一种抗菌护卡膜的制备工艺的制作方法
1.本技术涉及护卡膜制备领域,具体而言,涉及一种抗菌护卡膜的制备工艺。
背景技术:
2.护卡膜,又称塑封膜,由塑胶薄膜作为基片,在基片背面涂复粘合剂,再经特殊加工处理而成的高级片状包装材料,广泛用于身份证,文史资料,照片,图片,信用卡,许可证,营业执照,珍贵函件,证券,通行证,代表证等各类片状材料的封存和保护。
3.现有的护卡膜结构通常由bopet聚酯薄膜层和聚乙烯膜层以及eva醋酸乙烯酯共聚物膜层依次复合组成,bopet聚酯薄膜层作为基层,而eva醋酸乙烯酯共聚物膜层通常作为表层,例如,中国专利申请号为cn201810553261.4,所公开的一种性能更好的高品质的护卡膜及其制备方法。其中所提及的护卡膜结构。但上述方案中作为表层的eva醋酸乙烯酯共聚物膜层耐磨性能通常较差,在长期受到磨损的情况下容易受损,间接影响了护卡膜的使用寿命。
技术实现要素:
4.为了弥补以上不足,本技术提供了一种抗菌护卡膜的制备工艺,旨在改善相关技术中的护卡膜耐磨性能较差的问题,一定程度上提升了护卡膜使用的寿命。
5.本技术实施例提供了一种抗菌护卡膜的制备工艺,具体包括以下步骤:
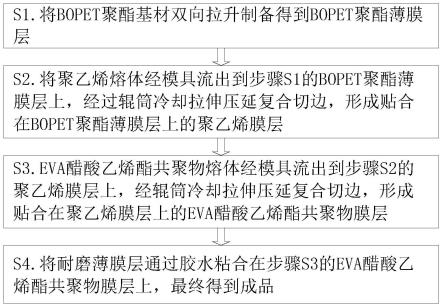
6.s1.将bopet聚酯基材双向拉升制备得到bopet聚酯薄膜层;
7.s2.将聚乙烯熔体经模具流出到步骤s1的bopet聚酯薄膜层上,经过辊筒冷却拉伸压延复合切边,形成贴合在bopet聚酯薄膜层上的聚乙烯膜层;
8.s3.eva醋酸乙烯酯共聚物熔体经模具流出到步骤s2的聚乙烯膜层上,经辊筒冷却拉伸压延复合切边,形成贴合在聚乙烯膜层上的eva醋酸乙烯酯共聚物膜层;
9.s4.将耐磨薄膜层通过胶水粘合在步骤s3的eva醋酸乙烯酯共聚物膜层上,最终得到成品。
10.在一种具体的实施方案中,步骤s1中的制备方式又下分为如下步骤:
11.a.pet树脂干燥;
12.b.挤出铸片;
13.c.厚片的纵向拉伸;
14.d.横向拉伸;
15.e.裁切。
16.在一种具体的实施方案中,在所述步骤s1中的分步骤a中pet 树脂干燥采用真空转鼓干燥,蒸气压力0.3~0.5mpa,真空度 98.66~101.325kpa,干燥时间8~12h。
17.在一种具体的实施方案中,在所述步骤s1中的分步骤b中将干燥好的pet树脂熔融挤出塑化后,再通过粗、细过滤器和静态混合器混合后,由计量泵输送至机头,然后经过急冷轮冷却成厚片待用;
18.其中,挤出铸片的工艺条件为:挤出机输送段温度240~260℃,熔融塑化段温度255~280℃,均化段温度265~279℃,过滤器温度 279~286℃,熔体线温度269~274℃,铸片急冷辊温度17~24℃。
19.在一种具体的实施方案中,所述步骤s1中的分步骤c和d中分别提到的纵向和横向拉伸是将从挤出机挤出的薄膜或片材在 80~90℃下,经纵横方向拉伸,使分子链或待定的结晶面进行取向,然后在拉伸的情况下进行热定型处理。
20.在一种具体的实施方案中,在所述步骤s1中的分步骤e中裁切是将分步骤c和d中夹持拉伸的位置进行裁切掉。
21.在一种具体的实施方案中,在所述步骤s2中的聚乙烯熔体温度为315℃-325℃,冷却辊筒表面温度在38℃-44℃;在所述步骤s3中的eva醋酸乙烯酯共聚物熔体温度为175℃-210℃,冷却辊筒表面温度控制在25℃-36℃。
22.在一种具体的实施方案中,在所述步骤s4中又具体细分为如下步骤:
23.a.将所述步骤s3完成后的膜卷绕在收卷机的放卷辊ⅰ外圈;
24.b.将耐磨薄膜层卷绕在收卷机的放卷辊ⅱ外圈;
25.c.将步骤a中的膜拉出一节并利用涂胶器涂胶,同时也将步骤b 中的耐磨薄膜层一端拉出一节,在拉出的一端共同经过两个挤压辊之间并被挤压,挤压后的成品收至放卷辊ⅲ上。
