1.本发明涉及高阻隔包装材料技术领域,特别涉及一种环保可回收类复合纸质氧化硅高阻隔膜包装材料及其制备方法、应用。
背景技术:2.随着人们对生活水平的要求逐渐提高和食品包装的快速发展,对透水透氧等指标有较高要求的高阻隔软包装随之蓬勃发展。全球薄膜材料行业不断进行新材料的开发与研究,在透明度、高阻隔性能、耐揉搓、耐热耐湿等方面优化材料性能。另一方面,食品在被包装物的种类占比增大,对智能食品包装的需求越来越迫切,不仅要求包装在阻氧阻湿方面的性能,对易于回收的环境友好性也提出了要求。
3.目前,市场上用于新鲜液体的纸积层包装材料,依靠铝箔的高阻隔性能来发挥复合包装的阻隔性能,该构造已应用多年。然而,该构造并不能满足较高的环保要求,因为其夹含的铝箔层,导致层状结构材料多样化,除此之外,承担印刷和遮光作用的纸层,也带来同样的问题。因此,需要研发一种环保可回收类复合纸质氧化硅高阻隔膜包装材料来解决上述技术问题。
4.公开号为cn108995333a的专利文献公开了一种bope高阻隔复合膜及包含其的包装材料和包装产品。该bope高阻隔复合膜包括三层膜层结构,其中,第一膜层中包含bope,第二膜层为高阻隔涂布层,第三膜层中包含pe,bope为三层结构,由外至内依次为:第一功能层,芯层,第二功能层,第一功能层的原料为:低密度聚乙烯、茂金属聚乙烯、聚氯乙烯,以及任选的助剂,第二功能层的原料为:茂金属聚乙烯,以及乙烯共聚物和任选的助剂;芯层材料的原料包括:低密度聚乙烯、茂金属聚乙烯、乙烯共聚物,以及聚丁烯,该材料包含多种组分,不利于环保回收。
5.公开号为cn110667218a的专利文献公开了一种环保型高阻隔复合包装材料及其制法,其中环保型高阻隔复合包装材料由自内而外依次布置且相互固定连接的吸湿膜、阻隔膜和纺粘无纺布或pe塑料膜构成,该包装材料阻隔膜采用添加纳米膨润土的pe塑料膜,阻隔效果有待提升。
技术实现要素:6.本发明的目的是提供了一种环保可回收类复合纸质氧化硅高阻隔膜包装材料,能够在发挥出等同于铝箔高阻隔性能的前提下,减少整体结构的材料种类,从而服务于产品的生产与回收。
7.为实现上述目的,本发明采取的技术方案为:
8.一种复合纸质氧化硅高阻隔膜包装材料,由上至下依次为:上层聚烯烃薄膜层、可印刷的聚烯烃合成纸层、第一聚烯烃淋膜层、氧化硅高阻隔层、第二聚烯烃淋膜层、底层聚烯烃薄膜层。
9.进一步的,总厚度为305-350μm。
10.进一步的,各层厚度依次为:上层聚烯烃薄膜层20-35μm,聚烯烃合成纸层213-219μm,第一聚烯烃淋膜层6-8μm,氧化硅高阻隔层30-45μm,第二聚烯烃淋膜层6-8μm,底层聚烯烃薄膜层30-35μm。
11.进一步的,所述聚烯烃为pe、pp或pe、pp的混合物,熔融指数为7。
12.进一步的,氧化硅高阻隔膜以液态的有机硅化合物或者气态的硅烷为原料,在基材上用等离子体增强化学气相沉积法沉积成镀膜。
13.进一步的,所述有机硅化合物为六甲基二硅氧烷和四甲基二硅氧烷。
14.进一步的,聚烯烃合成纸层的制备方法是,首先把pe、pp的混合物经过熔融、挤压、成膜,沿不同轴向拉伸,生成薄膜;然后,把该薄膜进行纸状化处理,加入钛白粉使之变得不透明,白度提高。
