一种锂电池用铝塑复合膜制备方法与流程
1.本发明涉及铝塑复合膜领域,尤其是涉及一种锂电池用铝塑复合膜制备方法。
背景技术:
2.铝塑复合膜在微观结构上综合利用金属铝箔极高的阻隔性、塑料薄膜的柔软性,通过复合工艺制备出具有二维结构、兼具环保优势和使用性能优势的包装材料。铝塑复合膜作为软包装锂电池电芯封装的重要材料,在锂电池产品包装中的应用迅速发展,被广泛应用于消费电子产品、新能源汽车、电动工具、医疗器械、无人机等领域。
3.中国专利cn201710966920.2公开了一种用于锂电池软包装的铝塑复合膜,包括:从外往内依次设置的耐磨层、第一粘结层、铝箔层、钝化层、具有耐腐蚀性能的第二粘结层、热封层,所述钝化层包括下列重量份的组份:丙烯酸树脂100份、含铬化合物5-15份、苯基三甲基硅烷偶联剂1-5份、钛酸酯偶联剂1-5份、水30-50份;所述具有耐腐蚀性能的第二粘结层包括下列重量份的组份:酸改性聚烯烃树脂100份、环氧体系固化剂1-5份、含氟微粉1-5份、环己烷溶剂10-20份、丁酮溶剂20-40份。
4.中国专利cn201911324754.1公开了一种锂电池软包装材料及其制备方法。该锂电池软包装材料包括基材层、第一粘接层、铝箔层、设于所述铝箔层的至少一个面上的耐腐蚀涂层、第二粘接层和热封层;所述耐腐蚀涂层包含稀土氧化物/导电聚合物复合纳米粒子和环氧树脂。
5.中国专利cn201610672133.2公开了一种锂离子电池软包装用导热铝塑复合膜及其制造方法,在导热铝塑膜上依次叠合有表面保护层、导热材料层、上粘合剂、上钝化阻隔层、铝膜层、下钝化阻隔层、下粘合剂、cpp复合薄膜层;包括以下步骤:对基底材料的双面进行预处理、在基底材料经过预处理的一面涂覆涂料,在铝箔表面进行水洗、涂敷上钝化阻隔层和下钝化阻隔层、上粘合剂和下粘合剂。
6.由于铝塑复合膜的热封层直接与电芯中的电解液接触,电解液的变质会造成由于包装材料的热封强度下降而引起的电池安全问题,需在生产和使用过程中加强材料防渗透监测,避免水分以及氧气对电解液和电池的影响。
技术实现要素:
7.针对现有技术的不足,本发明提供了一种锂电池用铝塑复合膜制备方法,其制备方法为:
8.所述复合膜包括隔离层、铝箔层以及热封层,
9.所述热封层制备方法为:
10.按照质量份数,称取7-14份氧化钛、6-14份甲氧基聚氧化乙烯丙烯酸酯、0.01-0.1份乙烯基胍胺、0.5-2.2份丙烯酸镍,30-40份去离子水,0.2-1.6份过氧化苯甲酰,80-100份溶剂,混合均匀,升温至40-50℃,加入22-30份聚丙烯膜,浸泡后,取出烘干,得到表面涂有甲氧基聚氧化乙烯丙烯酸酯单体的聚丙烯膜;在室温条件下置于γ射线辐照后,得到热封
层。
11.所述烘干条件:在真空干燥箱中于40-60℃烘干10-20min。
12.当涂有粘合剂的隔离层从烘箱出来并稍加冷却后与铝箔进行压合;在复合膜的铝箔侧涂敷粘合剂并烘干;冷却后与热封层使用复合机进行复合;将复合好的尼龙/铝箔/热封层复合膜放入恒温的熟化室内进行熟化。
13.所述的复合机为干式复合机,所述的复合条件为:三段烘箱温度分别设定为50~60℃、70~80℃、80~90℃,复合速度50~60m/min,固化温度为70~90℃,固化时间为16~22h,熟化温度为50-55℃,熟化时间为50-70h,分切包装后得锂电池软包装材料。
