一种扩散片和菱晶片贴合工艺的制作方法
1.本发明涉及一种板材贴合工艺,具体为一种扩散片和菱晶片贴合工艺,属于led灯具扩散板装配技术领域。
背景技术:
2.led面板灯是一款宜美高档的室内照明灯具,在生产加工过程中,会通过设置菱晶片起到增光和遮瑕疵作用,而为了能够提高led面板灯的亮度,往往会在菱晶片上在贴合一层扩散片,使入射到板材的光线得到不同角度的充分的漫反射和折射,具有高扩散度、高雾度、高透光度的光学特征,进而通过叠合在一起的扩散片和菱晶片的作用下,会使led面板灯的光源变成柔和的、健康的发光体,在达到良好的透光率的前提下,同时具有良好的光源点阵遮蔽性。
3.但在实际生产过程中,对于扩散片和菱晶片的贴合,往往是采用将一片扩散板和一片菱晶片叠加在一起后,再进行另一片的叠加组合,导致人工成本增加,且一次拿一张扩散板然后再拿一张菱晶片放入led灯具铝框中,导致效率不高。
技术实现要素:
4.本发明的目的就在于为了解决上述至少一个技术问题而提供一种扩散片和菱晶片贴合工艺。
5.本发明通过以下技术方案来实现上述目的:一种扩散片和菱晶片贴合工艺,包括其贴合设备包括
6.菱晶片上料组件,其位于该贴合设备的一端,并设置在片材转运吸合台的一侧,用于对待贴合的菱晶片进行转运上料,且其包括用于码放菱晶片的一号码料台、用于通过吸盘吸附并转运菱晶片的一号上料机,用于对转运后的菱晶片进行定位的一号气浮定位台;
7.扩散片上料组件,其与菱晶片上料组件设置在同一侧,用于对待贴合的扩散片进行转运上料,且其包括用于码放扩散片的二号码料台、用于通过吸盘吸附并转运扩散片的二号上料机,用于对转运后的扩散片进行定位的二号气浮定位台;
8.刷胶组件,其设置在位于菱晶片上料组件与扩散片上料组件之间,用于对菱晶片的上表面进行刷胶,进而与扩散片进行贴合,且其包括设置在片材转运吸合台上方的全自动印刷机;
9.固化组件,其位于扩散片上料组件的另一侧,用于对贴合的菱晶片和扩散片进行固化,且其包括设置在片材转运吸合台上方的uv光固箱;
10.其贴合工艺包括以下步骤:
11.上料段,通过一号上料机的吸盘从一号码料台上吸附菱晶片,然后吸盘进行上料转运,吸盘将菱晶片移送至一号气浮定位台进行定位后,再次移动将菱晶片放置在片材转运吸合台上,一号上料机的吸盘归位,然后片材转运吸合台的印刷跑台归位后上升吸附住菱晶片,即完成上料;
12.印刷段,片材转运吸合台的印刷跑台移动到全自动印刷机处,印刷跑台带动所吸附的菱晶片下降,同时全自动印刷机印刷用的网版下降,以带动刮刀下降对菱晶片进行印刷,印刷完成后刮刀上升,然后印刷跑台进行二次下降并归位到,即完成印刷;
13.叠片段,通过二号上料机的吸盘从二号码料台上吸附扩散片,然后吸盘上升以完成扩散片上料转运,吸盘将扩散片移送至二号气浮定位台进行定位后,再次移动将扩散片放置在片材转运吸合台上的菱晶片上方,并叠片下压,二号上料机的吸盘放松扩散片,印刷跑台再次上升吸附,完成扩散片和菱晶片的贴合;
14.uv固化段,片材转运吸合台的印刷跑台移动到uv光固箱处,印刷跑台下降,通过uv光对贴合在一起的扩散片和菱晶片进行照射,照射结束后,印刷跑台归位,即uv固化完成;
15.下料段,片材转运吸合台的印刷跑台移动到最尾端后,印刷跑台下降,由人工将制备完成的片材取下,印刷跑台归位,取片完成。
16.作为本发明再进一步的方案:所述上料段、印刷段、叠片段、uv固化段和下料段的片材在各工段之间的转运均通过同一条片材转运吸合台的印刷跑台实现。
17.作为本发明再进一步的方案:所述一号码料台和二号码料台均可储存片板材,且所述一号码料台和二号码料台上均设置有声光报警器。
