提升双玻光伏板背面反射率的柔性复合材料及其制备方法与流程
1.本发明属于反射材料技术领域,特别涉及一种提升双玻光伏板背面反射率的柔性复合材料及其制备方法。
背景技术:
2.因双玻光伏板发电离不开太阳光,如何增加双玻光伏板的吸光率直接关系到光伏发电的效益。现有技术中,通常采用抛光并氧化的铝板和白色瓷砖,光伏使用场所广泛,但铝板和瓷砖都较坚硬、不能折叠增加了运输难度,大面积的铺设的场景十分受限,铝板和瓷砖实现无缝拼接操作繁琐十分浪费人工工时;另外,铝板和瓷砖镜面发射会使得光伏板的温度上升,进而影响光伏板的使用寿命。
3.光伏产品是通过对太阳光吸收转化为电能,目前市场上的光伏产品采用双面为双玻材料,在充分利用正面的同时,也期望同时充分利用背面,但由于背面没有对着阳光,吸光很弱,光主是来自于地面的反射,由于地面不平整,太阳光反射光很差,光伏背面吸收不到光,因此降低了光伏的发电效率。
技术实现要素:
4.本发明的目的在于提供一种提升双玻光伏板背面反射率的柔性复合材料,该柔性复合材料,极大地提高了双玻光伏板的上光率,进而可以提高发电效益。
5.本发明还提供一种采用本发明柔性复合材料制得的双玻光伏板,该双玻光伏板的温度不会升高,延长了双玻光伏板的使用寿命。
6.本发明解决其技术问题所采用的技术方案是:
7.一种提升双玻光伏板背面反射率的柔性复合材料的制备方法,该方法包括如下步骤:
8.s1.以涤纶丝为原材料,通过经编或机织得到基础网布,对基础网布涂覆聚氯乙烯糊树脂涂料,定型后得到基布;
9.所述聚氯乙烯糊树脂涂料以重量份计的配方为:
[0010][0011]
s2.压延生产0.20mm-0.24mm的聚氯乙烯薄膜,重量份计的配方为:
[0012][0013]
以上原材料经过自动计量后,在1250
±
500转/分钟的转速下充分混合,粉体对液体进行充分吸收
→
下落式密炼机密炼,轧轮机塑化,过滤后到压延主机成型得到pvc膜
→
压花,冷却后收卷得到聚氯乙烯薄膜;
[0014]
s3.将s2的聚氯乙烯薄膜与s1的基布复合,压花冷却后收卷,得到复合材料;
[0015]
s4.对s3得到的复合材料的正面薄膜进行聚偏二氟乙烯(pvdf)凹版印刷表面处理,烘干,冷却后收卷得到产品。
[0016]
双玻光伏板背面靠吸收地面反射回来的光进行发电,但常因地面不平整,不光滑,反射的光有限,需要在地面铺一层复合材料,而这种复合材料表面的亮度会随着时间的推移下降,从而大大降低双玻背面的发电效率,这种复合材料的使用年限也有限,需要更换新的复合材料才能达到好的效果,进而增加了双玻光伏板的使用成本。
[0017]
为了解决现有技术中所述的缺陷,复合材料需要满足两个条件:1.复合材料表面的亮度随着使用年限,亮度降低不能低于80%;2.复合材料表面的自洁性要好。本发明通过对基布与聚氯乙烯薄膜的复合,以及复合后的柔性复合材料的表面处理,确保得到的柔性复合材料表面的亮度随着时间的推移亮度减弱不明显(仍然达到80%以上的亮度),表面处理后,增加复合材料的自洁性,从而提升产品的质量。聚氯乙烯薄膜配方中,增加了适量的玻璃粉,可以增加光的反射率。
[0018]
本发明的基布定型后,其表面的平整度就已经形成,在其表面增加一层0.20mm-0.24mm的聚氯乙烯薄膜是为了确保柔性复合材料产品的表面具有轻微的恰好适度的凹凸性,既要防止凹得太深使产品表面处理不到位,从而降低自洁性;也要防止平整度过高造成反射光太集中最终使光伏背温度升高,不利于发电。
[0019]
作为优选,环保增塑剂选自对苯二甲酸二辛酯(dotp)、dinch、fl-30、乙酰柠檬酸
