纤维增强复合材料及其生产方法和设备与流程
纤维增强复合材料及其生产方法和设备
1.发明背景
2.本发明涉及一种防护性纤维增强复合材料及其生产方法和设备。
3.更特别地,本发明涉及一种预浸渍的纤维增强复合材料,即所谓的“预浸料(pre-preg)”,该材料用作用于生产配备有防弹保护的物品的基底,特别是用作用于生产交通工具的硬装甲和生产防弹头盔的基底。
4.装甲领域的特征在于使用宽范围的防弹材料,这些材料通常彼此组合使用,这些材料例如为防弹钢、陶瓷、芳族聚酰胺和/或聚乙烯织物。
5.可以定义为“混合型”的所述解决方案特别涉及装甲的级别,包括参考标准en 1522-1523从fb5级别以上对穿甲弹的防护。
6.关于防弹头盔,两种主要功能元件用于防弹头盔的生产:热固性或热塑性基质芳族聚酰胺预浸料和聚乙烯纤维单向预浸料。
7.所述材料的多层形成最终头盔,根据关于给定参考标准所需要的性能,最终头盔可以整体配置或可替代地配置为芳族聚酰胺和聚乙烯单向预浸料的组合。
8.本发明特别涉及一种属于芳族聚酰胺预浸料类别的材料。
9.根据最终物品的生产工艺,可能从以下现有技术的技术中进行选择,这些现有技术的技术提供两种类型的产品:
[0010]-热固性预浸料,通过在织物上热涂覆和转移酚醛树脂或不太常见的环氧树脂或其他类型的树脂的工艺来生产;
[0011]-热塑性预浸料,通过在织物上直接层压热塑性膜来生产。
[0012]
因此,在这两种情况下,所生产的预浸料的结构的特征在于存在两种元素:基底织物和塑性基质。
[0013]
通常,就复合材料的领域而言,主要区别在于不同的基质/织物比例,这取决于所需要的性能。
[0014]
在这一类别中,多年来苯酚基基质一直是主要的解决方案,因为对于相同的织物,苯酚基基质随着时间的推移以稳定的方式保证高性能,并且在最终物品上施加许多不同的调理循环后也随着时间的推移以稳定的方式保证高性能。
[0015]
另一方面,甲醛的存在(有时现在只是微量的)和苯酚的不可避免的存在,使得该系统与影响我们日常生活的方方面面的对“绿色”和/或可回收产品的日益增长的需求不兼容。
[0016]
反之亦然,然而不保证性能相同的热塑性预浸料将允许基本化学组分的更多选择,以满足这种日益增长的生态要求。
[0017]
从最终物品的生产工艺方面来看这两种预浸料,工艺下游存在显著差异。
[0018]
这两种情况都需要切割不同的层以形成构成最终物品的面板(这是由于所述层的重叠所导致的),遵循特定的设计,并且在高压釜或压模中施加温度和压力循环。
[0019]
现有技术的这种面板形成循环在两个类别中脱颖而出:
[0020]-热固性预浸料:在高压和固定高温(根据树脂体系,温度在130℃和200℃之间)下
持续12’(分钟)-30’的“热-热”快速循环;插入和取出是在高温下执行的;
[0021]-热塑性预浸料:“(冷-)热-冷”的平均缓慢循环,其中基本阶段是从模具/高压釜关闭的那一刻起永久施加高压,并且峰值温度根据基质的类型在100℃和200℃之间持续10’至60’,直到物品冷却至低于基质的玻璃化转变温度tg。
[0022]
公布us2016/0281272 a1描述了一种用于防弹应用的复合材料,该复合材料包括双模粘合剂(bimodal binder)。
[0023]
发明概述
[0024]
