一种软包铝塑包装膜的制作方法
1.本实用新型涉及金属材料的镀覆技术领域,特别涉及软包铝塑包装膜。
背景技术:
2.目前,现有软包铝塑包装膜通常采用铝塑膜材料和叠合在铝塑膜材料两侧的热封层和保护层,热封层和保护层可通过涂布固化后叠合在铝塑膜材料两侧,或分别通过胶粘剂粘附并叠合在铝塑膜两侧组成。
3.铝塑膜材料质地柔软,由于铝塑膜材料的厚度较薄,在铝塑膜材料上进行热封层、保护层或胶粘剂的涂布时,铝塑膜材料容易产生打皱、拉伸变形、起泡等现象,影响涂布效果,给涂布带来了困难;且在热封层、保护层或胶粘剂涂布在铝塑膜上进行固化的过程中会产生收缩现象,导致铝箔出现打卷和褶皱。
技术实现要素:
4.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种软包铝塑包装膜,采用的技术方案为:
5.一种软包铝塑包装膜,包括依次叠合的热封层、铝箔硬化复合层和保护层,所述硬化复合层包括叠合的硬化支撑层和铝箔层,所述硬化支撑层由涂覆在铝箔层上的硬化液固化而成。
6.作为优选,所述硬化支撑层的材质为辐射固化有机/无机杂化涂料。
7.作为优选,所述硬化支撑层的材料为广东鼎立森新材料有限公司牌号为dsu-14af或dsu-16af的涂料。
8.作为优选,所述铝箔层的两侧均叠合有所述硬化支撑层。
9.作为优选,所述铝箔层的任意一侧叠合有所述硬化支撑层。
10.作为优选,所述铝箔层的厚度为1-30μm。
11.更进一步地,所述铝箔层的厚度为5-20μm。
12.作为优选,所述硬化支撑层的厚度为1-10μm。
13.更进一步地,硬化支撑层的厚度为2-5μm。
14.作为优选,还包括第一胶粘剂层和/或第二胶粘剂层,所述第一胶粘剂层设置在所述热封层与所述铝箔硬化复合层之间,所述第二胶粘剂层设置在所述铝箔硬化复合层和保护层之间。
15.本实用新型的有益效果:
16.硬化液固化后形成的硬化支撑层具有良好的附着力、硬度、耐酸碱性能,硬化支撑层为铝箔纸提供支撑作用,使柔软的铝箔层变得挺括,方便后续涂层的涂布;
17.与热封层、保护层或胶粘剂层相比,硬化液粘度低,硬化支撑层的涂布厚度更薄,相对于厚度30-80um的热封层、保护层、或胶粘剂层,固化收缩更小,不易引起铝箔层的打卷和起皱。
附图说明
18.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
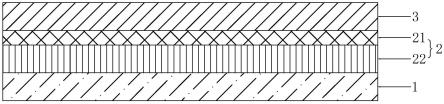
19.图1为本技术实施例1所述软包铝塑包装膜的结构示意图;
20.图2为本技术实施例2所述软包铝塑包装膜的结构示意图;
21.图3为本技术实施例3所述软包铝塑包装膜的结构示意图;
22.图4为本技术实施例3所述软包铝塑包装膜的结构示意图。
具体实施方式
23.本部分将详细描述本实用新型的具体实施例,本实用新型之较佳实施例在附图中示出,附图的作用在于用图形补充说明书文字部分的描述,使人能够直观地、形象地理解本实用新型的每个技术特征和整体技术方案,但其不能理解为对本实用新型保护范围的限制。
24.在本实用新型的描述中,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
25.在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
26.本实用新型中,除非另有明确的限定,“设置”、“安装”、“连接”等词语应做广义理解,例如,可以是直接相连,也可以通过中间媒介间接相连;可以是固定连接,也可以是可拆卸连接,还可以是一体成型;可以是机械连接;可以是两个元件内部的连通或两个元件的相互作用关系。所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
27.实施例1