三丁酯、合成植物酯、聚酯增塑剂中的至少一种。最佳选择是对苯二甲酸二辛酯。
[0020]
作为优选,环保阻燃剂是三氧化二锑。
[0021]
作为优选,消烟剂是氢氧化镁。
[0022]
作为优选,碳酸钙的粒径为3000目;玻璃粉为菱形,粒径为3000目。
[0023]
作为优选,s4所述的pvdf凹版印刷表面处理中,每道表面处理为130至150℃下烘干60-80s成膜,成膜厚度为50um。
[0024]
作为优选,所述的pvdf凹版印刷表面处理进行二道至三道。
[0025]
一种本发明所述的制备方法得到的提升双玻光伏板背面反射率的柔性复合材料。应用时,该柔性复合材料作为pvc复合篷布直接铺地上,四周固定,拉紧;也可以做一个简单的框,将柔性复合材料铺在框上即可。
[0026]
与现有同类产品相比,本发明的有益效果是:
[0027]
1、本发明的柔性复合材料的表面亮度随着时间的延长,产品的表面亮度下降后仍然达到80%以上;
[0028]
2、本发明的柔性复合材料的自洁性好,表面的灰尘不会粘在表面(如图1和图2所示);
[0029]
3、本发明的柔性复合材料,阻燃能达到nfpa701,德国b1阻燃标准(如图3和图4所示)。
附图说明
[0030]
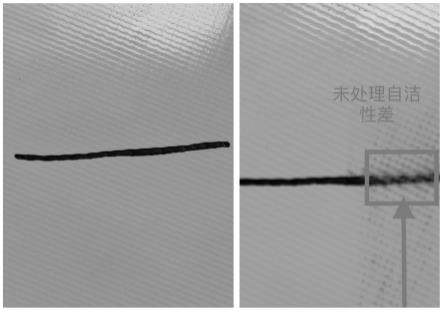
图1是产品表面没有经过聚偏二氟乙烯处理,表面自洁性差效果图;
[0031]
图2是产品表面经过二道聚偏二氟乙烯处理,表面自洁好效果图,落到表面的杂质,灰尘经风吹或雨水冲刷带走,使用反射材料具有极佳的自清洁性能;
[0032]
图3是本发明柔性复合材料的阻燃性能检测报告;
[0033]
图4是本发明柔性复合材料的阻燃性能检测报告;
[0034]
图5是基础网布与基础网布涂覆聚氯乙烯糊树脂涂料处理后吸水率对比效果图。
具体实施方式
[0035]
下面通过具体实施例,对本发明的技术方案作进一步的具体说明。应当理解,本发明的实施并不局限于下面的实施例,对本发明所做的任何形式上的变通和/或改变都将落入本发明保护范围。
[0036]
在本发明中,若非特指,所有的份、百分比均为重量单位,所采用的设备和原料等均可从市场购得或是本领域常用的。下述实施例中的方法,如无特别说明,均为本领域的常规方法。
[0037]
环保增塑剂dotp(对苯二甲酸二辛酯),爱敬(宁波)化工有限公司;
[0038]
钡锌稳定剂,传化集团有限公司;
[0039]
环保阻燃剂(三氧化二锑),杭州正大锑产品有限公司;
[0040]
消烟剂(氢氧化镁),江西广源新材料有限公司;
[0041]
抗氧剂1010,杭州劲瑞新材料有限公司;
[0042]
紫外线吸收剂uv531,上海鱼童实业有限公司;
[0043]
防霉剂ze360,上海卓尔化工有限公司;
[0044]
胶粘剂vp202,中山市东菱化工有限公司。
[0045]
本发明提供了一种提升双玻光伏板背面反射率的柔性复合材料的制备方法,包括:
[0046]
s1.以涤纶丝为原材料,通过经编或机织得到基础网布,对基础网布涂覆聚氯乙烯糊树脂涂料,定型后得到基布;
[0047]
所述聚氯乙烯糊树脂涂料以重量份计的配方为:
[0048][0049]
s2.压延生产0.20mm-0.24mm的聚氯乙烯薄膜,重量份计的配方为:
[0050][0051][0052]
以上原材料经过自动计量后,在1250
±
500转/分钟的转速下充分混合,粉体对液体进行充分吸收
→
下落式密炼机密炼,轧轮机塑化,过滤后到压延主机成型得到pvc膜