本发明的目的是提供一种可用于制备防弹保护面板的预浸料及其生产方法,该生产方法不同于常规的涂覆/层压处理。
[0025]
在该目的内,本发明的目标是提供一种确保在室温下保质期几乎无限的材料,该材料不同于苯酚基预浸料,苯酚基预浸料更传统地在室温下具有大约几天/几周的保质期。
[0026]
本发明的另一个目标是提供一种具有有利储存条件的材料,该储存条件限于需要确保有使免受环境湿度和uv辐射的深色包装。
[0027]
本发明的另一个目标是提供一种材料和生产方法,其允许产品结构的定义(特别是关于添加到载体的基质的量)的高通用性。
[0028]
本发明的又一个目标是提供一种允许用户在加工中具有很大通用性的材料。
[0029]
本发明的另一个目标是提供一种使得能够生产高性能最终物品的材料。
[0030]
本发明的另一个目标是提供一种材料,该材料由于所使用的起始元件和技术而保证最佳的安全性并且是环境友好的,避免了溶剂和基于卤素的组分的存在。
[0031]
本发明的另一个目标是提供一种与其他现有技术兼容的材料。
[0032]
下面将进一步说明的这些和其它目标通过如所附权利要求中所要求保护的防护材料及其生产方法来实现。
[0033]
附图简述
[0034]
本发明的主题的另外的特征和优势将从本发明的优选但非排他性实施例的描述中变得更加清楚,该实施例通过附图中的非限制性示例示出,在附图中:
[0035]
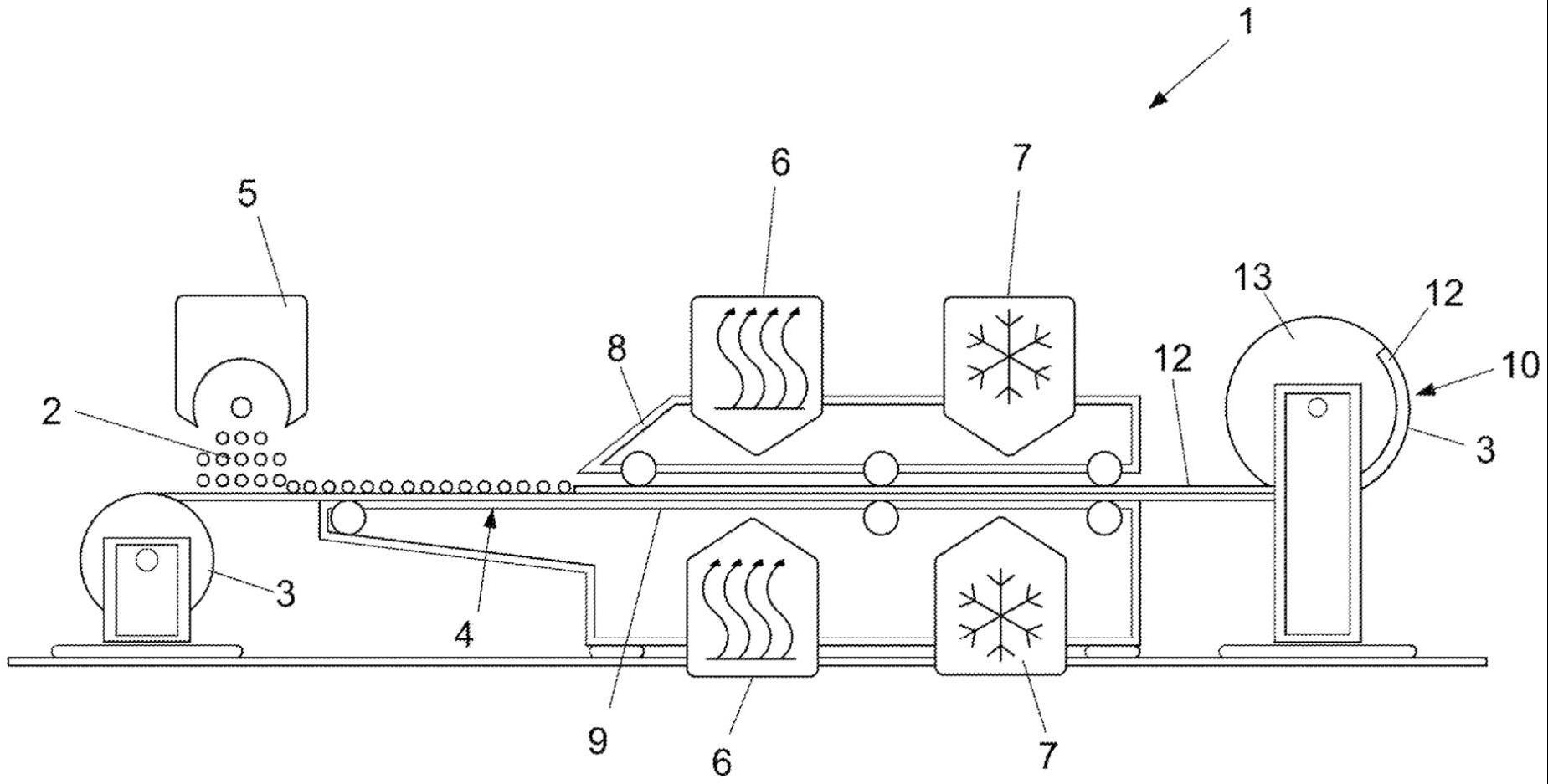
图1是示出了用于生产根据本发明的复合材料或预浸料的设备的示例的示意图;
[0036]
图2-图5示出了用根据本发明的复合材料生产的面板的实施例的性能数据;
[0037]
图6-图7示出了由十八层根据本发明的复合材料模制的面板相比于常规的苯酚基产品的性能的比较;
[0038]
图8和图9分别以透视图示出了本发明的预浸料主题和由若干层所述预浸料模制的多层面板的结构。
[0039]
优选实施例的详细公开
[0040]
特别参考上述附图中的数字符号,图8所示的本发明的复合材料或预浸料10的生产方法是借助于图1中示意性示出并整体上由参考数字1指示的设备来执行的。
[0041]
根据本发明,热塑性基质或无定形或非晶体表面热塑性膜12是由热塑性材料的微米级粉末2生产的,当芳族聚酰胺织物3在传送带4上展开时,该微米级粉末2借助于粉末散布站5干燥地分布在芳族聚酰胺织物3的整个表面或整个上表面上。
[0042]
在该沉积之后,由此分布的粉末2进入生产线的中心(heart),该生产线由相接触的双带的系统形成,该系统分为两个区段,材料通过该系统沿着生产线向前移动:第一热区
段6和第二相对冷的区段7。
[0043]
第一区段6对粉末2施加范围为从100℃至250℃的温度和从0.1n/cm2至200n/cm2的压力(根据所使用的粉末的化学-物理特性),通过在织物3上熔化粉末2,用于形成所述无定形表面热塑性膜12。然后,膜12粘附到织物3的上表面(也是通过部分地渗透到所述织物的纤维内部来实现),从而形成卷绕成卷筒13的形式的柔性预浸料10(图8)。
[0044]
已经形成在织物3的表面或上表面上的无定形热塑性树脂形成部分地渗透在所述表面上的基质或膜,从而留下可用于粘附形成多层面板的其他元件的基质厚度。
[0045]
