一种多折断弧形蜂窝夹层结构固化成型工装及方法与流程
本发明属于复合材料蜂窝夹层结构的固化成型,特别是涉及一种大尺寸高精度多折断铝蒙皮—铝蜂窝夹层结构的固化成型工装及方法。
背景技术:
1、蜂窝夹层结构由于特定的使用要求,会存在较为特殊的结构形式,这就需要设计合理的固化成型工装来保证蜂窝夹层结构在热压罐中固化成型后,结构尺寸精度与型面精度能够达到使用要求。
2、一般的蜂窝夹层结构成型工装由定位板、定位钉、均压板三部分组成。定位板与定位钉用来控制蜂窝夹层结构的型面精度与尺寸精度,均压板用来控制蜂窝夹层结构的成型质量。目前蜂窝夹层结构形式多样,在多折断弧形铝蒙皮—铝蜂窝夹层结构成型时需要考虑蒙皮、蜂窝的延展对尺寸精度成型质量的影响,尤其在平面与弧面交汇的拐点处极易出现质量缺陷。
3、为避免这种制造缺陷,需要设计合理的成型工装与成型方法,从而提高多折断弧形铝蒙皮—铝蜂窝夹层结构产品的型面精度与成型质量。
技术实现思路
1、本发明解决的技术问题是:克服现有技术的不足,提出一种多折断弧形蜂窝夹层结构固化成型工装及方法,实现多折断蜂窝夹层结构工装型面精度高、成型方法可靠、可重复利用的使用需求。
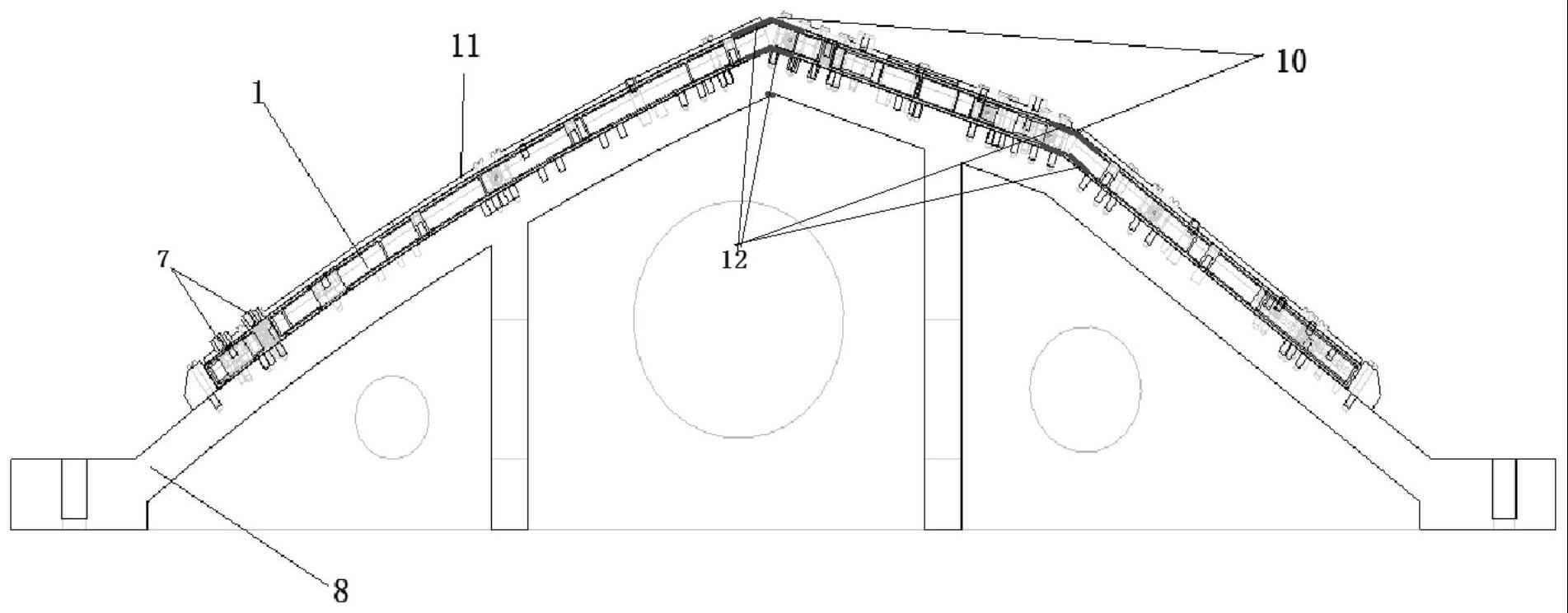
2、本发明解决技术的方案是:一种多折断弧形蜂窝夹层结构固化成型工装,所服务的多折断弧形蜂窝夹层结构包括弧面板和m个平直板;m个平直板依次串联,串联后的平直板的一侧与弧面板相接,相邻两平直板之间、平直板与弧面板之间都具有相互独立的预设夹角,平直板和弧面板都包括下蒙皮、蜂窝芯、上蒙皮;其特征在于,包括成型模具主体、m+1块均压板、m个第一拼接条、m个第二拼接条、n块边挡块;其中均压板包括m个平直均压板和1个弧面均压板,m>1,n>1;
3、成型模具主体的底面为平面结构,上表面为拱形,拱形最高处拐点的一侧为弧面,另一侧为按照相互独立的预设角度拼接的m个平面,成型模具主体的弧面与蜂窝夹层结构弧面板的下表面形状相同,成型模具主体的m个平面与蜂窝夹层结构平直板的下表面形状相同,用于铺放下蒙皮;第一拼接条安装在弧面板与平直板下蒙皮拼接位置处,以及相邻平直板下蒙皮拼接位置处,用来紧固拼接位置处的下蒙皮;第一拼接条装配完毕后粘贴蜂窝芯;第二拼接条安装在弧面板与平直板上蒙皮