14.所述隔离层为pa(尼龙)层;厚度为22-35μm。
15.所述的铝箔层为软质铝箔,为纯铝或铝合金,厚度为10~40μm。
16.所述的粘合剂为双组分聚氨酯类粘合剂,厚度为5~20μm。
17.所述溶剂为丙酮。
18.所述浸泡时间为4-8min。
19.所述γ射线辐照剂量率为55-80gy/min。
20.所述辐照时间为3-6min。
21.基于上述技术方案,与现有技术相比,本发明的有益效果至少包括:
22.1、本发明制备的铝塑复合膜与通常所用聚烯烃膜相比,骨架上的丙烯酸镍可减缓电池内的腐蚀性液体对铝箔层表面的腐蚀。
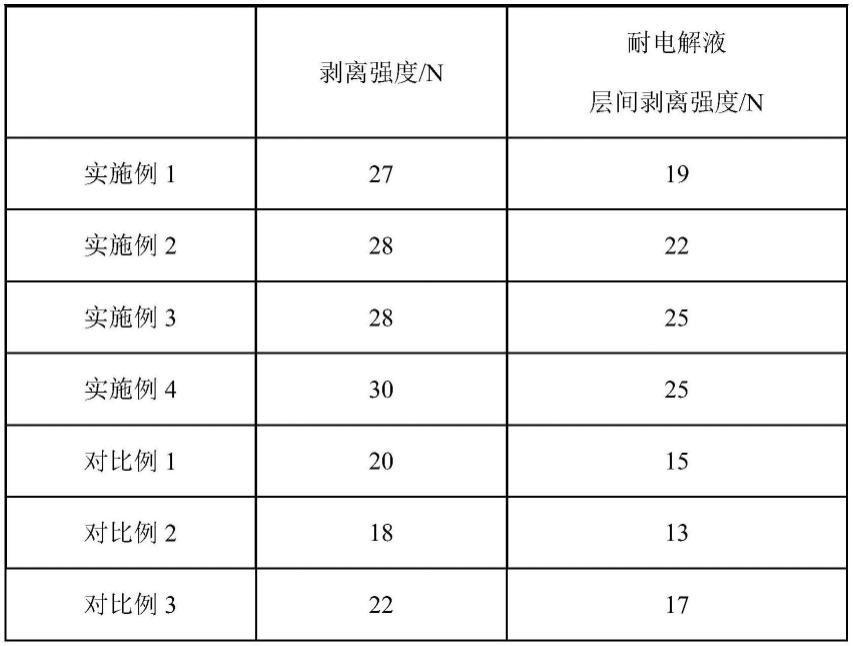
23.2、本发明制备的铝塑复合膜比通常所用聚烯烃膜具有更好的剥离强度和耐电解液性能。
具体实施方式
24.下面结合具体实施例进一步说明本发明的内容,但不限于此。同时下述实施例中所述实验方法,如无特殊说明,均为本领域技术人员所熟知的常规方法;所述试剂和材料,如无特殊说明,均可从商业途径获得。
25.实施例1
26.本发明提供了一种锂电池用铝塑复合膜制备方法,其制备方法为:
27.所述复合膜包括隔离层、铝箔层以及热封层,
28.所述热封层制备方法为:
29.称取7kg氧化钛、6kg甲氧基聚氧化乙烯丙烯酸酯、0.01kg乙烯基胍胺、0.5kg丙烯酸镍,30kg去离子水,0.2kg过氧化苯甲酰,80kg溶剂,混合均匀,升温至40℃,加入22kg聚丙烯膜,浸泡后,取出烘干,得到表面涂有甲氧基聚氧化乙烯丙烯酸酯单体的聚丙烯膜;在室温条件下置于γ射线辐照后,得到热封层。
30.所述的热封层在真空干燥箱中于40℃烘干10min。
31.当涂有粘合剂的隔离层从烘箱出来并稍加冷却后与铝箔进行压合;在复合膜的铝箔侧涂敷粘合剂并烘干;冷却后与热封层使用复合机进行复合;将复合好的尼龙/铝箔/热封层复合膜放入恒温的熟化室内进行熟化。
32.所述的复合机为干式复合机,所述的复合条件为:三段烘箱温度分别设定为50℃、70℃、80℃,复合速度50m/min,固化温度为70℃,固化时间为16h,熟化温度为50℃,熟化时
间为50h,分切包装后得锂电池软包装材料。
33.所述隔离层为pa(尼龙)层;厚度为22μm。
34.所述的铝箔层为软质铝箔,为纯铝或铝合金,厚度为10μm。
35.所述的粘合剂为liofol 2775-21双分组溶剂型聚氨酯粘合剂,厚度为5μm。
36.所述溶剂为丙酮。
37.所述浸泡时间为4min。
38.所述γ射线辐照剂量率为55gy/min。
39.所述辐照时间为3min。
40.实施例2
41.本发明提供了一种锂电池用铝塑复合膜制备方法,其制备方法为:
42.所述复合膜包括隔离层、铝箔层以及热封层,
43.所述热封层制备方法为:
44.称取8kg氧化钛、7kg甲氧基聚氧化乙烯丙烯酸酯、0.03kg乙烯基胍胺、0.7kg丙烯酸镍,32kg去离子水,0.6kg过氧化苯甲酰,90kg溶剂,混合均匀,升温至42℃,加入25kg聚丙烯膜,浸泡后,取出烘干,得到表面涂有甲氧基聚氧化乙烯丙烯酸酯单体的聚丙烯膜;在室温条件下置于γ射线辐照后,得到热封层。