18.作为本发明再进一步的方案:所述印刷段处设计有空调房,实现调温、调湿、防尘以及排废气功能。
19.作为本发明再进一步的方案:所述印刷段处,刮刀对菱晶片印刷的材料为3m背胶。
20.作为本发明再进一步的方案:所述叠片段处,菱晶片与扩散片之间通过超声波焊接。
21.本发明的有益效果是:解决了在led面板灯具扩散板装配过程中效益太慢的难题,将led面板灯扩散板装配的两张板材合在一起“二合一”操作人员由原来两人变更为一人操作,且装配贴合时间也变短了,大大的提升效率并能够节约人工材料成本。
附图说明
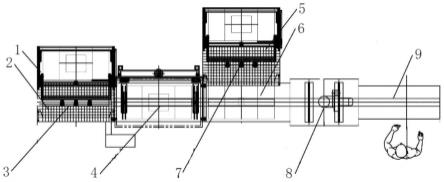
22.图1为本发明贴合生产线流程示意图。
23.图中:1、一号码料台,2、一号气浮定位台,3、一号上料机,4、全自动印刷机,5、二号码料台,6、二号气浮定位台,7、二号上料机,8、uv光固箱,9、片材转运吸合台。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.实施例一
26.如图1所示,一种扩散片和菱晶片贴合工艺,包括其贴合设备包括
27.菱晶片上料组件,其位于该贴合设备的一端,并设置在片材转运吸合台9的一侧,用于对待贴合的菱晶片进行转运上料,且其包括用于码放菱晶片的一号码料台1、用于通过吸盘吸附并转运菱晶片的一号上料机3,用于对转运后的菱晶片进行定位的一号气浮定位
台2;
28.扩散片上料组件,其与菱晶片上料组件设置在同一侧,用于对待贴合的扩散片进行转运上料,且其包括用于码放扩散片的二号码料台5、用于通过吸盘吸附并转运扩散片的二号上料机7,用于对转运后的扩散片进行定位的二号气浮定位台6;
29.刷胶组件,其设置在位于菱晶片上料组件与扩散片上料组件之间,用于对菱晶片的上表面进行刷胶,进而与扩散片进行贴合,且其包括设置在片材转运吸合台9上方的全自动印刷机4;
30.固化组件,其位于扩散片上料组件的另一侧,用于对贴合的菱晶片和扩散片进行固化,且其包括设置在片材转运吸合台9上方的uv光固箱8;
31.其贴合工艺包括以下步骤:
32.上料段,通过一号上料机3的吸盘从一号码料台1上吸附菱晶片,然后吸盘进行上料转运,吸盘将菱晶片移送至一号气浮定位台2进行定位后,再次移动将菱晶片放置在片材转运吸合台9上,一号上料机3的吸盘归位,然后片材转运吸合台9的印刷跑台归位后上升吸附住菱晶片,即完成上料;
33.印刷段,片材转运吸合台9的印刷跑台移动到全自动印刷机4处,印刷跑台带动所吸附的菱晶片下降,同时全自动印刷机4印刷用的网版下降,以带动刮刀下降对菱晶片进行印刷,印刷完成后刮刀上升,然后印刷跑台进行二次下降并归位到,即完成印刷;
34.叠片段,通过二号上料机7的吸盘从二号码料台5上吸附扩散片,然后吸盘上升以完成扩散片上料转运,吸盘将扩散片移送至二号气浮定位台6进行定位后,再次移动将扩散片放置在片材转运吸合台9上的菱晶片上方,并叠片下压,二号上料机7的吸盘放松扩散片,印刷跑台再次上升吸附,完成扩散片和菱晶片的贴合;
35.uv固化段,片材转运吸合台9的印刷跑台移动到uv光固箱8处,印刷跑台下降,通过uv光对贴合在一起的扩散片和菱晶片进行照射,照射结束后,印刷跑台归位,即uv固化完成;
36.下料段,片材转运吸合台9的印刷跑台移动到最尾端后,印刷跑台下降,由人工将制备完成的片材取下,印刷跑台归位,取片完成。
37.在本发明实施例中,所述上料段、印刷段、叠片段、uv固化段和下料段的片材在各工段之间的转运均通过同一条片材转运吸合台9的印刷跑台实现,可以分别在各个工段同步完成上料,胶面印刷,叠片贴合,uv固化,人工下料等操作,在设备连续运行过程中,片材将在五个工段逐次转运,完成整个生产流程。