拼接位置处,以及相邻平直板上蒙皮拼接位置处;弧面板与平直板拼接位置处的第一拼接条、第二拼接条沿弧面板法向延展;上蒙皮安装第二拼接条的一面贴合在蜂窝芯上,上蒙皮另一面上放置均压板;n块边挡块连接在成型模具主体上表面,用来固定连接好的平直板的侧面边缘和弧面板的侧面边缘,n块边挡块拼接后的高度大于待成型的多折断弧形蜂窝夹层结构的侧面厚度;m个平直均压板和1个弧面均压板分别放置在平直板上蒙皮、弧面板上蒙皮上,与多折断弧形蜂窝夹层结构随形,用来提供蜂窝夹层结构外包裹真空袋的接触面。
4、进一步的,当所述多折断弧形蜂窝夹层结构的平直板和弧面板中安装有内置埋件,内置埋件设有销孔,下蒙皮、上蒙皮均开有与销孔位置对应的避让孔位时;所述固化成型工装还包括定位钉,成型模具主体对照内置埋件销孔位置设置定位接口;定位钉穿过内置埋件的销孔固定在成型模具主体的定位接口,实现蒙皮在成型模具主体上的定位。
5、进一步的,所述定位钉主体分为定位销端与钉头,定位销端的直径比内置埋件的销孔直径小0.03~0mm,保证定位销端能够插入内置埋件的销孔。
6、进一步的,当所述多折断弧形蜂窝夹层结构具有边缘封边梁时,所述固化成型工装还包括定位块;定位块开有腰形孔,腰形孔与定位钉的定位销端相配合,定位块通过定位钉固定在成形模具主体上,实现边缘封边梁在成形模具主体上的定位。
7、进一步的,所述m个平直均压板和1个弧面均压板上都开有定位钉钉头的圆形避让开口,开口直径为定位钉钉头直径加1.5mm~2mm;相邻两块均压板之间预留0.2mm~0.4mm的拼接间隙。
8、进一步的,所述第一拼接条和第二拼接条采用与蒙皮同种材质原材料并进行钣金加工,第一拼接条和第二拼接条在内置埋件经过的位置开有拼接条避让缺口。
9、进一步的,基于本发明固化成型工装,提供一种多折断弧形蜂窝夹层结构固化成型方法,包括步骤:
10、s1、根据待成型的多折断弧形蜂窝夹层结构的外形轮廓尺寸设计并制造固化成型工装;
11、s2、将下蒙皮铺放在成型模具主体上,注意下蒙皮上的避让孔位与成型模具主体的定位接口位置对应,相邻两块下蒙皮拼接位置处放置第一拼接条;
12、s3、参照成型模具主体的定位接口位置放置内置埋件,下蒙皮表面放置蜂窝芯,在折断拐点处将蜂窝芯进行拼接,蜂窝芯的拼接范围与第一拼接条尺寸保持一致,对拐点处的蜂窝芯通过配高控制整板型面精度,并对拐点处的蜂窝芯填充胶粘剂进行补强;
