可蒸煮包装膜的制作方法
本技术总体上涉及一种可蒸煮包装膜、一种包括可蒸煮包装膜的气密密封的包装食物产品,以及一种产生可蒸煮包装膜的方法。
背景技术:
1、如直立小袋等可蒸煮包装通常由如pet/opa/pp(聚酯/定向聚酰胺/聚丙烯)和pet/alu/pp(聚酯/铝/聚丙烯)等多聚合物层压物制成。然而,由于存在如pet、alu和opa的材料,此类多聚合物层压物可能不符合某些回收指南(例如,ceflex)。
2、为了符合回收指南,单聚合物层压物(例如,基于pe或pp的层压物)可以用于制备可蒸煮包装。然而,由单聚合物层压物制备可蒸煮包装可能带来若干挑战。例如,可蒸煮包装可能需要具有高密封强度,并且足够稳健以用于蒸煮处理,同时在一个方向上表现出直撕裂性质以促进可蒸煮包装的打开。
3、常规地,通常通过刻痕工艺(例如,激光刻痕)将直撕裂性质赋予多聚合物层压物。然而,由此类刻痕工艺制成的刻痕可以是可见特征,所述可见特征可能会不利地影响由多聚合物层压物制成的可蒸煮包装的美学外观。对于单聚合物层压物,刻痕也可能是不可行的。另外地,单聚合物层压物可能需要在相对低的温度(例如,120℃至140℃)下热密封,使得单聚合物层压物不会受损(例如,熔融、翘曲或毁损)。
4、因此,需要可蒸煮包装膜,所述可蒸煮包装膜包括高水平的聚烯烃(即,大于80重量%或90重量%)以满足回收指南,具有高密封强度并且足够稳健以用于蒸煮处理,并且在一个方向上表现出直撕裂性质以促进可蒸煮包装的打开,而不需要可能会损害可蒸煮包装的美学外观的可见特征(例如,刻痕)。
技术实现思路
1、已经开发了可蒸煮包装膜。可蒸煮包装膜包括单聚合物层压物,并且因此可以符合某些回收指南。此外,所述单聚合物层压物可以为所述可蒸煮包装膜提供足够的稳健性,以便承受蒸煮和其它高温灭菌处理。
2、所述可蒸煮包装膜进一步包括密封层,所述密封层安置在所述单聚合物层压物上。所述密封层可以在低密封起始温度下提供高密封强度。换句话说,所述可蒸煮包装膜可以在相对低的温度(例如,120℃至140℃)下密封,并且提供对于蒸煮处理可能是必需的高密封强度(例如,大于10n/15mm)。所述单聚合物层压物可以是弹性的,并且通过具有低密封起始温度而不会由于热密封而受损。
3、所述密封层可以适用于挤出涂覆到所述单聚合物层压物上,并且可能不适合吹塑膜挤出和流延膜挤出。具体地,所述密封层可以被设计成用于并且可以适用于挤出涂覆。所述密封层对于吹塑膜挤出和流延膜挤出可能不是理想的。被设计成用于并且可以适用于吹塑膜挤出的密封层的熔体流动指数通常低于5克/10分钟,并且不适用于本发明的密封层。被设计成用于并且可以适用于流延膜挤出的密封层的熔体流动指数通常低于10克/10分钟或低于7克/10分钟,并且不适用于本发明的密封层。
4、所述可蒸煮包装膜可以表现出直撕裂性质(例如,沿着机器方向)。所述直撕裂性质可以通过单聚合物层压物的一个或多个膜的取向来提供。结果,所述可蒸煮包装膜可以在不使用刻痕或任何可见特征的情况下表现出所述直撕裂性质。因此,可以印刷在由所述可蒸煮包装膜制成的可蒸煮包装上的任何图形或其它外观特征可以不受此类刻痕或可见特征的破坏。这可以改善所述可蒸煮包装的美学外观。