38.在本发明实施例中,所述一号码料台1和二号码料台5均可储存50片板材,且所述一号码料台1和二号码料台5上均设置有声光报警器,板材取空后会有声光报警,提示操作人员添加板材。
39.实施例二
40.如图1所示,一种扩散片和菱晶片贴合工艺,包括其贴合设备包括
41.菱晶片上料组件,其位于该贴合设备的一端,并设置在片材转运吸合台9的一侧,用于对待贴合的菱晶片进行转运上料,且其包括用于码放菱晶片的一号码料台1、用于通过吸盘吸附并转运菱晶片的一号上料机3,用于对转运后的菱晶片进行定位的一号气浮定位台2;
42.扩散片上料组件,其与菱晶片上料组件设置在同一侧,用于对待贴合的扩散片进行转运上料,且其包括用于码放扩散片的二号码料台5、用于通过吸盘吸附并转运扩散片的二号上料机7,用于对转运后的扩散片进行定位的二号气浮定位台6;
43.刷胶组件,其设置在位于菱晶片上料组件与扩散片上料组件之间,用于对菱晶片的上表面进行刷胶,进而与扩散片进行贴合,且其包括设置在片材转运吸合台9上方的全自动印刷机4;
44.固化组件,其位于扩散片上料组件的另一侧,用于对贴合的菱晶片和扩散片进行固化,且其包括设置在片材转运吸合台9上方的uv光固箱8;
45.其贴合工艺包括以下步骤:
46.上料段,通过一号上料机3的吸盘从一号码料台1上吸附菱晶片,然后吸盘进行上料转运,吸盘将菱晶片移送至一号气浮定位台2进行定位后,再次移动将菱晶片放置在片材转运吸合台9上,一号上料机3的吸盘归位,然后片材转运吸合台9的印刷跑台归位后上升吸附住菱晶片,即完成上料;
47.印刷段,片材转运吸合台9的印刷跑台移动到全自动印刷机4处,印刷跑台带动所吸附的菱晶片下降,同时全自动印刷机4印刷用的网版下降,以带动刮刀下降对菱晶片进行印刷,印刷完成后刮刀上升,然后印刷跑台进行二次下降并归位到,即完成印刷;
48.叠片段,通过二号上料机7的吸盘从二号码料台5上吸附扩散片,然后吸盘上升以完成扩散片上料转运,吸盘将扩散片移送至二号气浮定位台6进行定位后,再次移动将扩散片放置在片材转运吸合台9上的菱晶片上方,并叠片下压,二号上料机7的吸盘放松扩散片,印刷跑台再次上升吸附,完成扩散片和菱晶片的贴合;
49.uv固化段,片材转运吸合台9的印刷跑台移动到uv光固箱8处,印刷跑台下降,通过uv光对贴合在一起的扩散片和菱晶片进行照射,照射结束后,印刷跑台归位,即uv固化完成;
50.下料段,片材转运吸合台9的印刷跑台移动到最尾端后,印刷跑台下降,由人工将制备完成的片材取下,印刷跑台归位,取片完成。
51.在本发明实施例中,所述印刷段处设计有空调房,实现调温、调湿、防尘以及排废气功能。
52.在本发明实施例中,所述印刷段处,刮刀对菱晶片印刷的材料为3m背胶。
53.在本发明实施例中,所述叠片段处,菱晶片与扩散片之间通过超声波焊接。
54.工作原理:设置有上料段、印刷段、叠片段、uv固化段和下料段,片材在各工段之间的转运通过传输跑台实现,可以分别在各个工段同步完成上料,胶面印刷,叠片贴合,uv固化,人工下料等操作。在设备连续运行过程中,片材将在5个工段逐次转运,完成整个生产流程。
55.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
56.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包
含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1