花炮无纸引线制造方法及制造一体机与流程
本发明涉及一种鞭炮烟花引线制造,尤其是涉及无纸引线制造方法及制造一体机。
背景技术:
1、引线是鞭炮生产的重要组件,它的质量好坏和成本直接影响鞭炮质量和企业效益。目前引线采用的制造方法是:将各种原料按重量比混合制成浆药,浆药通过流嘴在搅拌棒作用下均匀流在移动的引纸(宽约1厘米,厚约0.3毫米的纸)上,引纸通过折叠模折叠粘合封口将浆药包覆后,再高速旋转制成螺旋状的干啥硝皮引线缠绕在引线辊架上最终制成引线辊。目前湿法制造引线大都采用机械来完成引线辊的生产,而现有湿法制引机在使用中存在以下问题:制引机如果旋转速度低,制成的螺旋状引纸的紧实性不高,在螺旋状引线烘干过程中浆料中的水分受热会使包覆的引纸产生膨胀散包,甚至开裂漏药。因此制引机需要在高速旋转下才能将已浆药包覆的引纸制成螺旋状并烘干过程中不会膨胀散包和开裂漏药的干硝皮引线,经测实,其高速旋转速度要达到1500转/分钟(25转/秒)。但当制引机的包覆旋转速达到1500转/分钟度时又会带来如下问题:一是发生机械故障多,增加了维修工作量,占用了生产时间,降低了生产效率,增加生产成本;二是产生静电就多(旋转速度高,形成静电流的静电荷就多,因而产生的静电力就大),静电增多就容易引发安全事故,严重时还会导致财产损失和人身伤害;再是由于静电影响,制引区域与引线绕制区域要相互安全隔开,引线需要在两区域之间通过人工转运或用输送带长距离输送,不仅占用厂房面积,而且增加转运成本费用。
技术实现思路
1、针对上述现有技术花炮引线制造中所存在的问题,本发明提供了一种花炮无纸引线制造方法及制造装置。
2、本发明所述花炮无纸引线制造方法步骤是:
3、1、先按比例将制造硝药的原料与适量的水混合制成含水量小于10%的半湿态药料并加入到药箱中,
4、2、选取直径为1-1.5毫米且表面具有毛绒的棉线或晴纶线,将一根或多根棉线或晴纶线一端同时垂直穿过药箱,当棉线或晴纶线表面上粘有药层并从药箱出来后、再将表面具有药层的棉线或晴纶线穿过转速为400-600转/分钟的分纱绕线架,利用能随分纱绕线架旋转的包扎线呈螺旋状缠绕包紧在药层表面上制成半成品引线,
5、3、将从分纱绕线架中垂直向下出来的半成品引线经转向后变成水平状,再将水平状的半成品引线依次穿过固定在水平同轴且间隔设置并能同步旋转但旋转方向相反的交织锦绕线架上的线管轴,利用随转速为400-600转/分钟的交织绕线架旋转的外包线由内到外交叉将一根或多根半成品引线捆扎包紧制成成品引线后,再从线管轴内伸出,
6、4、将从线管轴内出来的成品引线一端绕过随主动轴转动的绕线轮后,再与固定在从动轴上的引线辊固定相连,启动电机带动主动轴、从动轴和双头螺杆轴同步转动,利用随从动轴连续旋转和套在双头螺杆轴上并能在双头螺杆轴上能左右移动的螺母带动引线辊在从动轴上在连续转动的同时左右移动,从而将成品引线不断地缠绕在引线辊上。
7、本发明由于现有将现有纸包药引线改为棉线上药引线,先用包扎线随分纱绕线架低速旋呈螺旋状将药层包覆在棉线的药层上形成半成品引线,在半成品引线进入交织绕线架的线管轴内时,利用随交织人绕线架旋转的交织线分正反交错旋转,将多根半成品引线捆扎包紧形成成品引线 ,由于包扎线随分纱绕线架低速旋呈螺旋状能将药层紧实地包覆在棉线上形成半成品引线,以及交织线能将半成品引线紧紧地捆紧成一体,因而半烘干过程中成品引线中少量水分受热不会使包覆的成品引纸产生膨胀散包,也不会开裂漏药。因而本发明所述的成品引线可以采用低速旋转进行制引。