烘焙用食用氢化油包埋有机酸类防腐剂生产设备及其生产工艺、产品的制作方法
1.本发明涉及食品添加剂及其生产加工装备技术领域,具体涉及一种烘焙用食用氢化油包埋有机酸类防腐剂生产设备及其生产工艺、产品。
背景技术:
2.烘焙食品一般是指以鸡蛋、面粉、糖、油脂、盐和水为原料,利用酵母菌、乳酸菌发酵并添加乳化剂、防腐剂,经一系列复杂的工艺手段制备得到的方便食品。烘焙食品可分为面包、蛋糕和饼干三大类,其中面包占据烘焙食品约三分之二的市场份额。随着社会经济的发展,烘焙食品市场呈现持续增长态势,可选择的产品类型日益丰富。由于烘焙食品涉及的产品链较长,作为决定烘焙产品品质的添加剂需求量也会显著增加。
3.巨大消费量需要配套相应的食品安全管理。由于产品质量受到多种复杂因素的影响,我国烘焙食品相关法律、规定也在不断完善,科研与生产经营单位在产品设计与生产过程中都必须关注并严格控制添加剂的使用。以防腐剂为例,在烘焙食品生产配料表中通常都能见到丙酸钙防腐剂的身影,这是因为丙酸盐对酵母菌基本无抑制作用(即不影响烘焙食品生产过程的前期醒发),对常见的易引起烘焙食品变质的大多数腐败菌有较好的抵抗性或抑制效果,并且在ph≦5时效果更加显著。然而大多数烘焙产品发酵后期会加入膨松剂,在改善制品状态的同时还能中和酸味达到ph≈6的接近中性环境,如此一来丙酸盐的抑菌效果会明显下降。为了保持产品风味进一步延长保质期,往往还需要在完成发酵后、开始焙烤前再次加入单一或复合防腐剂(如脱氢醋酸钠、山梨酸、山梨酸钾、富马酸或这类有机酸的混合物等),从而保证产品达到目标保质期限。这样一来不仅增加了操作程序,还存在可能造成二次污染以及影响产品塑形的风险。
4.由于脱氢醋酸钠、山梨酸、山梨酸钾、富马酸等有机防腐剂的较低浓度单品或一定比例混合物都对酵母菌有明显的抑制效果,因此这些防腐剂均不宜在发酵前的配料工段直接添加。理想的解决方法是先用不易溶于水的物质对上述防腐剂进行包埋,然后与丙酸盐等在生产配料时同时添加,该方案不但防腐效果优于二次添加,而且也能保证产品塑形达到最佳效果。目前已经有很多涉及防腐剂包埋技术的文献,例如中国专利cn101228962a、cn101897461a、cn106387849a等。
5.总体来看这些专利方案的理论探索意义较明显,例如cn101228962a将目标产品定义为“微胶囊化”产品,而真正“微胶囊化”是有原则和标准的。通常微胶囊化产品的形状取决于原料和制备方法,粒径大小一般控制在5-200μm范围之内。要满足这些基本原则,必须使用专门的喷雾造粒设备,然而这些设备相对于其他类别的造粒设备而言,普遍存在同等产量规模下装备投资巨大、生产运行控制难度较大等共性问题。对于只需实现油脂对有机酸防腐剂的全包埋处理,并且颗粒粒径在150-850μm就能满足使用要求,同时产品附加值相对较低的油脂包埋有机酸防腐剂产品,微胶囊化客观上存在装备投资性价比低且难以操控等问题。
6.此外cn101228962a、cn101897461a介绍了油脂包埋有机酸防腐剂的生产工艺,cn 106387849 a介绍了油脂包埋膨松剂的生产方法。这些方案基本都采用了原料在专用混合罐中加热、搅拌熔融,进而为包埋做前期准备的常规工艺。然而作为包材的食用氢化油(熔点58-75℃)与作为芯材的有机酸防腐剂,如脱氢醋酸(熔点108-111℃)、脱氢醋酸钠(熔点295℃)、山梨酸(熔点132-135℃)、山梨酸钾(熔点270℃)、富马酸(熔点298-300℃)等,几乎完全不互溶并且熔点相差较大,很难实现较好的包埋效果。值得注意的是,上述专利技术在生产造粒和成型时都采用了低温空气冷却的方式,不但需要配套专门的制冷装置而且需要增加以电能为代表的能源消耗,在成品包装前又需要花费大量时间使产品回复常温(增加了工段)避免回潮和生物感染,这些操作都对环境湿度和生物洁净度带来了极其严苛的考验。