→
压花,冷却后收卷得到聚氯乙烯薄膜;
[0053]
s3.将s2的聚氯乙烯薄膜与s1的基布复合,压花冷却后收卷,得到复合材料;
[0054]
s4.对s3得到的复合材料的正面薄膜进行聚偏二氟乙烯(pvdf)凹版印刷表面处理,烘干,冷却后收卷得到产品。
[0055]
为了改善产品的自洁性,提高表面亮度,优选方案是:s4所述的pvdf凹版印刷表面处理中,每道表面处理为130至150℃下烘干60-80s成膜,成膜厚度为50um。
[0056]
聚偏二氟乙烯(pvdf)凹版印刷表面处理优选进行两道以上的处理。
[0057]
实施例1:
[0058]
一种提升双玻光伏板背面反射率的柔性复合材料的制备方法,包括以下步骤:
[0059]
s1.以涤纶丝为原材料,通过经编或机织得到基础网布,对基础网布涂覆聚氯乙烯糊树脂涂料,定型后得到基布;
[0060]
所述聚氯乙烯糊树脂涂料以重量份计的配方为(kg):
[0061][0062]
s2.压延生产0.20mm-0.24mm的聚氯乙烯薄膜,重量份计的配方见表1。
[0063]
以上原材料经过自动计量后,到高速搅拌机在1250转/分钟的转速下进行充分混合,粉体对液体进行充分吸收
→
下落式密炼机密炼,轧轮机塑化,过滤后到压延主机成型得到pvc膜
→
压花,冷却后收卷得到聚氯乙烯薄膜。
[0064]
s3.将s2的聚氯乙烯薄膜与s1的基布复合,压花冷却后收卷,得到复合材料;
[0065]
s4.对上一步得到的复合材料的正面薄膜进行二道pvdf(聚偏二氟乙烯)凹版印刷表面处理(每道表面处理工序完成需干燥后进行下一道工序)
→
经烘箱烘干,冷却后收卷得到本发明所述的提升双玻光伏板背面反射率的柔性复合材料成品。本步骤使产品表面达到自洁的性能。
[0066]
表1聚氯乙烯薄膜配方(kg)
[0067]
物料名称对比例1对比例2实施例1聚氯乙烯树脂100100100环保增塑剂dotp404040磷酸甲苯二苯酯101015环氧大豆油222钡锌稳定剂333环保阻燃剂8812消烟剂氢氧化镁121212碳酸钙101010玻璃粉无无10抗氧剂0.50.50.5紫外线吸收剂0.40.40.4防霉剂0.50.50.5二氧化钛91215色料1.11.11.1
[0068]
对比例1
[0069]
一种柔性复合材料的制备方法,包括:
[0070]
s1.以涤纶丝为原材料,通过经编或机织得到基础网布,对基础网布涂覆聚氯乙烯
糊树脂涂料,定型后得到基布;
[0071]
s2.压延生产0.20mm-0.24mm的聚氯乙烯薄膜;
[0072]
s3.将s2的聚氯乙烯薄膜与s1的基布复合,压花冷却后收卷,得到复合材料。
[0073]
上述s1、s2、s3与实施例1的s1、s2、s3具体方法相同,不同之处在于,s2中采用的聚氯乙烯薄膜配方不同,具体如表1所示。
[0074]
本对比例得到的复合材料不经过聚偏二氟乙烯凹版印刷表面处理。
[0075]
对比例2
[0076]
一种柔性复合材料的制备方法,包括:
[0077]
s1.以涤纶丝为原材料,通过经编或机织得到基础网布,对基础网布涂覆聚氯乙烯糊树脂涂料,定型后得到基布;
[0078]
s2.压延生产0.20mm-0.24mm的聚氯乙烯薄膜;
[0079]
s3.将s2的聚氯乙烯薄膜与s1的基布复合,压花冷却后收卷,得到复合材料。
[0080]
s4.对上一步得到的复合材料的正面薄膜进行pvdf(聚偏二氟乙烯)表面处理
→
经烘箱烘干,冷却后收卷得到本发明所述的提升双玻光伏板背面反射率的柔性复合材料成品。