28.参照图1所示,提出本技术的实施例,本技术实施例所述软包铝塑包装膜包括依次叠合的热封层1、铝箔硬化复合层2和保护层3,所述硬化复合层2包括叠合的硬化支撑层21和铝箔层22,所述硬化支撑层21由涂覆在铝箔层22上的硬化液固化而成。
29.本实施例中,所述铝箔硬化复合层2的一侧涂布有硬化液并固化后得到硬化支撑层21,硬化支撑层21固化后,将保护层3涂覆在硬化支撑层21上,将热封层1涂覆在铝箔层上进行固化时,即使保护层3和热封层1产生收缩现象,硬化支撑层21对铝箔层22的支撑作用也能防止引起铝箔层22的收缩和打褶。
30.本技术所述硬化液的含义为用于涂覆在复合板、金属、陶瓷等材料的表面、能使材料硬化,有助于增加硬度的涂料。
31.所述热封层1可由聚丙烯酸酯涂料固化得到,所述保护层3可由水性聚氨酯涂料固化得到。
32.本实施例中,所述硬化支撑层21的材质为辐射固化有机/无机杂化涂料,具体地,
硬化支撑层的材料为广东鼎立森新材料有限公司牌号为dsu-14af或dsu-16af的硬化液,硬度为h-4h,该硬化液为溶胶-凝胶法合成的二氧化硅有机/无机杂化树脂,二氧化硅粒子不仅可提高硬化支撑层21的硬度,还可以降低硬化支撑层21的收缩率。
33.本实施例中,牌号为dsu-14af的硬化液固化后的硬度为2h,牌号为dsu-16af的硬化液固化后的硬度为3h,固化收缩率均<1%,附着力均为5b,且具有优良耐酸碱性,收卷时不开裂,避免影响所述软包铝塑包装膜的收卷。
34.铝箔层22的厚度为1-30μm,优选地为5-20μm,在在相应的厚度下,在涂覆保护层或热封层时,由于保护层或热封层的粘度较大,其涂覆厚度通常为30-80μm,固化时收缩率较大。
35.本实施例中采用的硬化液为牌号为dsu-14af或dsu-16af的涂料,两种涂料在25℃的环境下的粘度小于20mpa
·
s,涂覆的厚度为1-10μm,优选地为2-5μm,涂覆厚度变薄有利于减少固化时的收缩,进一步避免引起铝箔层22的收缩和打褶。
36.实施例2
37.参照图2所示,与实施例1不同的是,所述硬化支撑层21分布在铝箔层22和热封层4之间。
38.由于硬化支撑层21对铝箔层22的作用为支撑作用,硬化支撑层21在铝箔层22涂覆后固化即可,硬化支撑层21在铝箔层22上的位置对其支撑作用没有影响。
39.实施例3
40.参照图3所示,与实施例1不同的是,所述铝箔层22的两侧均叠合有所述硬化支撑层21。
41.当所需要的硬化支撑层21的厚度一定时,可分别在铝箔层22的两侧涂布硬化液后形成硬化支撑层21,每一层硬化支撑层21的厚度减半,以使两层硬化支撑层21对铝箔层22的支撑作用相同的情形下,每一层硬化支撑层21的厚度减少有利于进一步减少其固化时的收缩,从而进一步一步避免引起铝箔层22的收缩和打褶。
42.实施例4
43.在实施例1的基础上,参照附图4所示,提出本技术的实施例4,目前市场上部分的软包装铝塑膜的热封层1和保护层3分别用胶粘剂层粘接在铝塑膜材料上,本实施例中,所述热封层1与所述铝箔硬化复合层2之间设有第一胶粘剂层4,所述铝箔硬化复合层2和保护层3之间设有第二胶粘剂层5。
44.将第一胶粘剂层4和第二胶粘剂层5涂覆在铝箔硬化复合层2的两侧后,将热封层1粘接在第一胶粘剂层4上,再将所述保护层3粘接在第二胶粘剂层5上,且即使第一胶粘剂层4和第二胶粘剂层5在固化的过程中产生收缩也不会导致铝箔层22产生收缩和打褶。
45.本实施例中,所述热封层1可为聚酯制成的膜层,所述保护层4可为聚酰胺制成的膜层。
46.当然,本实用新型并不局限于上述实施方式,熟悉本领域的技术人员在不违背本实用新型精神的前提下还可作出等同变形或替换,这些等同的变形和替换均包含在本技术权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1