技术实现要素:
7.本发明的目的之一在于提供一套烘焙用食用氢化油包埋有机酸类防腐剂的生产设备组合,该设备组合包括原料混合机、简化型内热回转滚筒干燥机、振动流化床干燥机、滚筒筛、气流输送机、摇摆造粒机、成品混合机以及包装机。其中所述原料混合机的出料口与简化型内热回转滚筒干燥机的进料口相连,所述简化型内热回转滚筒干燥机的出料口与振动流化床干燥机的进料口相连,所述振动流化床干燥机的出料口与滚筒筛的进料口相连;所述滚筒筛的出料口通过气流输送机与成品混合机的进料口相连,滚筒筛的粗料排料口通过摇摆造粒机将物料破碎后回送至简化型内热回转滚筒干燥机的进料口,同新进物料一起进行熔融包埋;所述成品混合机的出料口与包装机的进料口相连。
8.进一步的,所述原料混合机包括两台并列的一维混合机以及一个三通出料斗。三通出料斗的三个物料进出口分别与两个一维混合机的出料口以及简化型内热回转滚筒干燥机的进料口相连。两台并列的一维混合机都是小容量混合机(相对于成品混合机而言),主要用于交替进料以及原料混合,用以保证规模化连续生产。
9.进一步的,所述简化型内热回转滚筒干燥机具有夹层结构,包括内层的筒体内壁、中间的热水加热夹套以及外层的保温层;所述热水加热夹套分别与筒体两端的热水进口、热水出口相连,用于输入设定温度的循环水对筒体进行加热或者冷却;所述筒体内壁分别与筒体两端的进料口、出料口相连。
10.进一步的,在筒体两端均设置有十字形热水导管,热水进口、热水出口均通过热水导管的十字交叉点与热水加热夹套相连通。十字形热水导管能够高效、快速的将循环水输送至热水加热夹套中,保证筒体内部受热均匀、温度一致。
11.更进一步的,所述简化型内热回转滚筒干燥机还包括筒体齿轮、回转螺叶、排气口;所述筒体齿轮设置在简化型内热回转滚筒干燥机外表面,并且与齿轮传动机构(齿轮+电机)相连由其带动旋转;所述回转螺叶同轴设置在筒体内壁并能随筒体转动,从而将物料向前输送或回转;所述排气口与筒体内壁相连通,用于生产时的排气。
12.进一步的,所述回转螺叶由靠近筒体进料口的间断式回转螺叶和靠近筒体出料口的连续回转螺叶组成,其中间断式回转螺叶的长度相当于筒体长度的2/3-4/5。
13.进一步的,所述简化型内热回转滚筒干燥机还包括分布在筒体两侧的托轮。托轮的作用在于为筒体提供足够的支撑,使其转动时更加稳定。
14.本发明的目的之二在于提供一种利用上述设备组合生产烘焙用食用氢化油包埋有机酸类防腐剂的方法,该方法包括以下步骤:(a)首先将原料破碎、筛分,得到特定粒径的原料颗粒;(b)将步骤(a)得到的原料颗粒输送进原料混合机进行混合;(c)混合好的原料输送进简化型内热回转滚筒干燥机进行熔融涂布,得到液固临界态混合物;(d)将步骤(c)所述液固临界态混合物输入振动流化床干燥机,固化后得到颗粒物料;(e)将颗粒物料输送至滚筒筛进行筛分,合格的颗粒产品被气流输送机输送至成品混合机中均质,然后进入包装机包装,不合格的大颗粒物料进入摇摆造粒机破碎,然后再次输送回简化型内热回转滚筒干燥机中熔融涂布。
15.进一步的,步骤(a)所述原料包括食用氢化油、蒸馏单或双甘油酯、有机酸类防腐剂,所述食用氢化油具体为熔点58℃的氢化棕榈油或熔点65-75℃的氢化葵花籽油,所述有机酸类防腐剂具体为脱氢醋酸、脱氢醋酸钠、山梨酸、山梨酸钾、富马酸或山梨酸与富马酸的混合物(混合质量比1:2-3)。投料时有机酸类防腐剂的用量相当于全部原料质量的70%-90%,蒸馏单或双甘油酯的投料量相当于食用氢化油、蒸馏单或双甘油酯投料量总和的1%-5%。
16.更进一步的,步骤(a)中利用摇摆造粒机将原料破碎然后筛分出合格的颗粒备用,其中蒸馏单或双甘油酯的颗粒或粉体细度≧40目,有机酸类防腐剂的颗粒或粉体细度在40-100目,》100目的物料收集好返回原料仓库。
