一种夹层结构罩体、制备方法及其应用与流程
本发明涉及一种夹层结构罩体、制备方法及其应用,尤其涉及一种超大尺寸薄壁夹层结构罩体及其制备方法和应用,属于结构复合材料及工艺。
背景技术:
1、夹层结构罩体结构主要起到保护、装饰等作用,有些还附带透波等功能,要求其具有一定的强度和刚度,同时通过结构设计,尽可能减重。
2、超大尺寸夹层结构薄壁罩体由于其“大尺寸”效应,具有结构可靠性下降、制造困难等问题,使用过程中还可能会出现粘接质量差导致的蒙皮脱粘现象。
3、传统的夹层结构制造工艺,存在复合材料增厚区固化变形、局部蜂窝失稳塌陷、外观质量差等问题,不利于超大尺寸薄壁罩体的制造成型。
技术实现思路
1、本发明的目的在于克服现有技术的上述缺陷,提供一种夹层结构罩体、制备方法及其应用,该方法可靠性高、可重复性好、易于操作,成型的罩体结构具有质量轻、变形小、高强度、高刚度等特点。
2、本发明的上述目的主要是通过如下技术方案予以实现的:
3、一种夹层结构罩体的制备方法,所述罩体包括功能区、功能区两端分别连接的过渡区,以及过渡区一端连接的连接区,制备方法包括:
4、制备加强芯;
5、在罩体模具上铺覆第一预浸料,预压实后得到内蒙皮;
6、在所述内蒙皮表面粘贴所述加强芯、第一泡沫夹芯以及第一蜂窝夹芯,固化后得到第一组合体,其中加强芯位于连接区,第一泡沫夹芯位于过渡区,第一蜂窝夹芯位于功能区;
7、在第一组合体表面过渡区和功能区位置铺覆第二预浸料,预压实后得到中蒙皮;
8、在所述中蒙皮表面过渡区位置粘贴第二泡沫夹芯,功能区位置粘贴第二蜂窝夹芯,固化后得到第二组合体;
9、在第二组合体表面铺覆第三预浸料,固化后得到外蒙皮,完成罩体制备,其中第三预浸料覆盖功能区、过渡区和连接区。
10、在上述夹层结构罩体的制备方法中,所述制备加强芯包括:
11、在加强芯模具上铺覆第四预浸料,固化后得到加强芯毛坯;
12、将所述加强芯毛坯进行外形加工,在加强芯毛坯内部开设减重孔,并将泡沫通过粘接方式装入减重孔内,室温预固化得到加强芯。
13、在上述夹层结构罩体的制备方法中,所述第一预浸料、第二预浸料、第三预浸料及第四预浸料为相同材料。
14、在上述夹层结构罩体的制备方法中,所述第一预浸料、第二预浸料、第三预浸料及第四预浸料的铺覆均采取十字对称铺层方式。
15、在上述夹层结构罩体的制备方法中,所述加强芯满足以下至少一项:
16、加强芯采用与罩体模具连接的柱销压板限位;
17、加强芯厚度为8~80mm;
18、所述加强芯的减重孔内填充泡沫为pvc泡沫、聚氨酯泡沫或pmi泡沫,泡沫密度为40~60kg/m3,压缩强度≥0.5mpa。
19、在上述夹层结构罩体的制备方法中,所述第一预浸料、第二预浸料、第三预浸料及第四预浸料为玻璃纤维或石英纤维增强环氧或氰酸酯树脂预浸料;
20、所述第一泡沫夹芯、第二泡沫夹芯为密度40~100kg/m3的pmi泡沫;
21、所述第一蜂窝夹芯、第二蜂窝夹芯为密度40~100kg/m3、厚度8~40mm的nomex纸蜂窝。
22、在上述夹层结构罩体的制备方法中,所述固化为热压罐工艺固化,固化温度为90~190℃,压力为0.15~0.4mpa。
23、在上述夹层结构罩体的制备方法中,所述固化制度为:
24、以25~35℃/h的升温速率,升温至115~125℃保温1±0.1小时,升温至145~155℃保温1±0.1小时,升温至185~195℃保温3±0.1小时,之后以25~35℃/h的降温速率进行降温;
25、其中,升温过程保持真空表压≤-0.097mpa,升温至115~125℃,加正压至0.2±0.02mpa,同时停真空通大气,在115~125℃保温18~22min后加压至0.3±0.02mpa,当温度降至55~65℃时卸压至0,完成固化。
26、一种夹层结构罩体,包括:
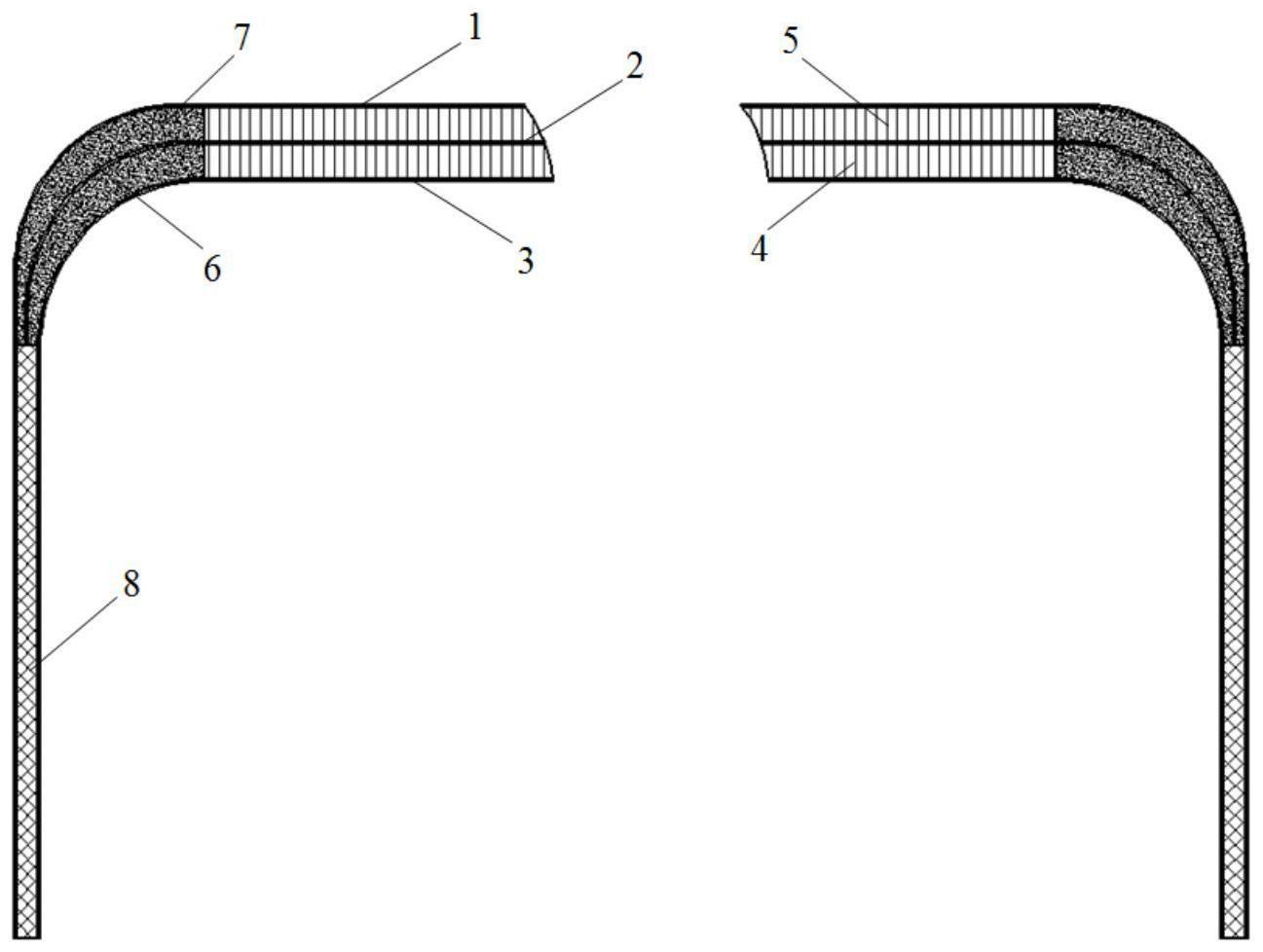
27、功能区,为夹层结构,依次包括内蒙皮、第一蜂窝夹芯、中蒙皮、第二蜂窝夹芯以及外蒙皮;
28、过渡区,为夹层机构,依次包括内蒙皮、第一泡沫夹芯、中蒙皮、第二泡沫夹芯以及外蒙皮;
29、连接区,为夹层结构,依次包括内蒙皮、加强芯以及外蒙皮;所述加强芯材料与内、外蒙皮相同,且内设减重孔,减重孔内填充泡沫;
30、所述功能区两端分别连接过渡区一端,过渡区另一端与连接区进行连接,过渡区为折弯结构。
31、在上述夹层结构罩体中,所述外蒙皮、中蒙皮和内蒙皮的厚度为0.6~1.2mm,均由玻璃纤维或石英纤维增强环氧或氰酸酯树脂预浸料固化而成。
32、在上述夹层结构罩体中,所述加强芯满足以下至少一项:
33、加强芯厚度为8~80mm;
34、加强芯的减重孔内填充泡沫为pvc泡沫、聚氨酯泡沫或pmi泡沫,泡沫密度为40~60kg/m3,压缩强度≥0.5mpa。