第二区段7通过冷却至优选低于膜12的熔化温度或玻璃化转变温度的温度来促进材料与带的分离。
[0046]
双带系统包括上部带8和下部带9,下部带9的初始部分与传送带4重合。根据本发明,热塑性膜12与织物3部分地相互渗透并很好地粘附到织物3,热塑性膜12分布均匀且具有良好的内聚力,具有根据生产线的速度和散布头5的设置而获得的期望的基准重量(basis weight)。
[0047]
根据本发明,织物3是由纤度(denier,旦尼尔)为从220dtex(分特)至3300dtex的对芳族聚酰胺、玻璃、聚乙烯(uhmwpe)或聚丙烯纤维制成的用于防弹应用的卷筒形式的柔性织物。
[0048]
热塑性基质2是从优选基于聚酯、聚醚、聚烯烃、聚乙烯醇缩丁醛、聚氨酯及其任何衍生物或组合的粉末获得的,粉末直径分布范围为从0.1μm至750μm。
[0049]
根据本发明,与双带系统相关联的粉末散布系统5使得能够完全不受关于添加到载体3的粉末2的量的限制而进行选择。
[0050]
事实上,本发明允许在一个单一步骤中将粉末2的基准重量从20g/m2调节到250g/m2。
[0051]
根据本发明生产的热塑性预浸料10使得能够借助于若干个重叠层的温度模制工艺生产用于交通工具装甲的防弹保护头盔和多层层压板的功能部件。
[0052]
这在所述面板的最终加工中提供了很大的通用性,保证了物品的固结以获得良好的刚度,该固结是由于施加热循环(其中峰值温度范围为从115℃至200℃),施加10巴(bar)和100巴之间的压力而实现的。
[0053]
通常,峰值温度处的等温线的持续时间将取决于用于制成面板的层数,其主要目的是获得没有分层的物品。
[0054]
特别地,根据图9的示例,使用本发明的预浸料10可以生产面板11,该面板11具有18层预浸料10,这些层通过施加冷-热-冷压缩循环(其中峰值等温线优选在115℃和180℃之间并且压力在5巴和100巴之间)而彼此连结成一个单个面板11。
[0055]
需要将模具冷却到低于70℃以便保持面板的形状,这是该工艺的常数。
[0056]
总之,存在等温线温度和压力的两个非常宽的区间,在这两个区间内可能使用预浸料10,使得从所述重叠和模制的预浸料组获得的面板11的总体防弹性能没有显著变化。
[0057]
在利用阶段,与用于生产物品的下游工艺相比,这在所述面板11的通用性方面具有明显的生产优势。
[0058]
更详细地分析本发明的主题,图2至图5涉及图9的平面面板11的防弹性能,该平面面板11由18层400g/m2的对芳族聚酰胺织物与12%的热塑性基质12形成。
[0059]
具体地,图2和图3示出了v50性能(根据stanag 2920标准的17g fsp),其中:
[0060]
·
图2示出了当在整个循环中连续施加的压力变化(从10巴到100巴)时在面板11上检测到的v50的稳定性;
[0061]
·
图3示出了当峰值等温线处的循环温度变化(从115℃到180℃)时在面板11上检测到的v50的稳定性。
[0062]
图4和图5示出了面板11关于v0测试(根据nij 0101.04标准的9mm射弹)的性能。该测试需要根据所述标准将所述面板定位在包含粘土的框架的表面上,从5米的距离以(436
±
9)m/s的速度发射射弹,并测量由于射弹撞击面板11的表面而在后面的粘土上留下的印记的深度(tdp=撞击创伤)。