17.进一步的,步骤(b)中的进料方式如下:停机状态下将食用氢化油加入到原料混合机中,再加入蒸馏单或双甘油酯并开机进行混合,停机后再加入有机酸类防腐剂,再次开机混合至预定时间;或者停机状态下同时将食用氢化油、蒸馏单或双甘油酯加入到原料混合机中,开机进行混合,停机后加入有机酸类防腐剂,再次开机混合至预定时间。
18.进一步的,步骤(c)中简化型内热回转滚筒干燥机的循环热水进水温度高于选定的食用氢化油熔点20
±
5℃,循环热水出水温度高于选定的食用氢化油熔点15
±
5℃;简化型内热回转滚筒干燥机的进料温度为常温,出料温度高于选定的食用氢化油熔点10
±
2℃。通过严格控制简化型内热回转滚筒干燥机的进出料温度,使得进入筒内的食用氢化油与蒸馏单或双甘油酯完全熔融,而有机酸类防腐剂仍处于固体状态,这样一来有利于完全熔化的食用氢化油与蒸馏单或双甘油酯浸润涂布到目标有机酸类防腐剂表面,形成液固临界态混合物进入振动流化床干燥机中冷却固化。
19.进一步的,步骤(d)中振动流化床干燥机的气流温度为室温,物料输出温度低于选定的食用氢化油熔点20-40℃。
20.本发明的目的之三在于提供一种利用上述设备按照上述方法生产得到的烘焙用食用氢化油包埋有机酸类防腐剂。
21.与现有技术相比,本发明的有益效果体现在以下几个方面:(1)成功研发了一整套烘焙用食用氢化油包埋有机酸类防腐剂的工业化生产设备组合,制定了具体且可操作性强的生产工艺,能够大批量、稳定、低成本的为客户提供食用氢化油包埋防腐剂产品;(2)摒弃了适用于高附加值产品生产应用的喷雾包埋造粒方式,转而研发了一种简化型内热回转滚筒干燥机,利用其加热油脂对有机酸防腐剂颗粒直接进行熔融包埋,与喷雾包埋法相比,本发明方法在同等产量规模下的整套设备投资更小,且更易于操作和规模生产;(3)本发明采用了常温空气冷却包埋,相对于通常采用的强制制冷空气低温冷却包埋成型方式,节能降
耗显著且产品包埋效果优异。
附图说明
22.图1为本发明工艺流程图;
23.图2为本发明设备连接关系图;
24.图3为简化型内热回转滚筒干燥机轴向剖面图;
25.图4为简化型内热回转滚筒干燥机端部截面图。
26.其中1-热水进口,2-进料口,3-机架,4-保温层,5-热水加热夹套,6-筒体齿轮,7-间断回转螺叶,8-连续回转螺叶,9-排气口,10-热水出口,11-进热水导管,12-筒体内壁,13-出热水导管,14-出料口,15-托轮,16-齿轮转动机构,17-热水导管,18-回转螺叶。
具体实施方式
27.为使本领域普通技术人员充分理解本发明的技术方案和有益效果,以下结合具体实施例及附图进行进一步说明。
28.本发明烘焙用食用氢化油包埋有机酸类防腐剂的工业化生产工艺及相关设备组合的结构分别如图1、2-4所述。涉及到的生产设备主要有原料混合机(两台,并列设置)、简化型内热回转滚筒干燥机(一台)、振动流化床干燥机(一台)、滚筒筛(一台)、气流输送机(若干台)、摇摆造粒机(若干台)、成品混合机(一台)以及包装机(一台)。
29.其中简化型内热回转滚筒干燥机为核心关键设备,其外观为卧式的大型圆筒。筒体为夹层结构,夹层中可以通入高于选定牌号食用氢化油熔点20
±
5℃的热水,用于筒体内壁及物料的加热。筒体内壁为满足食品生产要求的不锈钢材质,夹层外壁材质为可以与内壁焊接的不锈钢或碳钢,筒体外层为保温材料。在筒体内壁上焊接有与工作容量匹配的回旋螺叶,其中前2/3至4/5筒体长度上的回转螺叶间断布置,后1/3至1/5筒体长度上的回转螺叶连续布置。在简化型内热回转滚筒干燥机底部及两侧分别设置有齿轮转动机构、托轮,分别用于驱动筒体转动(带动回转螺叶转动)及支撑筒体。物料从进料口进入筒体内壁,在回旋螺叶的作用下向出料口方向输送,从出料口排出进入下一个设备和工序。循环热水从筒体端部一侧的热水进口及十字形热水导管进入热水加热夹套,从另一端的十字形热水导管及热水出口排出。