5、所述直撕裂性质可以促进由所述可蒸煮包装膜制成的所述可蒸煮包装的打开。有利地,所述密封层在具有低密封起始温度的同时可能不会不利地影响所述可蒸煮包装膜的所述直撕裂性质。
6、所述可蒸煮包装膜可以符合回收指南,可以具有高密封强度,并且可以足够稳健以用于蒸煮处理,并且可以在一个方向(例如,机器方向)上表现出直撕裂性质以促进由所述可蒸煮包装膜制成的可蒸煮包装的打开。
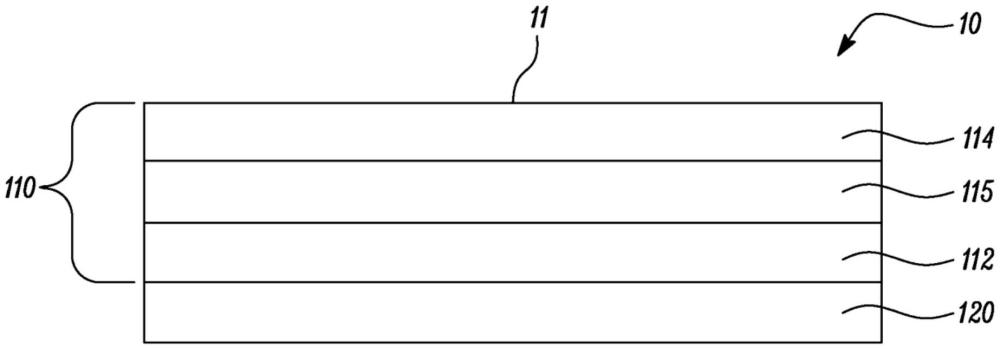
7、本公开的一个实施例是可蒸煮包装膜。所述可蒸煮包装膜包括层压物,所述层压物包括双轴定向的聚丙烯(bopp)膜和机器方向定向的聚丙烯(mdopp)膜。所述可蒸煮包装膜进一步包括密封层,所述密封层安置在所述层压物上。所述密封层包括共混物,所述共混物包括聚丙烯三元共聚物和选自由低密度聚乙烯(ldpe)和中密度聚乙烯(mdpe)组成的组的长链支链聚乙烯。根据astm d1238程序a条件230℃/2.16kg,所述密封层的熔体流动指数在5克/10分钟至25克/10分钟的范围内。所述可蒸煮包装膜进一步包括总组合物,所述总组合物包括至少80重量%的聚丙烯。
8、所述密封层可以在低密封起始温度下提供高密封强度。换句话说,所述可蒸煮包装膜可以在相对低的温度(例如,120℃至140℃)下密封,并且提供对于蒸煮处理可能是必需的高密封强度(例如,大于10n/15mm)。包括所述bopp膜和所述mdopp膜的所述层压物可能不会由于在所述相对低的温度下的热密封而受损。
9、所述密封层可以适用于挤出涂覆并且可能不适合吹塑膜挤出和流延膜挤出。具体地,所述密封层的所述熔体流动指数(即,在230℃/2.16kg下介于5克/10分钟与25克/10分钟之间)可以使所述密封层适用于挤出涂覆。所述密封层对于吹塑膜挤出和流延膜挤出可能不是理想的。被设计成用于并且可以适用于吹塑膜挤出的密封层的熔体流动指数通常低于5克/10分钟,并且不适用于本发明的密封层。被设计成用于并且可以适用于流延膜挤出的密封层的熔体流动指数通常低于10克/10分钟或低于7克/10分钟,并且不适用于本发明的密封层。
10、所述可蒸煮包装膜可以表现出直撕裂性质(例如,沿着机器方向)。所述直撕裂性质可以由所述层压物的所述mdopp膜提供。有利地,所述可蒸煮包装膜可以在不使用刻痕或任何可见特征的情况下表现出所述直撕裂性质。因此,可以印刷在由所述可蒸煮包装膜制成的可蒸煮包装上的任何图形或其它外观特征可以不受此类刻痕或可见特征的破坏。这可以改善所述可蒸煮包装的美学外观。
11、所述直撕裂性质可以促进由所述可蒸煮包装膜制成的所述可蒸煮包装的打开。有利地,所述密封层在具有低密封起始温度的同时可能不会不利地影响所述可蒸煮包装膜的所述直撕裂性质。
12、所述可蒸煮包装膜可以符合回收指南,因为所述可蒸煮包装膜的所述总组合物包括至少80重量%的聚丙烯。进一步地,所述可蒸煮包装膜可以足够稳健以用于蒸煮处理。由于所述密封层,所述可蒸煮包装膜可以具有高密封强度。有利地,所述密封层可以在低密封起始温度下提供所述高密封强度,使得所述层压物不会熔融、翘曲或毁损。进一步地,所述可蒸煮包装膜可以在一个方向(例如,机器方向)上表现出直撕裂性质以促进由所述可蒸煮包装膜制成的可蒸煮包装的打开。
13、在一些实施例中,所述密封层的所述共混物包含4重量%至50重量%的所述长链支链聚乙烯以及50重量%至90重量%的所述聚丙烯三元共聚物。