35、在上述夹层结构罩体中,所述加强芯通过如下方法制备:
36、在加强芯模具上铺覆预浸料,固化后得到加强芯毛坯;
37、将所述加强芯毛坯进行外形加工,在加强芯毛坯内部开设减重孔,并将泡沫通过粘接方式装入减重孔内,室温预固化得到加强芯。
38、在上述夹层结构罩体中,所述第一蜂窝夹芯、第二蜂窝夹芯满足一下至少一项:第一蜂窝夹芯、第二蜂窝夹芯为nomex纸蜂窝;nomex纸蜂窝的密度为40~100kg/m3,厚度为8~40mm;nomex纸蜂窝采取“先推倒后粘接”的方式与蒙皮固定。
39、在上述夹层结构罩体中,所述第一泡沫夹芯、第二泡沫夹芯满足一下至少一项:第一泡沫夹芯、第二泡沫夹芯为pmi泡沫;pmi泡沫的密度为40~100kg/m3。
40、在上述夹层结构罩体中,所述夹层结构罩体满足以下至少一项:夹层结构罩体的横截面为u形;夹层结构罩体的长度至少为13m。
41、上述夹层结构罩体在雷达天线罩、电子元器件罩体方面的应用。
42、本发明与现有技术相比至少包含如下有益效果:
43、(1)、本发明公开一种超大尺寸薄壁夹层结构罩体,该罩体包括功能区、过渡区和连接区,其中功能区和过渡区均为“三夹二”夹层结构,包括外蒙皮、中蒙皮和内蒙皮,以及作为夹层的蜂窝夹芯或泡沫夹芯,连接区也为夹层结构,包括内蒙皮、中蒙皮与同材质的预埋加强芯,加强芯内设减重孔,减重孔内填充泡沫,功能区两端分别通过过渡区与连接区进行连接,过渡区为折弯结构,本发明长度可以做到13m以上,实现了超大尺寸夹层结构形变控制,并实现有效减重5%~10%,解决了大型多级夹层结构内部粘接质量及产品尺寸精度问题。
44、(2)、本发明公开一种超大尺寸薄壁夹层结构罩体的制备方法,对制备过程进行了优化设计,采用模块化芯层组装方案,具有粘接牢固,一体性强的特点;采取分步固化,解决了大型多级夹层结构内部粘接质量问题,并保证了外观质量及尺寸精度。
45、(3)、本发明进一步采用“始加压-连外压-加正压”的共固化制度,通过对固化压力及加压时刻的合理选取,以及固化温度的优化设计,显著提升固化效果,避免了由于成型过程中内部导气问题致使蜂窝局部塌陷。
46、(4)、本发明通过夹层结构设计与形变控制制造技术相结合,解决了13m量级薄壁罩体结构制造与使用问题,为超大尺寸复合材料夹层结构的研究论证提供有效的技术支撑。
- 还没有人留言评论。精彩留言会获得点赞!