[0063]
特别地:
[0064]
·
图4示出了当在整个循环中连续施加的压力变化(从10巴到100巴)时粘土上创伤值的一致性;
[0065]
·
图5示出了当峰值等温线处的循环温度变化(从115℃到180℃)时留在粘土上的印记的深度值的一致性。
[0066]
图6和图7示出了本发明的多层面板11和从基于常规的酚醛基质的预浸料中获得的类似产品的v50性能(根据stanag 2920标准的17g fsp)和在v0测试(根据nij 0101.04标准的remington 9mm射弹)之后在粘土上的撞击变形之间的比较。
[0067]
图8以透视图示出了用本发明的工艺获得的预浸料10的组成。预浸料10包括基底织物3,在基底织物3的表面或上表面上沉积由微米级粉末2形成的基质12,该微米级粉末2已经熔化并压实在同一织物3上,并且在织物3上粘附并部分地与织物3相互渗透。
[0068]
图9以透视图示出了由18层预浸料10用(冷-)热-冷压力/温度循环模制的多层面板11,其中可以观察到热塑性基质12与相邻织物3一层接一层地交错并部分地相互渗透。
[0069]
下表在各种可能的基质/织物组合中示出了本发明的一些有利实施例,其中:
[0070]-构成织物3的芳族聚酰胺纤维具有670dtex、940dtex、1100dtex、1320dtex、3140dtex、3300dtex的纤度;
[0071]-根据最终的应用,对于所有纤度,基质2相对于织物3的含量都在5%和40%之间,对于较低的纤度(670dtex和930dtex),基质2相对于织物3的含量优选为40%;
[0072]-根据最终的应用,在一侧或两侧上执行粉末的成膜(film)。
[0073]
该表示出了产品的示例列表,这些产品具有适合于在防弹头盔的生产中使用的热塑性基质。
[0074]
[0075]
产品#1至#3构成用于生产代表头盔的“整体式”平面物品的示例预浸料,即该平面物品仅由本发明的同一预浸料10的层制成。
[0076]
产品#4至#6是唯一功能是用作内层和外层的示例预浸料,其中头盔的防弹部件由其他类型的高性能材料(即聚乙烯单向材料(unidirectionals))组成,这满足了赋予物品与该领域中传统使用的涂料兼容的外表面的需要。
[0077]
根据本发明的预浸料是借助于基本上与常规的涂覆/层压不同的技术获得的,并且提供了许多重要的优势。
[0078]
根据本发明,起始热塑性基质以微米级粉末的形式,并且由于使用了粉末散布站,当织物本身在传送带上展开时,起始热塑性基质分布在芳族聚酰胺织物的整个上表面上。
[0079]
该沉积之后,材料进入生产线的中心,生产线由相接触的双带的系统形成,该系统被分成两个区段,材料借助于该系统沿着生产线传送。
[0080]
根据本发明,膜与织物部分地相互渗透并很好地粘附到织物,膜分布均匀且具有良好的内聚力,根据生产线的速度和散布头的设置具有期望的基准重量。
[0081]
对于大多数具有热塑性基质的预浸料,根据本发明的产品在室温下的保质期理论上是无限的,不同于常规的苯酚基预浸料,苯酚基预浸料在室温下具有大约几天/几周的保质期。
[0082]
这反映了储存条件,与具有热塑性基质的所有预浸料一样,由于芳族聚酰胺织物的存在,该储存条件只需要使免受可能改变纤维的机械性质的环境湿度和uv辐射的深色包装。