[0081]
上述s1、s2、s3、s4与实施例1的s1、s2、s3、s4具体方法相同,不同之处在于,
①
s2中采用的聚氯乙烯薄膜配方不同,具体如表1所示。
②
本对比例得到的复合材料采用一道聚偏二氟乙烯凹版印刷表面处理。
[0082]
对上述各实施例得到的复合材料进行性能检测。
[0083]
根据检测结果,对比例1制得的复合材料,试样厚度不足0.2mm,透光度6.5,偏透;对比例2制得的复合材料,仅经过一道聚偏二氟乙烯凹版印刷表面处理,试样透光度4.0,偏透,阻燃测试不达标;实施例1制得的复合材料,由于经过二道聚偏二氟乙烯凹版印刷表面处理,试样透光度2.0,有效减少了光线的穿透,提高反射率。
[0084]
反射率性能测试
[0085]
将实施例1及对比例1~2制备得到的柔性复合材料进行反射率性能测试,测试参照astm e903进行,测试结果见表2所示。
[0086]
表2
[0087] 反射率(280-1100nm)%对比例1号样(未表面处理)55.05对比例2号样(未表面处理)77.69实施例1号样(未表面处理)80.48对比例2号样(表面处理一道)80.33实施例1号样(表面处理二道)81.3
[0088]
自洁性试验
[0089]
将实施例1中未进行pvdf表面处理得到的材料与经pvdf表面处理后得到的材料进行自洁性试验,具体是在材料表面用水性笔划线,划线之后用纸巾擦拭,观察其擦拭后的效果。测试结果如图1、图2所示,其中图1是实施例1中未进行pvdf表面处理得到的材料,图2是实施例1中经pvdf表面处理后得到的材料。图1,图2中的左图均为水性笔划线之后的照片,右图均为划线部位用布擦拭后的照片,
[0090]
图1显示了表面没有经过pvdf处理的材料,在擦拭后水性笔划线的线条变糊,证明其表面自洁性效果较差;图2显示了表面经过二道pvdf处理的最终产品,擦拭后水性笔划线的线条仍然清晰不晕染,该材料表面自洁性好,落到表面的杂质,灰尘经风吹或雨水冲刷即可带走,证明本发明的柔性复合材料具有极佳的自清洁性能。
[0091]
在生产中发明人还发现:本发明中s4表面处理的工艺对产品的性能影响很大,表面处理时需要在130℃的温度下烘干才能达到自洁性效果,烘干不彻底会导致产品粘度大,不易开卷。
[0092]
燃烧性试验
[0093]
对实施例1制得的柔性复合材料(产品名称为白色pvc复合篷布)进行燃烧性能检测,检测结果如图3和图4所示,结果证实本发明柔性复合材料的阻燃性能达到nfpa701,德国b1阻燃标准。
[0094]
吸水性试验
[0095]
将实施例1中,s1的基础网布和对基础网布涂覆聚氯乙烯糊树脂涂料定型后得到基布两者进行吸水性试验,在同等条件下将得到的两个材料剪成尺寸大小相同的两个条形,将底部浸入墨水后马上取出。图5是基础网布与涂覆聚氯乙烯糊树脂涂料处理后的基布两者底部蘸取墨水后的对比照片,图5证明涂覆聚氯乙烯糊树脂涂料处理后的基布不吸水,效果优于未涂覆的基础网布。
[0096]
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其它实施例的不同之处,各个实施例之间相同或相似部分互相参见即可。对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
[0097]
以上对本发明所提供的提升双玻光伏板背面反射率的柔性复合材料及其制备方法进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1