14、在一些实施例中,所述聚丙烯三元共聚物的熔融温度高于130℃。
15、在一些实施例中,所述密封层的密封起始温度小于140℃,如使用astm f88技术a所测量的。
16、在一些实施例中,根据astm d1238程序a条件230℃/2.16kg,所述密封层的所述熔体流动指数介于5克/10分钟与15克/10分钟之间。
17、在一些实施例中,所述密封层是未定向的。未定向的所述密封层可允许所述密封层具有低密封起始温度。
18、在一些实施例中,所述密封层被挤出涂覆到所述层压物上。所述密封层的所述熔体流动指数可以使所述密封层适用于挤出涂覆。所述密封层的所述熔体流动指数可以使所述密封层不适用于吹塑膜挤出和流延膜挤出。
19、在一些实施例中,所述层压物进一步包括屏障层,所述屏障层与所述bopp膜或所述mdopp膜附接。所述屏障层可以向所述可蒸煮包装膜赋予各种屏障性质,如水分屏障性质、气体屏障性质和/或气味屏障性质。
20、在一些实施例中,所述屏障层包括金属层或氧化物涂层中的一者,所述金属层或氧化物涂层沉积在所述bopp膜或所述mdopp膜的表面上。
21、在一些实施例中,所述屏障层包括聚合物屏障材料。
22、在一些实施例中,所述总组合物包括至少90重量%的聚丙烯。
23、在一些实施例中,所述总组合物包括小于20重量%的非聚烯烃材料。
24、在一些实施例中,所述总组合物包括小于10重量%的非聚烯烃材料。
25、在一些实施例中,所述mdopp膜位于所述可蒸煮包装膜的外表面上。
26、在一些实施例中,所述bopp膜位于所述可蒸煮包装膜的外表面上。
27、本公开的另一个实施例是气密密封的包装食物产品。所述气密密封的包装食物产品包括所述可蒸煮包装膜。所述气密密封的包装食物产品可以是回收相容的,并且可以具有所述可蒸煮包装膜的所述直撕裂性质。结果,在需要时,可以容易地打开所述气密密封的包装食物产品。
28、本公开的另一个实施例是产生可蒸煮包装膜的方法。所述方法包括将bopp膜层压到mdopp膜以形成预层压物。所述方法进一步包括将密封层挤出涂覆到所述预层压物上。所述密封层包括共混物,所述共混物包括聚丙烯三元共聚物和选自由ldpe和mdpe组成的组的长链支链聚乙烯。根据astm d1238程序a条件230℃/2.16kg,所述密封层的熔体流动指数介于5克/10分钟与25克/10分钟之间。
29、本公开的另一个实施例是产生可蒸煮包装膜的方法。所述方法包括挤出膜并对所述膜进行机器方向定向以产生mdopp膜。所述方法进一步包括将密封层挤出涂覆到所述mdopp膜上。所述方法进一步包括将屏障涂层施加于bopp膜。所述方法进一步包括粘合剂层压所述mdopp膜和所述bopp膜。所述密封层包括共混物,所述共混物包括聚丙烯三元共聚物和选自由ldpe和mdpe组成的组的长链支链聚乙烯。根据astm d1238程序a条件230℃/2.16kg,所述密封层的熔体流动指数介于5克/10分钟与25克/10分钟之间。
30、本主题的若干方面可以单独地或一起体现。这些方面可以单独地或与本文所描述的主题的其它方面组合地使用,并且这些方面的描述一起不旨在排除单独地使用这些方面或单独地或以不同组合要求此类方面。
- 还没有人留言评论。精彩留言会获得点赞!