15.进一步的,聚烯烃合成纸层的图文部分由油墨经过凹版印刷而成。
16.进一步的,所述上层聚烯烃薄膜层和底层聚烯烃薄膜层的组分相同,所述第一聚烯烃淋膜层和第二聚烯烃淋膜层的组分相同。
17.进一步的,所述的复合纸质氧化硅高阻隔膜包装材料在成型液体包装盒、液体包装枕形袋中的应用。
18.进一步的,所述的复合纸质氧化硅高阻隔膜包装材料透光率≤5%,氧气透过率<1cm3/(m2*24h),水蒸气透过率<1cm3/(m2*24h),各层间剥离强度≥1n/15mm,纵向挺度≥100mn/38mm,横向挺度≥45mn/38mm,纵向拉伸强度≥30mpa,横向拉伸强度≥20mpa,30min以下耐水浴加热温度为80℃。
19.进一步的,聚烯烃合成纸层具有良好的挺度和拉伸强度,其纵向挺度≥90mn/38mm,横向挺度≥40mn/38mm,纵向拉伸强度≥30mpa,横向拉伸强度≥20mpa。
20.进一步的,所述油墨由以下重量份数的原料制成:树脂30-35份、显色剂20-25份、增塑剂0.4-1份、干燥剂0.2-0.5份、有机溶剂40-45份。
21.所述树脂为松香季戊四醇脂、醇酸树脂、松香改性酚醛树脂和马来酸酐中的一种或几种。
22.所述显色剂为炭黑、铬黄、镉红、铁蓝、铬绿、钛白中的任意一种或多种。
23.所述增塑剂为苯二甲酸二丁酯或环氧大豆油。
24.所述干燥剂为辛酸钴、辛酸锰、辛酸锆、辛酸铈中的一种。
25.所述有机溶剂为乙酸乙酯或者异丙醇。
26.进一步的,所述的复合纸质氧化硅高阻隔膜包装材料的制备方法,包含以下步骤:
27.(1)氧化硅高阻隔膜的制备:氧化硅高阻隔膜以液态的有机硅化合物或者气态的硅烷为原料,在基材上用等离子体增强化学气相沉积法沉积成镀膜,其对氧气的透过率下降到0.8cm3/m2.24h.0.1mpa以下,对水蒸气的透过率下降到0.8cm3/m2.24h.0.1mpa以下;
28.(2)图文油墨的制备:将显色剂加入球磨机中球磨后,颗粒大小为5μm以下,然后与树脂、增塑剂、干燥剂、有机溶剂一起添加到搅拌机中,常温下以500r/min的转速搅拌10min;
29.(3)聚烯烃合成纸层的制备:首先把pe、pp的混合物经过熔融、挤压、成膜,沿不同轴向拉伸,生成薄膜;然后,把该薄膜进行纸状化处理,加入钛白粉使之变得不透明,白度提高,透光率为5%,纵向挺度≥90mn/38mm,横向挺度≥40mn/38mm;
30.(4)油墨的印刷:在聚烯烃合成纸层上,通过图文部分理的排版,进行凹版印刷;
31.(5)挤出复合:将聚烯烃材料采用淋膜的方法,加热后由螺杆塑化挤出,挤出温度为280℃,拉伸后,附着于氧化硅高阻隔层的上下表面,在氧化硅高阻隔层的上表面形成第一聚烯烃淋膜层,与聚烯烃合成纸层进行粘合,粘合温度为130℃,剥离强度≥1n/15mm,在氧化硅高阻隔层的下表面形成第二聚烯烃淋膜层,形成半成品,通过冷却辊对半成品进行冷处理,冷却辊处理后温度为50℃,通过冷却辊引导聚烯烃薄膜,与半成品紧固粘附在一起,位于聚烯烃合成纸层上表面的为上层聚烯烃薄膜层,位于第二聚烯烃淋膜层下表面的为底层聚烯烃薄膜层,形成成品;