45.所述的热封层在真空干燥箱中于42℃烘干12min。
46.当涂有粘合剂的隔离层从烘箱出来并稍加冷却后与铝箔进行压合;在复合膜的铝箔侧敷粘合剂并烘干;冷却后与热封层使用复合机进行复合;将复合好的尼龙/铝箔/热封层复合膜放入恒温的熟化室内进行熟化。
47.所述的复合机为干式复合机,所述的复合条件为:三段烘箱温度分别设定为52℃、72℃、82℃,复合速度53m/min,固化温度为72℃,固化时间为18h,熟化温度为52℃,熟化时间为60h,分切包装后得锂电池软包装材料。
48.所述隔离层为pa(尼龙)层;厚度为25μm;
49.所述的铝箔层为软质铝箔,为纯铝或铝合金,厚度为20μm;
50.所述的粘合剂为fl-7511a双组分聚氨酯类粘合剂,厚度为10μm;所述溶剂为丙酮。
51.所述浸泡时间为5min。
52.所述γ射线辐照剂量率为60gy/min。
53.所述辐照时间为4min。
54.实施例3
55.本发明提供了一种锂电池用铝塑复合膜制备方法,其制备方法为:
56.所述复合膜包括隔离层、铝箔层以及热封层,
57.所述热封层制备方法为:
58.称取10kg氧化钛、10kg甲氧基聚氧化乙烯丙烯酸酯、0.05kg乙烯基胍胺、1.2kg丙烯酸镍,36kg去离子水,0.8kg过氧化苯甲酰,95kg溶剂,混合均匀,升温至48℃,加入28kg聚丙烯膜,浸泡后,取出烘干,得到表面涂有甲氧基聚氧化乙烯丙烯酸酯单体的聚丙烯膜;在室温条件下置于γ射线辐照后,得到热封层。
59.所述的热封层在真空干燥箱中于55℃烘干15min。
60.当涂有粘合剂的隔离层从烘箱出来并稍加冷却后与铝箔进行压合;在复合膜的铝
箔侧涂敷粘合剂并烘干;冷却后与热封层使用复合机进行复合;将复合好的尼龙/铝箔/热封层复合膜放入恒温的熟化室内进行熟化。
61.所述的复合机为干式复合机,所述的复合条件为:三段烘箱温度分别设定为57℃、76℃、86℃,复合速度57m/min,固化温度为84℃,固化时间为20h,熟化温度为55℃,熟化时间为70h,分切包装后得锂电池软包装材料。
62.所述隔离层为pa(尼龙)层;厚度为32μm;
63.所述的铝箔层为软质铝箔,为纯铝或铝合金,厚度为30μm;
64.所述的粘合剂为tl-7418/hd205双组分聚氨酯类粘合剂,厚度为12μm;
65.所述溶剂为丙酮。
66.所述浸泡时间为7min。
67.所述γ射线辐照剂量率为70gy/min。
68.所述辐照时间为5min。
69.实施例4
70.本发明提供了一种锂电池用铝塑复合膜制备方法,其制备方法为:
71.所述复合膜包括隔离层、铝箔层以及热封层,
72.所述热封层制备方法为:
73.称取14kg氧化钛、14kg甲氧基聚氧化乙烯丙烯酸酯、0.1kg乙烯基胍胺、2.2kg丙烯酸镍,40kg去离子水,1.6kg过氧化苯甲酰,100kg溶剂,混合均匀,升温至50℃,加入30kg聚丙烯膜,浸泡后,取出烘干,得到表面涂有甲氧基聚氧化乙烯丙烯酸酯单体的聚丙烯膜;在室温条件下置于γ射线辐照后,得到热封层。
74.所述的热封层在真空干燥箱中于60℃烘干20min。