26.d.控制放卷辊ⅰ和放卷辊ⅱ以及放卷辊ⅲ的驱动机构同速转动,并借助涂胶器均匀将胶水涂膜在eva醋酸乙烯酯共聚物膜层上表面。
27.在一种具体的实施方案中,在所述步骤s4中的分步骤d中在经过两个挤压辊挤压复合后的膜需要经过汞灯箱加热后再被放卷辊
ⅲꢀ
5最终收卷。
28.在一种具体的实施方案中,在所述步骤s4中的分步骤d中驱动机构放出膜的速度为900-2200m/h。
29.本技术使用时的优点:
30.1.通过增设的耐磨薄膜层解决了以往的护卡膜耐磨性能较差的问题,有效提升了护卡膜的使用寿命;
31.2.在耐磨薄膜层与eva醋酸乙烯酯共聚物膜层结合的过程中借助挤压辊和汞灯箱的配合有效提升了其二者结合的稳定性。
附图说明
32.为了更清楚地说明本技术实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
33.图1是本技术实施方式提供的抗菌护卡膜的制备工艺流程图;
34.图2为本技术实施方式提供的bopet聚酯薄膜层的制备方式流程图;
35.图3为本技术实施方式提供的eva醋酸乙烯酯共聚物膜层和耐磨薄膜层结合制作过程的流程图;
36.图4为本技术实施方式提供的图3中的制作过程的结构示意图。
37.图中:1-放卷辊ⅰ;2-放卷辊ⅱ;3-涂胶器;4-挤压辊;5-放卷辊ⅲ;6-汞灯箱。
具体实施方式
38.为使本技术实施方式的目的、技术方案和优点更加清楚,下面将结合本技术实施方式中的附图,对本技术实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本技术一部分实施方式,而不是全部的实施方式。基于本技术中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本技术保护的范围。
39.实施例1
40.请参阅图1-图4,本技术提供一种抗菌护卡膜的制备工艺,具体包括以下步骤:
41.s1.将bopet聚酯基材双向拉升制备得到bopet聚酯薄膜层。
42.其中,bopet薄膜是双向拉伸聚酯薄膜,bopet薄膜具有强度高、刚性好、透明、光泽度高的特点;同时还具有无嗅、无味、无色、无毒、突出的强韧性,有助于提升护卡膜的结构强度。
43.步骤s1中的制备方式又下分为如下步骤:
44.a.pet树脂干燥;
45.b.挤出铸片;
46.c.厚片的纵向拉伸;
47.d.横向拉伸;
48.e.裁切。
49.由于pet树脂由于分子中含有极性基团,因此吸湿性较强,其饱和含湿量为0.8%,而水分的存在使pet在加工时极易发生氧化降解,影响产品质量。因此加工前必须将其含水量控制在0.005%以下,这就要求对pet进行充分的干燥,而使用真空转鼓干燥时pet不与氧气接触,这有利于控制pet的高温热氧老化,提高产品质量。
50.在所述步骤s1中的分步骤a中pet树脂干燥采用真空转鼓干燥,蒸气压力0.3~0.5mpa,真空度98.66~101.325kpa,干燥时间8~12h。
51.在所述步骤s1中的分步骤b中将干燥好的pet树脂熔融挤出塑化后,再通过粗、细过滤器和静态混合器混合后,由计量泵输送至机头,然后经过急冷轮冷却成厚片待用,其中,挤出铸片的工艺条件为:挤出机输送段温度240~260℃,熔融塑化段温度255~280℃,均化段温度265~279℃,过滤器温度279~286℃,熔体线温度 269~274℃,铸片急冷辊温度17~24℃。
52.所述步骤s1中的分步骤c和d中分别提到的纵向和横向拉伸是将从挤出机挤出的薄膜或片材在80~90℃下,经纵横方向拉伸,使分子链或待定的结晶面进行取向,然后在拉伸的情况下进行热定型处理。
