炼的时间优选为6~8min,更优选为7min,所述第1混炼的温度80~90℃,更优选为75℃。
69.得到所述第1混炼胶后,本发明将所述第1混炼胶与过氧化物依次进行第2混炼、粗炼和压延,得到第一混炼胶片或第二混炼胶片。本发明对所述第2混炼没有特殊要求,将所述第1混炼胶与过氧化物混合均匀即可。
70.在本发明中,所述粗炼优选在开炼机上进行;所述粗炼优选包括依次进行第一粗炼和第二粗炼。所述第一粗炼的温度优选为40~50℃,所述第一粗炼时开炼机的辊距优选为2~3毫米;所述第二粗炼的温度优选为50~60℃,所述二粗炼时开炼机的辊距优选为3~4mm;所述第一粗炼的时间优选为8~12min,更优选为10~11min;所述第二粗炼的时间优选为13~17min,更优选为15~16min。
71.本发明对所述压延的装置没有特殊的限定,采用本领域技术人员熟知的压延机即可,具体的,如两个辊筒l型压延机。
72.本发明将合成纤维钢丝网浸泡在胶粘剂中,取出后自然干燥得到胶粘剂处理的合成纤维钢丝网。
73.在本发明中,所述合成纤维钢丝网优选为5目;所述浸泡的时间优选为1h。本发明将合成纤维钢丝网从胶粘剂中取出后优选进行干燥,得到所述胶粘剂处理的合成纤维钢丝网;所述干燥的方式优选为自然干燥。
74.得到第一混炼胶片、胶粘剂处理的合成纤维钢丝网和第二混炼胶片后,将所述第一混炼胶片、胶粘剂处理的合成纤维钢丝网和第二混炼胶片依次进行层叠,放入模具中硫化,得到橡胶垫。
75.本发明中橡胶垫的重复单元和圆点凸起通过模具成型得到。本发明对所述模具的具体结构和尺寸没有特殊要求,根据橡胶垫中重复单元和圆点的位置和尺寸确定即可。
76.在本发明中,所述硫化的温度优选为180~190℃,所述硫化的压力优选14.5~15.5mpa,所述硫化的时间优选为25~35min。本发明在进行硫化后,优选将硫化产物进行冷却、修边、整理,得到所述橡胶垫。本发明对所述冷却、修边、整理的方式没有特殊限定,采用本领域技术人员熟知的方法即可。
77.为了进一步说明本发明,下面结合附图和实施例对本发明提供的橡胶垫及其制备方法和应用进行详细地描述,但不能将它们理解为对本发明保护范围的限定。
78.本发明实施例1~3和对比例1~2中的橡胶垫由实施例1的第一混炼胶/第二混炼胶、胶粘剂制备。
79.本发明实施例1~3中的第一混炼胶片和第二混炼胶片的制备方法一致只是配比不同,仅本发明实施例1~4中的第一橡胶层和第二橡胶层的制备原料不同,详见表1。第一混炼胶片和第二混炼胶片的制备原料。并且每个实施例中的第一橡胶层和第二橡胶层的制备原料相同。
80.本发明实施例1~3中第一混炼胶片和第二混炼胶片的制备方法为:
81.将天然橡胶和异戊橡胶分别在开炼机上进行塑炼,分别得到塑炼后的天然橡胶和塑炼后的异戊橡胶;所述塑炼的温度60℃,所述开炼机的辊距为2mm,所述塑炼的时间15分钟;
82.将塑炼后的天然橡胶、塑炼后的异戊橡胶、硅烷处理白炭黑、酞青绿、氧化锌、硬脂酸、防老剂ctu、和食用大豆油,在密炼机中放砣捏炼7分钟后,提砣加入双二五,搅拌均匀后排料,得到第一混炼胶或第二混炼胶。硅烷处理白炭黑为山东枣庄市利源新材料科技有限公司的功能性母粒用白炭黑。
83.将所述第一混炼胶和第二混炼胶在开炼机上进行第一粗炼和第二粗炼、压延,得到第一混炼胶片和第二混炼胶片;所述第一粗炼时开炼机的辊距为2.5mm,所述第一粗炼的温度45℃,所述第一粗炼的时间为4分钟;第二粗炼时开炼机的辊距为3.5mm,所述第二粗炼的温度为55℃,所述第二粗炼的时间为3分钟;
84.在本发明实施例1~3中,所述第一混炼胶片和第二混炼胶片的尺寸为长20000
±
1mm宽1500
±
1mm厚5
±
0.2mm。
85.本发明实施例1~3中胶粘剂的制备方法一致,仅制备原料不同,详见表2胶粘剂的制备原料。
86.本发明实施例1~3中胶粘剂的制备方法:
87.将水加热到35℃,加入土豆淀粉,搅拌至分散均匀,加入碳酸钠再进行搅拌,加热到70℃,得到a组分;
88.将水、松香和羟甲基纤维素钠搅拌均匀,并加热至70℃,得到b组分;
89.将a组份溶液缓慢倒入b组分,搅拌30分钟后加热停止,自然冷却至降至22℃,得到胶粘剂。
90.将实施例1~4的胶粘剂进行粘度测试,实验结果详见表3。
91.本发明实施例1~3采用5目的合成纤维钢丝网,胶粘剂处理的合成纤维钢丝网的制备方法:
92.将5目合成纤维钢丝网浸泡在胶粘剂中,进行增粘处理,1小时候捞出,在22℃的温度下进行自然干燥,得到胶粘剂处理的合成纤维钢丝网。
93.得到所述第一混炼胶片、第二混炼胶片和胶粘剂处理的合成纤维钢丝网后:
94.按照第一混炼胶片-胶粘剂处理的5目合成纤维钢丝网-第二混炼胶片的顺序进行层叠,装入模具中进行硫化;硫化的温度为185℃,所述硫化的压力为15mpa,硫化的时间为30分钟,得到实施例1~3的橡胶垫,图2为实施例1~3制备的橡胶垫,图3为实施例1~3制备的橡胶垫的内部结构图。
95.将实施例1~3的橡胶垫进行性能测试,测试结果如表4所示。
96.制备得到的橡胶垫表面若干凸起的重复单元,每个重复单元由四个凸起条围成;每个凸起条的两端呈半球面过渡。每个凸起条的长度为20.4mm,宽度为3mm;每个“口”字形中,相邻两个凸起条的间距为3mm,相对两个凸起条的间距为18mm;每个凸起条均为圆弧状凸起,所述圆弧状凸起的半径为2.89mm,每个凸起条凸起的高度为2mm;相邻所述重复单元的间距为17mm。
97.橡胶垫在重复单元的中央有凸起的圆点;圆点的直径为5mm;所述圆点凸起的高度为2mm,所述圆点凸起的圆弧半径为2.89mm。
98.对比例1~2中第一混炼胶片和第二混炼胶片的制备方法
99.对比例1~2中第一混炼胶片和第二混炼胶片的制备方法和实施例1~3中第一混炼胶片和第二混炼胶片的制备方法一致,仅各组分的用量不一致。对比例1~2中第一混炼胶片和第二混炼胶片的原料详见表1。
100.对比例1中胶粘剂的制备方法:
101.将100份水加热到35℃,加入20份玉米淀粉,搅拌至分散均匀,加入碳酸钠再进行搅拌,加热到70℃,得到a组分;
102.将100份水、0.5份松香和2份羟甲基纤维素钠搅拌均匀,并加热至70℃,得到b组分;
103.将a组份溶液缓慢倒入b组分,搅拌30分钟后加热停止,自然冷却至降至22℃,得到胶粘剂。
104.将对比例1的胶粘剂进行粘度测试,实验结果详见表3。
105.对比例2中胶粘剂的制备方法:
106.将100份水加热到35℃,加入20份糊精,搅拌至分散均匀,加入2份氢氧化钠再进行搅拌,加热到70℃,得到a组分;
107.将100份水、0.5份萜烯树脂搅拌均匀,并加热至70℃,得到b组分;
108.将a组份溶液缓慢倒入b组分,搅拌30分钟后加热停止,自然冷却至降至22℃,得到胶粘剂。
109.将对比例2的胶粘剂进行粘度测试,实验结果详见表3。
110.表1第一混炼胶片和第二混炼胶片的制备原料(重量份数)
[0111][0112][0113]
表2胶粘剂的制备原料
[0114][0115]
表3胶粘剂的性能
[0116] 实施例1实施例2实施例3对比例1对比例2粘度mpa﹒s38003600350034003600
[0117]
表4橡胶垫的性能
[0118][0119][0120]
由表4可知,实施例1~3橡胶垫的总迁移量为7~9mg/dm2,低于10mg/dm2的标准要
求。这证明本发明提供的橡胶垫无毒。并且由表4可知,本发明提供的橡胶垫的撕裂强度得到了极大的提升。此外,表面重复单元和圆点呈圆弧状的凸起结构,这种结构设计可以帮助刚出生的仔猪能够顺利站起,并进一步提高了仔猪行走时的舒适度。
[0121]
注:
[0122]
测试方法如下:
[0123]
硬度:(邵尔a)型邵尔硬度,gb/t531.1-2008邵氏硬度计法;
[0124]
断裂拉伸强度:gb/t528-2009硫化橡胶或热塑性橡胶拉伸应力应变性能的测定;
[0125]
伸长率:gb/t528-2009硫化橡胶或热塑性橡胶拉伸应力应变性能的测定;
[0126]
撕裂强度:gb/t529-2008硫化橡胶或热塑性橡胶撕裂强度的测定;
[0127]
阿克隆磨耗:gb/t1689-1998硫化橡胶耐磨性能的测定(用阿克隆磨耗机);
[0128]
合成纤维钢丝网与橡胶粘合力:gb/t532-2008硫化橡胶或热塑性橡胶与织物粘和强度的测定;
[0129]
提取物总量实验:食品安全国家标准gb4806.11-2016食品接触用橡胶材料及制品。
[0130]
尽管上述实施例对本发明做出了详尽的描述,但它仅仅是本发明一部分实施例,而不是全部实施例,还可以根据本实施例在不经创造性前提下获得其他实施例,这些实施例都属于本发明保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1