13、s4、边缘封边梁通过定位块、定位钉固定在成型模具主体上;
14、s5、蜂窝芯上放置第二拼接板与上蒙皮,将定位钉钉入内置埋件的销孔并固定在成型模具主体的定位接口,实现蜂窝夹层结构在成型模具主体的定位;
15、s6、成型模具主体的两边安装边挡块,边挡块通过定位钉与成型模具主体相连接,构成多折断弧形蜂窝夹层结构的外形轮廓,上蒙皮上表面根据蜂窝夹层结构的型面对应放置m个平直均压板和1个弧面均压板;
16、s7、对步骤s6得到的蜂窝夹层结构包裹真空袋,抽真空后整体放入热压罐内固化成型;
17、s8、拆除固化成型工装,得到多折断弧形蜂窝夹层结构。
18、进一步的,当所述下蒙皮、所述上蒙皮的两端居中位置处均设有工艺区,工艺区中心开孔时;步骤s2铺放下蒙皮时还需要:定位钉通过下蒙皮工艺区的孔位将下蒙皮固定在成型模具主体上;步骤s5放置上蒙皮时还需要:上蒙皮工艺区的孔位套入用于固定下蒙皮的定位钉。
19、进一步的,步骤s3所述的蜂窝芯配高的方式为:拐点处蜂窝芯的高度加上第一拼接条、第二拼接条以及胶粘剂的高度和周围蜂窝芯的高度相同。
20、进一步的,步骤s8所述拆除固化成型工装时,取出定位钉,先拆除边挡块,然后拆除定位块,随后再将m个平直均压板和1个弧面均压板分别从平直板和弧面板上取下,最后将蜂窝夹层结构从成型模具主体上取下。
21、本发明与现有技术相比的有益效果是:
22、(1)采用定位钉与内置金属连接件螺纹底孔进行定位,克服了弧形曲面蒙皮延展情况下内置金属连接件无法准确定位的问题,提高多折断弧形蜂窝夹层结构的整体孔位精度。
23、(2)均压板采取0.4~0.6mm厚度的铝板制成,结构简单,制造成本低,同时与多折断弧形蜂窝夹层结构的随形性好,便于加压,降低了产品固化成型中加压不到位风险。
24、(3)蒙皮在拐点处采用蜂窝芯与拼接条配合的形式,能够很好的避免局部成型应力,使整体结构能够充分与成型模具主体进行贴合,拐点过渡平滑,有效保证多折断弧形蜂窝夹层结构拐点处的成型质量。
25、(4)由于采用定位块与定位钉对边缘封边梁进行定位,避免了在蒙皮增设工艺孔,同时能够有效控制多折断弧形蜂窝夹层结构外形尺寸精度。
- 还没有人留言评论。精彩留言会获得点赞!