53.具体的,拉伸温度控制在85℃左右较好。为防止片基粘辊,便于均匀拉伸,可采用远红外辅助加热,这可使拉伸温度低于85℃。拉伸比是指拉伸后的长度与拉伸前的长度之比,拉伸比越大,沿拉伸方向的强度增加也就越大。但要得到高强度薄膜,拉伸比不能控制在最大,因为在单向拉伸后沿拉伸方向强度增加会使与之垂直方向的强度降低。因此为保证薄膜各向同性,在纵、横方向上都具有优良的性能,就必须使纵向与横向拉伸比相匹配。
经多次试验将pet厚片纵向拉伸工艺参数选择为:预热温度50~70℃,拉伸温度 75~85℃,冷却定型温度30~60℃,拉伸比3.2~3.5。
54.纵拉厚片经导边系统送至拉幅机进行横向拉伸,通过夹子夹在轨道上,张角的张力作用在平面内横向拉伸。使分子定向排列,并进行热处理和冷却定型。
55.同时还需说明的是,纵拉厚片的预热、拉伸、热定型和冷却都是在一个烘箱内进行的,因此工艺参数的选定要考虑烘箱的长度、产品的产出速度及热风传导和烘箱的保温情况。一般要求热风在烘箱,内的循环方式必须使吹到薄膜上下表面的风温、风压和风速一致,且各区温度不能相串。夹子温度要尽量低热定型的目的是淌除拉伸中产生的内应力,从而制得热稳定性好、收缩率低的薄膜。经多次试验横向拉伸工艺参数选择为:预热段温度80~95℃,拉伸段温度 85~110℃,定型段温度180~220℃,冷却段温度30~60℃,拉伸比 3~4。
56.在所述步骤s1中的分步骤e中裁切是将分步骤c和d中夹持拉伸的位置进行裁切掉。因为夹持部位往往得不到较好的拉伸,因此将其裁切后能够使得整个产品的成型效果更好。
57.s2.将聚乙烯熔体经模具流出到步骤s1的bopet聚酯薄膜层上,经过辊筒冷却拉伸压延复合切边,形成贴合在bopet聚酯薄膜层上的聚乙烯膜层。
58.其中,上述从模具中流出形成的聚乙烯膜层的厚度均匀,具有优良的化学稳定性、热封性、耐水性和防潮性。
59.s3.eva醋酸乙烯酯共聚物熔体经模具流出到步骤s2的聚乙烯膜层上,经辊筒冷却拉伸压延复合切边,形成贴合在聚乙烯膜层上的eva醋酸乙烯酯共聚物膜层。
60.其中,eva醋酸乙烯酯共聚物膜层(又称:乙烯-醋酸乙烯酯共聚物),是一种通用高分子聚合物,分子式是(c2h4)x.(c4h6o2)y,可燃,燃烧气味无刺激性,具备耐水性、耐腐蚀性、加工性、防震动和保温性的特点。
61.另外,在所述步骤s2中的聚乙烯熔体温度为315℃-325℃,冷却辊筒表面温度在38℃-44℃;在所述步骤s3中的eva醋酸乙烯酯共聚物熔体温度为175℃-210℃,冷却辊筒表面温度控制在25℃-36℃。
62.s4.将耐磨薄膜层通过胶水粘合在步骤s3的eva醋酸乙烯酯共聚物膜层上,最终得到成品。
63.在所述步骤s4中又具体细分为如下步骤:
64.a.将所述步骤s3完成后的膜卷绕在收卷机的放卷辊ⅰ1外圈。
65.b.将耐磨薄膜层卷绕在收卷机的放卷辊ⅱ2外圈。
66.c.将步骤a中的膜拉出一节并利用涂胶器3涂胶,同时也将步骤 b中的耐磨薄膜层一端拉出一节,在拉出的一端共同经过两个挤压辊 4之间并被挤压,挤压后的成品收至放卷辊ⅲ5上。
67.d.控制放卷辊ⅰ1和放卷辊ⅱ2以及放卷辊ⅲ5的驱动机构同速转动,并借助涂胶器3均匀将胶水涂膜在eva醋酸乙烯酯共聚物膜层上表面。
68.在所述步骤s4中的分步骤d中在经过两个挤压辊4挤压复合后的膜需要经过汞灯箱6加热后再被放卷辊ⅲ5最终收卷。其中,在耐磨薄膜层与eva醋酸乙烯酯共聚物膜层结合的过程中借助挤压辊和汞灯箱的配合有效提升了其二者结合的稳定性。
69.在所述步骤s4中的分步骤d中驱动机构放出膜的速度为 900-2200m/h。
70.以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应所述以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1