75.当涂有粘合剂的隔离层从烘箱出来并稍加冷却后与铝箔进行压合;在复合膜的铝箔侧涂敷粘合剂并烘干;冷却后与热封层使用复合机进行复合;将复合好的尼龙/铝箔/热封层复合膜放入恒温的熟化室内进行熟化。
76.所述的复合机为干式复合机,所述的复合条件为:三段烘箱温度分别设定为60℃、80℃、90℃,复合速度60m/min,固化温度为90℃,固化时间为22h,熟化温度为54℃,熟化时间为55h,分切包装后得锂电池软包装材料。
77.所述隔离层为pa(尼龙)层;厚度为35μm;
78.所述的铝箔层为软质铝箔,为纯铝或铝合金,厚度为40μm;
79.所述的粘合剂为fl-7511a双组分聚氨酯类粘合剂,厚度为20μm;
80.所述溶剂为丙酮。
81.所述浸泡时间为8min。
82.所述γ射线辐照剂量率为80gy/min。
83.所述辐照时间为6min。
84.对比例1
85.一种锂电池用铝塑复合膜制备方法,其操作步骤为:
86.所述复合膜包括隔离层、铝箔层以及热封层,
87.所述热封层制备方法为:
88.称取8kg氧化钛、0.03kg乙烯基胍胺、0.7kg丙烯酸镍,32kg去离子水,0.6kg过氧化
苯甲酰,90kg溶剂,混合均匀,升温至42℃,加入25kg聚丙烯膜,浸泡后,取出烘干,得到表面涂有甲氧基聚氧化乙烯丙烯酸酯单体的聚丙烯膜;在室温条件下置于γ射线辐照后,得到热封层。
89.所述的热封层在真空干燥箱中于42℃烘干12min。
90.当涂有粘合剂的隔离层从烘箱出来并稍加冷却后与铝箔进行压合;在复合膜的铝箔侧涂敷粘合剂并烘干;冷却后与热封层使用复合机进行复合;将复合好的尼龙/铝箔/热封层复合膜放入恒温的熟化室内进行熟化。
91.所述的复合机为干式复合机,所述的复合条件为:三段烘箱温度分别设定为52℃、72℃、82℃,复合速度53m/min,固化温度为72℃,固化时间为18h,熟化温度为52℃,熟化时间为60h,分切包装后得锂电池软包装材料。
92.所述隔离层为pa(尼龙)层;厚度为25μm;
93.所述的铝箔层为软质铝箔,为纯铝或铝合金,厚度为20μm;
94.所述的粘合剂为fl-7511a双组分聚氨酯类粘合剂,厚度为10μm;所述溶剂为丙酮。
95.所述浸泡时间为5min。
96.所述γ射线辐照剂量率为60gy/min。
97.所述辐照时间为4min。
98.对比例2
99.一种锂电池用铝塑复合膜制备方法,其操作步骤为:
100.所述复合膜包括隔离层、铝箔层以及热封层,
101.所述热封层制备方法为:
102.称取8kg氧化钛、7kg甲氧基聚氧化乙烯丙烯酸酯、0.7kg丙烯酸镍,32kg去离子水,0.6kg过氧化苯甲酰,90kg溶剂,混合均匀,升温至42℃,加入25kg聚丙烯膜,浸泡后,取出烘干,得到表面涂有甲氧基聚氧化乙烯丙烯酸酯单体的聚丙烯膜;在室温条件下置于γ射线辐照后,得到热封层。
103.所述的热封层在真空干燥箱中于42℃烘干12min。
104.当涂有粘合剂的隔离层从烘箱出来并稍加冷却后与铝箔进行压合;在复合膜的铝箔侧涂敷粘合剂并烘干;冷却后与热封层使用复合机进行复合;将复合好的尼龙/铝箔/热封层复合膜放入恒温的熟化室内进行熟化。
105.所述的复合机为干式复合机,所述的复合条件为:三段烘箱温度分别设定为52℃、72℃、82℃,复合速度53m/min,固化温度为72℃,固化时间为18h,熟化温度为52℃,熟化时间为60h,分切包装后得锂电池软包装材料。