32.(6)收卷:将生产好的成品,通过收卷机收卷;
33.(7)分切:将收卷完成的包装材料,按照其上印刷的图文版面进行分切,以便后续成型使用。
34.本发明具有如下有益效果:目前,市面上常用的包装是利乐包、康美包等,由纸、聚乙烯塑料、铝箔复合而成,先在纸板上印刷图文,然后通过ldpe淋膜层,将印刷好的纸张与铝箔粘接在一起,再在铝箔侧通过eaa淋膜层,将热封pe复合起来,最后在纸张外侧淋覆ldpe保护外侧的印刷。这种工艺方法,都包含铝箔层,不利于回收。本技术取消了铝箔层,使用opp基材的氧化硅高阻隔膜,从而达到去金属的目的,便于回收,由于绝大多成分为聚烯烃,因此,回收利用更加便利。
35.本发明采用上层聚烯烃薄膜层、可印刷的聚烯烃合成纸层、第一聚烯烃淋膜层、氧化硅高阻隔层、第二聚烯烃淋膜层、底层聚烯烃薄膜层,共6层结构。氧化硅高阻隔层通过化学气相沉积法制得,厚度为30-45μm,透光率≥88%,氧气透过率<0.8cm3/(m2*24h),水蒸气透过率<0.8cm3/(m2*24h),耐蒸煮温度为80-120℃,该阻隔层有金属阻隔层所不具备的柔顺性能,对揉搓实验的有效抵抗次数为40次,在整体构造中不含有任何金属成分,具有其他材料难以替代的优良性能,其具备高阻隔性可解决对新鲜液体食品的长久保存问题,在回收中具有现存铝箔结构所不具备的回收便利性。
36.可印刷的聚烯烃合成纸层,主要成分为pe,将其成型为纸状后,加入钛白粉等,达到一定挺度和遮光效果,透光率≤5%,纵向挺度≥90mn/38mm,横向挺度≥40mn/38mm,能达到近似纸张的遮光作用和挺度效果,而且材质本身仍然是高分子材料,与其它功能层属同种材料。
37.综上所述,氧化硅高阻隔层和聚烯烃合成纸与淋膜工艺的共同作用下,能够为新鲜液体食品的包装提供一种绝佳方案,上层和下层均粘附聚烯烃薄膜,不会被水、溶剂、高温等分开,将使其成为单一烯烃类材质的包装材料,以此来解决环保回收的问题,具有积极的推广价值。
附图说明
38.图1为本发明复合纸质氧化硅高阻隔膜包装材料的结构示意图。
39.各附图标记的含义如下:1:上层聚烯烃薄膜层、2:可印刷的聚烯烃合成纸层、3:第一聚烯烃淋膜层、4:氧化硅高阻隔层、5:第二聚烯烃淋膜层、6:底层聚烯烃薄膜层。
具体实施方式
40.为使本发明实施例的目的、技术方案和优点更加清楚,下面结合说明书附图1对本发明实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于所描述的本发明的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围。
41.参阅说明书附图1,一种复合纸质氧化硅高阻隔膜包装材料,由上至下依次为:上层聚烯烃薄膜层1、可印刷的聚烯烃合成纸层2、第一聚烯烃淋膜层3、氧化硅高阻隔层4、第二聚烯烃淋膜层5、底层聚烯烃薄膜层6,厚度为305-350μm。各层厚度依次为:上层聚烯烃薄膜层1 20-35μm,聚烯烃合成纸层2 213-219μm,第一聚烯烃淋膜层3 6-8μm,氧化硅高阻隔层4 30-45μm,第二聚烯烃淋膜层5 6-8μm,底层聚烯烃薄膜层6 30-35μm。