[0083]
另一方面,苯酚基预浸料需要受控的低温冷库来长期储存材料,以便保持可加工性,并且因此保持足够的性能。
[0084]
本发明的另一个优点在于其在产品结构的定义方面的通用性。
[0085]
与双带系统相关联的粉末散布系统允许完全不受关于添加到载体的基质的量的限制而进行选择。
[0086]
事实上,有两个方面要考虑。
[0087]
防弹中使用的常规的酚醛预浸料是由溶剂树脂生产的系统,确定该系统的树脂含量以保证随后模制的产品的性能。
[0088]
基准重量可以在连续的规模上选择,然而,在高于给定的量(从20gsm到大约80gsm)的情况下,为了获得均匀的浸渍而控制该工艺变得非常困难。
[0089]
出于这个原因,只要有可能,就使用多个浸渍步骤,因此成本显著增加。
[0090]
另一方面,根据本发明的产品使得能够在一个单一步骤中将基准重量从20g/m2理论调节到250g/m2。以同样的方式,借助于常规系统进行的在两侧上的联接可能是困难且昂贵的操作,而利用本发明,在两侧上的联接可以容易地执行,并且成本增加有限,因为使用热塑性粉末2允许在区段6中选择温度和压力,这在第二侧上的涂覆阶段不会改变已经沉积在相对侧上的东西。
[0091]
常规的热塑性预浸料由具有特定基准重量(更通常为50g/m
2-100g/m2,有时为25g/m
2-75g/m
2-125g/m2)的膜制成,该特定基准重量是关于基质含量的选择的限制因素,该限制因素通常不允许同时采用“最佳”织物和选择最佳树脂含量来满足所需性能。利用本发明的工艺,克服了这种情况,因为可以在连续的基础上无间隙地选择从20g/m2至250g/m2的基准
重量。
[0092]
本发明的另一个重要优势涉及终端用户加工的通用性。
[0093]
重要的是强调,在峰值温度范围为从110℃至200℃的情况下,施加在10巴和100巴之间的压力,通常可以用根据本发明的热塑性预浸料对头盔或物品进行固结,以获得良好的刚度。
[0094]
通常,峰值温度处的等温线的持续时间取决于用于制成产品的层数和所需要的性能类型。需要将模具冷却到低于70℃以便保持形状,这是该工艺的常数。
[0095]
另一个优势在于以下事实:利用根据本发明生产的热塑性预浸料,一旦已经生产出最终物品,就可以实现常规的酚醛预浸料的性能。
[0096]
事实上,所收集的数据表明:在所考虑的应用环境的典型条件测试之后也具有稳定性。
[0097]
本发明的另一个优势在于以下事实:所使用的起始元件和技术不存在溶剂和基于卤素的组分。
[0098]
因此,在终端制造商工厂的生产阶段和模制阶段以及使用最终物品时,都不存在污染的可能性。
[0099]
本发明的另一个优势表现为与其他现有技术的兼容性:在可以使用的温度和压力方面,施加较长循环(冷-)热-冷的需要与市场上用于生产装甲和头盔的主要材料(单向聚乙烯)的需要类似且兼容。
[0100]
在混合物品(即在一个单一解决方案中的芳族聚酰胺预浸料和单向pe的层)的生产中,基质还允许粘附到与该混合物品的界面。
[0101]
在实践中已经发现本发明实现了预期的目的和目标。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1