106.所述隔离层为pa(尼龙)层;厚度为25μm;
107.所述的铝箔层为软质铝箔,为纯铝或铝合金,厚度为20μm;
108.所述的粘合剂为fl-7511a双组分聚氨酯类粘合剂,厚度为10μm;所述溶剂为丙酮。
109.所述浸泡时间为5min。
110.所述γ射线辐照剂量率为60gy/min。
111.所述辐照时间为4min。
112.对比例3
113.一种锂电池用铝塑复合膜制备方法,其操作步骤为:
114.所述复合膜包括隔离层、铝箔层以及热封层,
115.所述热封层制备方法为:
116.称取8kg氧化钛、7kg甲氧基聚氧化乙烯丙烯酸酯、0.03kg乙烯基胍胺、32kg去离子水,0.6kg过氧化苯甲酰,90kg溶剂,混合均匀,升温至42℃,加入25kg聚丙烯膜,浸泡后,取出烘干,得到表面涂有甲氧基聚氧化乙烯丙烯酸酯单体的聚丙烯膜;在室温条件下置于γ射线辐照后,得到热封层。
117.所述的热封层在真空干燥箱中于42℃烘干12min。
118.当涂有粘合剂的隔离层从烘箱出来并稍加冷却后与铝箔进行压合;在复合膜的铝箔侧涂敷粘合剂并烘干;冷却后与热封层使用复合机进行复合;将复合好的尼龙/铝箔/热封层复合膜放入恒温的熟化室内进行熟化。
119.所述的复合机为干式复合机,所述的复合条件为:三段烘箱温度分别设定为52℃、72℃、82℃,复合速度53m/min,固化温度为72℃,固化时间为18h,熟化温度为52℃,熟化时间为60h,分切包装后得锂电池软包装材料。
120.所述隔离层为pa(尼龙)层;厚度为25μm;
121.所述的铝箔层为软质铝箔,为纯铝或铝合金,厚度为20μm;
122.所述的粘合剂为fl-7511a双组分聚氨酯类粘合剂,厚度为10μm;
123.所述溶剂为丙酮。
124.所述浸泡时间为5min。
125.所述γ射线辐照剂量率为60gy/min。
126.所述辐照时间为4min。
127.实施例与对比例测试结果:
128.将上述实施例1-4与对比例1-3制备得到的铝塑复合膜采用如下的测试方式进行测试。
129.1.层间剥离强度测试
130.测试铝箔层和热封层的层间剥离强度,参照gb/t 2792-2014《胶粘带剥离强度的测试方法》规定的试验方法操作进行。其中,剥离角度:180
°
,剥离速度:150mm/min。
131.2.耐电解液性能测试
132.将100mm
×
15mm的各例制备铝塑复合膜样品条置于85℃电解液中浸泡15天,再次测试铝箔层和热封层之间的层间剥离强度,剥离角度:180
°
,剥离速度:150mm/min。
133.上述电解液的测试条件具体为将100mm
×
15mm的各例制备铝塑复合膜样品条于85℃电解液[碳酸乙烯酯/碳酸二乙酯/碳酸二甲酯=1/1/1(容积比)100g中添加六氟磷酸锂13g]中浸泡15天后,取出铝塑复合膜样品条以去离子水洗涤,用擦拭纸擦掉水,使水分充分干燥,再进行cpp膜和铝箔之间的层间剥离强度测试。
[0134][0135]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1