42.所述的复合纸质氧化硅高阻隔膜包装材料应用于成型液体包装盒、液体包装枕形袋中。
43.实施例1
44.本实施例提供一种复合纸质氧化硅高阻隔膜包装材料的制备方法,包含以下步骤:
45.(1)氧化硅高阻隔膜的制备:氧化硅高阻隔膜以液态的六甲基二硅氧烷和四甲基二硅氧烷为原料,二者重量之比为六甲基二硅氧烷:四甲基二硅氧烷为2:1,在基材上用等离子体增强化学气相沉积法沉积成镀膜;氧化硅高阻隔层厚度为30μm;
46.(2)图文油墨的制备:将显色剂加入球磨机中球磨后,颗粒大小为5μm以下,然后与树脂、增塑剂、干燥剂、有机溶剂一起添加到搅拌机中,常温下以500r/min的转速搅拌10min;
47.所述油墨由以下重量份数的原料制成:树脂30份、显色剂20份、增塑剂0.4份、干燥剂0.2份、有机溶剂40份;
48.所述树脂为松香季戊四醇脂,所述显色剂为炭黑,所述增塑剂为苯二甲酸二丁酯,所述干燥剂为辛酸钴,所述有机溶剂为乙酸乙酯;
49.(3)聚烯烃合成纸层的制备:首先把pe、pp的混合物经过熔融、挤压、成膜,沿不同轴向拉伸,生成薄膜;然后,把该薄膜进行纸状化处理,加入钛白粉使之变得不透明,白度提高;重量之比pe:pp为5:1;聚烯烃合成纸层厚度为213μm;
50.(4)油墨的印刷:在聚烯烃合成纸层上,通过图文部分理的排版,进行凹版印刷;
51.(5)挤出复合:将熔融指数为7的pe采用淋膜的方法,加热后由螺杆塑化挤出,挤出温度为280℃,拉伸后,附着于氧化硅高阻隔层的上下表面,在氧化硅高阻隔层的上表面形成第一聚烯烃淋膜层,与聚烯烃合成纸层进行粘合,粘合温度为130℃,在氧化硅高阻隔层的下表面形成第二聚烯烃淋膜层,形成半成品,通过冷却辊对半成品进行冷处理,冷却辊处理后温度为50℃,通过冷却辊引导聚烯烃pe薄膜,与半成品紧固粘附在一起,位于聚烯烃合成纸层上表面的为上层聚烯烃薄膜层,位于第二聚烯烃淋膜层下表面的为底层聚烯烃薄膜层,形成成品;上层聚烯烃薄膜层厚度为20μm,第一聚烯烃淋膜层厚度为6μm,第二聚烯烃淋膜层厚度为6μm,底层聚烯烃薄膜层厚度为30μm;
52.(6)收卷:将生产好的成品,通过收卷机收卷;
53.(7)分切:将收卷完成的包装材料,按照其上印刷的图文版面进行分切,以便后续
成型使用。
54.实施例2
55.本实施例在实施例1的基础上,提供一种复合纸质氧化硅高阻隔膜包装材料的制备方法,包含以下步骤:
56.(1)氧化硅高阻隔膜的制备:氧化硅高阻隔膜以气态的硅烷为原料,在基材上用等离子体增强化学气相沉积法沉积成镀膜;氧化硅高阻隔层厚度为32μm
57.(2)图文油墨的制备:将显色剂加入球磨机中球磨后,颗粒大小为5μm以下,然后与树脂、增塑剂、干燥剂、有机溶剂一起添加到搅拌机中,常温下以500r/min的转速搅拌10min;
58.所述油墨由以下重量份数的原料制成:树脂31份、显色剂21份、增塑剂0.6份、干燥剂0.3份、有机溶剂41份;
59.所述树脂为醇酸树脂,所述显色剂为铬黄,所述增塑剂为环氧大豆油,所述干燥剂为辛酸锰,所述有机溶剂为异丙醇;