当采用低速电机旋转点制引时,制引机械故障少,维修工作量小,因而能提高生产效率,降低生产成本;二由于电机转速低,不会产生静电,不会发生静电带来的安全事故。再是没有静电影响,制引区域与引线绕制区域不需要安全隔开,引线在两区域之间用直接相连,两区域装置能形成一体化,两区域不需要通过人工转运或用输送带长距离输送,节省了厂房面积,降低了制造成本费用;本发明所述方法引线缠绕时,引线辊在螺母的驱动下在从动轴上左右水平移动,引线在水平方向上保持位置如终不变而在径向绕过引线轮后从左边至右,再右互左循环地缠绕要引线辊上,从而使引线在缠绕时不会生发生左右摆动而导致脱料和折断,提高了制引效质量和制引效率。
8、本发明利用现有plc编程技术和变频技术,实现一机多个绕线组联动制引,节省了电能,减少了人工工时费用。
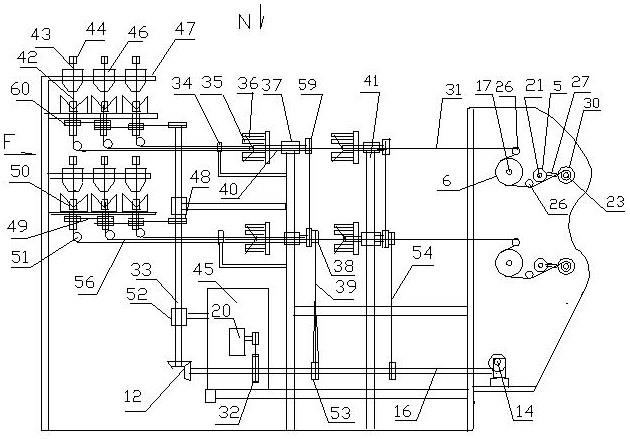
9、本发明所述花炮无纸引线制造一体机,它包括半成品引线制作机构、成品引线制作机构、成品引线绕线机构和驱动各机构同步工作的传动机构,所述半成品引线制作机构包括固定在机架的至少一组半成品引线制作装置,每组半成品引线制作装置包括在水平面上从左互右依次间隔排列的至少一只分纱绕线架、相对位于分纱绕线架上方的药箱和能转动的棉线辊,所述分纱绕线架旋转能将包扎线绕缠在从药箱中出来粘有药层的棉线上,所述棉线辊上的棉线在线转向轮作用下垂直进入药箱涂上硝药层后进入分纱绕线架内并随分纱绕线架旋转的包扎线缠绕包覆为半成品引线;所述成品引线制作机构包括至少一组、每组水平间隔设置有两只同轴线同步旋转且方向相反的交织绕线架,所述半成品引线进入交织引线架中的线管轴内,所述半成品引线被旋转的交织绕线架中的交织线交错包覆后制成成品引线;所述成品引线绕线机构包括绕线轮、双头螺杆轴、设在双头螺杆轴上能左右移动的螺母,所述螺母能带动设置在从动轴并与螺母同步左右移动将成品引线按序缠绕在旋转的引线辊上;所述驱动各机构同步工作的传动机构包括驱动主动轴的主动链轮,用主动链条相连的主动链轮和传动链轮,由主动轴带动的主动皮带轮和从动皮带轮,驱动分纱绕线架旋转的立杆轴和附加皮带轮以及驱动交织绕线架旋转的皮带轮ⅱ。
10、在本发明的机架上自上而下间隔设置有两组成品引线绕制辊机构(也可是一组或其它多组),每组成品引线绕线机构包括水平方向平行间隔设置的主动轴17、双头螺杆轴21和从动轴23,所述主动轴两端活动固定在右端板1和左端板10上,主动轴右端上设置有主动皮带轮3、中间设置有绕线轮6,所述绕线轮上部和下部分别设置有固定在机架上的导引轮26,主动轴左端上设置有主动链轮8;所述双头螺杆轴两端活动设置在左端板和右端板上,双头螺杆轴右端上设置有从动链轮2、双头螺杆轴的两半轴上具有左旋和右旋螺纹,双头螺杆轴上活动配装有螺母5,双头螺杆轴左端上设置有主动链轮8;所述从动轴右端活动设置在右端板上,从动轴左端呈悬臂状,从动轴上活动设置有推动板30,推动板通过连接板27与螺母固定相连,推动板通过连接销28与活动设置在两根从动轴上的并可随人动轴旋转的引线辊7一端相连。
11、所述主动链条24跨接在二根主动轴左端上的主动链轮8和传动轴14左端的传动链轮13上,主动链条上还设置有主动链条张紧轮ⅰ9和主动链条张紧轮ⅱ25,从动链条上设置有从动链条张紧轮19,在从动轴下方设置有活动固定在右端板上的传动皮带张紧轮22,传动皮带4跨接在主动皮带轮3、从动皮带轮29和传动皮带张紧轮22上。