60.(3)聚烯烃合成纸层的制备:首先把pe、pp的混合物经过熔融、挤压、成膜,沿不同轴向拉伸,生成薄膜;然后,把该薄膜进行纸状化处理,加入钛白粉使之变得不透明,白度提高;重量之比pe:pp为6:1;聚烯烃合成纸层厚度为218μm;
61.(4)油墨的印刷:在聚烯烃合成纸层上,通过图文部分理的排版,进行凹版印刷;
62.(5)挤出复合:将熔融指数为7的pp采用淋膜的方法,加热后由螺杆塑化挤出,挤出温度为280℃,拉伸后,附着于氧化硅高阻隔层的上下表面,在氧化硅高阻隔层的上表面形成第一聚烯烃淋膜层,与聚烯烃合成纸层进行粘合,粘合温度为130℃,在氧化硅高阻隔层的下表面形成第二聚烯烃淋膜层,形成半成品,通过冷却辊对半成品进行冷处理,冷却辊处理后温度为50℃,通过冷却辊引导聚烯烃pp薄膜,与半成品紧固粘附在一起,位于聚烯烃合成纸层上表面的为上层聚烯烃薄膜层,位于第二聚烯烃淋膜层下表面的为底层聚烯烃薄膜层,形成成品;上层聚烯烃薄膜层厚度为28μm,第一聚烯烃淋膜层厚度为6μm,第二聚烯烃淋膜层厚度为6μm,底层聚烯烃薄膜层厚度为31μm;
63.(6)收卷:将生产好的成品,通过收卷机收卷;
64.(7)分切:将收卷完成的包装材料,按照其上印刷的图文版面进行分切,以便后续成型使用。
65.实施例3
66.本实施例在实施例1的基础上,提供一种复合纸质氧化硅高阻隔膜包装材料的制备方法,包含以下步骤:
67.(1)氧化硅高阻隔膜的制备:氧化硅高阻隔膜以液态的六甲基二硅氧烷和四甲基二硅氧烷为原料,二者重量之比为六甲基二硅氧烷:四甲基二硅氧烷为3:1,在基材上用等离子体增强化学气相沉积法沉积成镀膜;氧化硅高阻隔层厚度为35μm;
68.(2)图文油墨的制备:将显色剂加入球磨机中球磨后,颗粒大小为5μm以下,然后与树脂、增塑剂、干燥剂、有机溶剂一起添加到搅拌机中,常温下以500r/min的转速搅拌10min;
69.所述油墨由以下重量份数的原料制成:树脂32份、显色剂22份、增塑剂0.7份、干燥剂0.4份、有机溶剂42份;
70.所述树脂为松香改性酚醛树脂,所述显色剂为镉红,所述增塑剂为环氧大豆油,所述干燥剂为辛酸锆,所述有机溶剂为异丙醇;
71.(3)聚烯烃合成纸层的制备:首先把pe、pp的混合物经过熔融、挤压、成膜,沿不同轴向拉伸,生成薄膜;然后,把该薄膜进行纸状化处理,加入钛白粉使之变得不透明,白度提高;重量之比pe:pp为7:1;聚烯烃合成纸层厚度为215μm;
72.(4)油墨的印刷:在聚烯烃合成纸层上,通过图文部分理的排版,进行凹版印刷;
73.(5)挤出复合:将熔融指数为7的pe和pp混合物,重量之比pe:pp为2:1,采用淋膜的方法,加热后由螺杆塑化挤出,挤出温度为280℃,拉伸后,附着于氧化硅高阻隔层的上下表面,在氧化硅高阻隔层的上表面形成第一聚烯烃淋膜层,与聚烯烃合成纸层进行粘合,粘合温度为130℃,在氧化硅高阻隔层的下表面形成第二聚烯烃淋膜层,形成半成品,通过冷却辊对半成品进行冷处理,冷却辊处理后温度为50℃,通过冷却辊引导聚烯烃薄膜,聚烯烃薄膜为pe和pp混合,二者的重量之比为pe:pp为3:1,与半成品紧固粘附在一起,位于聚烯烃合成纸层上表面的为上层聚烯烃薄膜层,位于第二聚烯烃淋膜层下表面的为底层聚烯烃薄膜层,形成成品;上层聚烯烃薄膜层厚度为25μm,第一聚烯烃淋膜层厚度为7μm,第二聚烯烃淋膜层厚度为7μm,底层聚烯烃薄膜层厚度为32μm;
74.(6)收卷:将生产好的成品,通过收卷机收卷;
75.(7)分切:将收卷完成的包装材料,按照其上印刷的图文版面进行分切,以便后续成型使用。
76.实施例4
77.本实施例提供了一种复合纸质氧化硅高阻隔膜包装材料的制备方法,与实施例3的区别在于:步骤(2)中油墨的配方不同,本实施例中所述油墨由以下重量份数的原料制成:树脂33份、显色剂23份、增塑剂0.8份、干燥剂0.4份、有机溶剂43份。
78.所述树脂为马来酸酐,所述显色剂为铁蓝,所述增塑剂为苯二甲酸二丁酯,所述干燥剂为辛酸铈,所述有机溶剂为异丙醇。
79.氧化硅高阻隔层厚度为36μm,聚烯烃合成纸层厚度为216μm,上层聚烯烃薄膜层厚度为30μm,第一聚烯烃淋膜层厚度为7μm,第二聚烯烃淋膜层厚度为7μm,底层聚烯烃薄膜层厚度为33μm。
80.实施例5
81.本实施例提供了一种复合纸质氧化硅高阻隔膜包装材料的制备方法,与实施例3的区别在于:步骤(2)中油墨的配方不同,本实施例中所述油墨由以下重量份数的原料制成:树脂34份、显色剂24份、增塑剂0.9份、干燥剂0.4份、有机溶剂44份。
82.所述树脂为松香季戊四醇脂、醇酸树脂、松香改性酚醛树脂和马来酸酐,重量之比为:松香季戊四醇脂:醇酸树脂:松香改性酚醛树脂:马来酸酐为1:0.8:2:0.8,所述显色剂为炭黑,所述增塑剂环氧大豆油,所述干燥剂为辛酸锆,所述有机溶剂为乙酸乙酯。
83.氧化硅高阻隔层厚度为38μm,聚烯烃合成纸层厚度为214μm,上层聚烯烃薄膜层厚度为32μm,第一聚烯烃淋膜层厚度为8μm,第二聚烯烃淋膜层厚度为8μm,底层聚烯烃薄膜层厚度为34μm。
84.实施例6
85.本实施例提供了一种复合纸质氧化硅高阻隔膜包装材料的制备方法,与实施例3
的区别在于:步骤(2)中油墨的配方不同,本实施例中所述油墨由以下重量份数的原料制成:树脂35份、显色剂25份、增塑剂1份、干燥剂0.5份、有机溶剂45份。
86.所述树脂为松香季戊四醇脂、醇酸树脂、松香改性酚醛树脂和马来酸酐,重量之比为:松香季戊四醇脂:醇酸树脂:松香改性酚醛树脂:马来酸酐为1:0.8:2.5:1,所述显色剂为铬绿,所述增塑剂环氧大豆油,所述干燥剂为辛酸锰,所述有机溶剂为异丙醇。
87.氧化硅高阻隔层厚度为40μm,聚烯烃合成纸层厚度为219μm,上层聚烯烃薄膜层厚度为35μm,第一聚烯烃淋膜层厚度为8μm,第二聚烯烃淋膜层厚度为8μm,底层聚烯烃薄膜层厚度为35μm。
88.对比例1
89.本对比例提供一种复合纸质氧化硅高阻隔膜包装材料,同实施例1,不同的是,氧化硅高阻隔层厚度为25μm,聚烯烃合成纸层厚度为210μm,上层聚烯烃薄膜层厚度为35μm,第一聚烯烃淋膜层厚度为6μm,第二聚烯烃淋膜层厚度为6μm,底层聚烯烃薄膜层厚度为35μm。
90.对比例2