12、本发明的工作过程是:来自棉线辊盘上的三根(也可是一根或其它多根)水平状间隔的棉线43(或晴纶线)经线转向轮44成垂直状进入药箱中,棉线(直径为1-1.5毫米,一般是1-1.2毫米)向下移动中其表面的毛绒粘上一层湿润的硝药形成上药引线42,上药引线进入旋转的分纱绕线架上的线管轴内后,被随同分纱绕线架低速转速(一般为400-600转/分钟)旋转带动的粗细为0.2-03毫米的包扎线(由另外未说明的现有技术中已有的包扎线线辊装置输入)将上药引线上的硝药层57(含高氯酸钾、银粉、木炭粉等原料制成的火药)呈螺旋状包覆后形成半成品引线 56从分纱绕线架输出并经半成品引线转向轮变向为水平状,通过导线圈34进入交织绕线架上的线管轴内并被低速旋转(转速一般为400-600转/分钟)的交织引线架上的交织线(粗细0.2-0.3毫米)呈正45度旋转包覆,包覆后的上药引线再进入另一个与前一个旋转方向相反的交织绕线架上的线管轴内并被旋转的交织引线架上的交织线(由另外未说明的现有技术已有的交织线线辊装置输入)负45度旋转形成的交织层58包覆制为成品引线31,成品引线通过导引轮26进入绕线轮后与活动设置在从动轴上的引线辊相连并缠绕在引线辊7上,当双头螺杆轴与主动轴旋转工作时,双头螺杆轴上的螺母在双头螺杆轴的螺纹段左右移动,从而带动推动板和引线辊在从动轴上左右移动,使引线来回一层一层地绕在引线辊上。当引线绕制的长度达到规定时,计数器发出信号,驱动电机停止工作,松开连接销,取出已绕满引线的引线辊,再套上空的引线辊,启动电机,通过一对皮带轮使驱动轴16旋转,驱动轴旋转通过蜗轮蜗杆15带动传动轴旋转,传动轴旋转并通过主动链条和从动链条带动主动轴、螺杆轴和从动轴旋转,从而进行下一次引线辊的绕线工作。
13、本发明与现有技术相比具有以下特点
14、由于本发明将现有在纸质上药,通过纸折叠纸后再通过用交织线高速旋转呈螺旋状将药层包紧,改为棉线或晴纶线上药,并先用包扎线随分纱绕线架低速旋转将药层呈螺旋状包形成半成品引线后,半成品引线再进入交织绕线架的线管轴内前用交织线分正反两次交错将多根半成品引线包紧形成成品引线 ,由于半成品引线采用低速旋转,因而机械故障少,增加了维修工作量,占用了生产时间,的提高了生产效率,降低了生产成本;二电机转速低,不会产生静电或静电很小,不会发生静电带来的安全事故。
15、再是没有静电影响,制引区域与引线绕制区域不需要安全隔开,引线在两区域之间用直接相连,两区域装置能形成一体化,两区域不需要通过人工转运或用输送带长距离输送,节省了厂房面积,降低了制造成本费用;本发明结构紧凑,占地面积小,耐用性和安全性强,本发明多组联动制引,形成多芯制引,制引效率高,
16、10、本发明的引线绕缠方式,利用在双头螺杆带动能双头螺母左右移动,使与双头螺母相连的推动板带动活动配装在同轴上的引线辊同步左右移动,使引线缠绕时在水平方向上保持位置不变而绕在左右移动的引线辊上,引线在缠绕时不会生发生左右摆动而导致脱料和折断,提高了制引效质量和制引效率,
17、11、利用现有plc编程技术和变频技术,实现一机多个绕线组联动制引,节省了电能,减少了人工工时费用。
18、本发明既适用于小型引线作业,也适用于大批量规模化制引生产,也可单机 生产,根据需要,也可组合成多机(两排两层以上的多排多层)生产,适用无纸引线 制引,也适应有纸引线制引,适应性强,变频操作方便,工作稳定性好,工作噪音小,动力消耗低。
- 还没有人留言评论。精彩留言会获得点赞!