91.本对比例提供一种复合纸质氧化硅高阻隔膜包装材料,同实施例1,不同的是,氧化硅高阻隔层厚度为43μm,聚烯烃合成纸层厚度为221μm,上层聚烯烃薄膜层厚度为25μm,第一聚烯烃淋膜层厚度为8μm,第二聚烯烃淋膜层厚度为8μm,底层聚烯烃薄膜层厚度为30μm。
92.对比例3
93.本对比例提供一种复合纸质氧化硅高阻隔膜包装材料,同实施例1,不同的是,缺少氧化硅高阻隔层。
94.性能检测
95.透光率采用wgt-s bopp薄膜透光率雾度测试仪测试;
96.水蒸气透过率采用w3/060bopp薄膜水蒸气透过率测试仪测试;
97.氧气透过率采用ox2/231包装用塑料复合膜氧气透过量测试仪测试;
98.剥离强度采用bld-200n包装用塑料复合膜剥离力测试仪测试;
99.拉伸强度采用xlw(pc)包装用塑料复合袋拉断力测试仪测试;
100.挺度采用hp-dlt挺度测试仪测试。
101.检测结果见下表1-3。
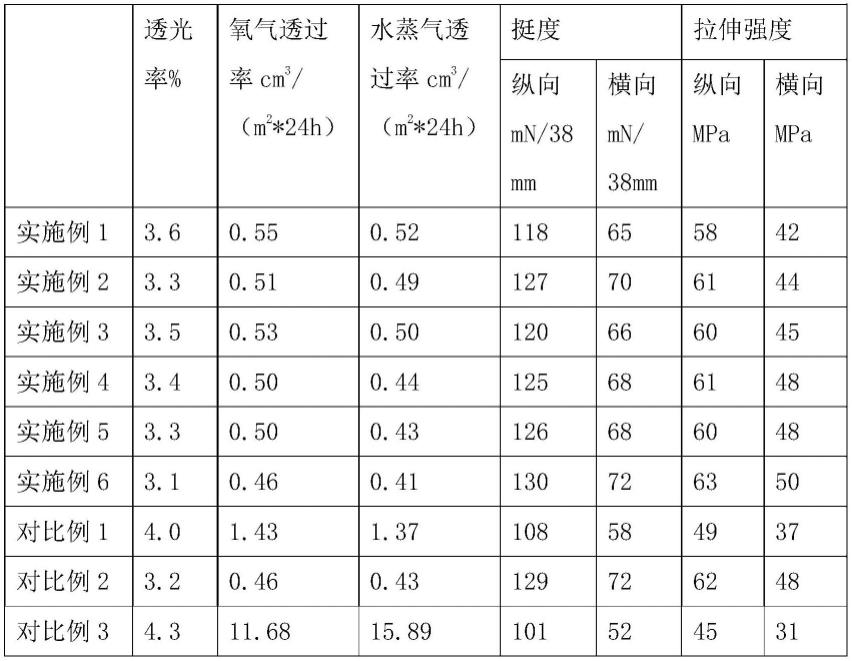
102.表1复合纸质氧化硅高阻隔膜包装材料的检测结果
[0103][0104]
表2氧化硅高阻隔层的检测结果
[0105][0106][0107]
表3聚烯烃合成纸层的检测结果
[0108][0109]
对实施例1-6及对比例1-3各层之间的剥离强度进行测试,为1-1.4n/15mm,30min以下耐水浴加热温度为80-85℃,结合表1-3可以看出,实施例1-6中,环保可回收类复合纸质氧化硅高阻隔膜包装材料的透光率为3.1-3.6%,氧气透过率为0.46-0.55cm3/(m2*24h),水蒸气透过率为0.41-0.52cm3/(m2*24h),纵向挺度为118-130mn/38mm,横向挺度为65-72mn/38mm,纵向拉伸强度为58-63mpa,横向拉伸强度为42-50mpa。氧化硅高阻隔层透光率为89.5-91.8%,氧气透过率为0.61-0.65cm3/(m2*24h),水蒸气透过率为0.61-0.68cm3/(m2*24h)。聚烯烃合成纸层透光率为4.1-4.5%,纵向挺度为92-98mn/38mm,横向挺度为46-53mn/38mm,纵向拉伸强度为39-43mpa,横向拉伸强度为25-29mpa。对比例1减少了氧化硅高阻隔层和聚烯烃合成纸层的厚度,环保可回收类复合纸质氧化硅高阻隔膜包装材料的透光率、氧气透过率和水蒸气透过率均增加,挺度和拉伸强度均降低;对比例2增加了氧化硅高阻隔层和聚烯烃合成纸层的厚度,环保可回收类复合纸质氧化硅高阻隔膜包装材料的透光率、氧气透过率和水蒸气透过率、挺度与实施例6相比变化不大,拉伸强度与实施例6相比,略微降低。对比例3相对实施例1省略了氧化硅高阻隔层,环保可回收类复合纸质氧化硅高阻隔膜包装材料的透光率、氧气透过率、水蒸气透过率、挺度和拉伸强度等性能最差。说明本技术氧化硅高阻隔层和聚烯烃合成纸层对包装材料的作用影响最大。
[0110]
虽然以上描述了本发明的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本发明的范围的限定,熟悉本领域的技术人员在依照本发明的精神所作的等效的修饰以及变化,都应当涵盖在本发明的权利要求所保护的范围内。