30.利用上述设备生产烘焙用食用氢化油包埋有机酸类防腐剂的工艺流程如下:
31.a.进料
32.以不超过一维原料混合机(a或b)单台有效容积的三分之一为一次进料总量,按照产物组成计算出食用氢化油、蒸馏单或双甘油酯、有机酸防腐剂的一次进料量准确备料。
33.向一维原料混合机(a)中输入准确称量的食用氢化油,再输入准确称量的蒸馏单或双甘油酯(也可同时输入),接着启动一维原料混合机(a)倒转混合至经验证的混匀时间,然后正转至其中的食用氢化油与蒸馏单或双甘油酯混合物刚达到临界输出状态,即刻停机并将一维原料混合机(a)调整到可继续进料的状态。随后将准确称量的有机酸防腐剂一次性输入一维原料混合机(a)中,再次启动一维混合机(a)倒转混合至经验证混匀的时间。
34.在此期间提前启动简化型内热回转滚筒干燥机,使其滚筒预热达到进料温度。将一维原料混合机(a)调整到正转并控制适当转速,以与系统装置匹配的输出量将混合物料
持续输入预热好的简化型内热回转滚筒干燥机中。采用一维原料混合机(b)和一维原料混合机(a)交替进料,实现连续生产。
35.原料中的食用氢化油可选用熔点约58℃的氢化棕榈油或熔点为65-75℃的氢化葵花籽油等。有机酸类防腐剂可选用脱氢醋酸、脱氢醋酸钠、山梨酸、山梨酸钾、富马酸或者山梨酸与富马酸的混合物(山梨酸/富马酸=1:2-1:3)等。原料使用前分别经摇摆造粒机破碎后进行筛分,要求食用氢化油、蒸馏单或双甘油酯破碎到≧40目,有机酸类防腐剂破碎到40-100目,》100目的物料收集后返回原料仓库备用或留作它用。
36.b.熔融涂布包埋
37.系统启动状态下,保持简化型内热回转滚筒干燥机的滚筒转动,同时开启为筒体加热的循环热水,循环热水的进水温度高于选定牌号食用氢化油熔点20
±
5℃,出水温度高于选定牌号食用氢化油熔点15
±
5℃,达标后开始进料。协调一维原料混合机(a)或一维原料混合机(b)的输出量与简化型内热回转滚筒干燥机的滚筒输出量匹配,控制简化型内热回转滚筒干燥机持续输出的物料温度高于选定牌号食用氢化油熔点10
±
2℃℃,使完全熔化的食用氢化油与蒸馏单或双甘油酯完全浸润涂布到有机酸防腐剂表面,形成液固临界态可塑混合物料进入启动并平稳运转的振动流化床干燥机。
38.c.振动分散固化
39.控制并调整由振动流化床干燥机的流化床底部进入并且穿过流化床后从其上部抽出的经低、中、高效三级过滤的常温空气引风量,使得持续输入振动流化床干燥机的液固临界态可塑混合物料在流化床上逐步形成并保持上下浮动且向出口方向移动的流化状态。协调振动流化床干燥机的振动强度与进出风量,维持从振动流化床干燥机均匀、连续输出的物料为温度低于对应牌号食用氢化油熔点20-40℃的细匀松散颗粒。
40.d.滚筒筛筛分
41.由振动流化床干燥机输出的细匀松散颗粒进入滚筒筛筛分,大量透过选定筛网的颗粒及颗粒状粉末持续输入一维成品混合机,少量未透过选定筛网的较大颗粒连续输入摇摆造粒机。大颗粒被破碎后同步回输到简化型内热回转滚筒干燥机的进料口,与新进原料在简化型内热回转滚筒干燥机的滚筒内继续混合,并再次实现浸润包埋后输入振动流化床干燥机。
42.e.混合匀质
43.一维成品混合机进料结束后封闭进料口,接着开机启动混合程序,依实现均匀混合的验证程序使输入的物料混合均匀。
44.f.产品包装
45.使用合适规格的食品级聚乙烯塑料薄膜袋做内袋,满足客户需求的纸箱、纸桶或纸塑复合袋做外包装,将一维成品混合机中完成匀质的食用氢化油包埋有机酸防腐剂产品按批次进行包装。
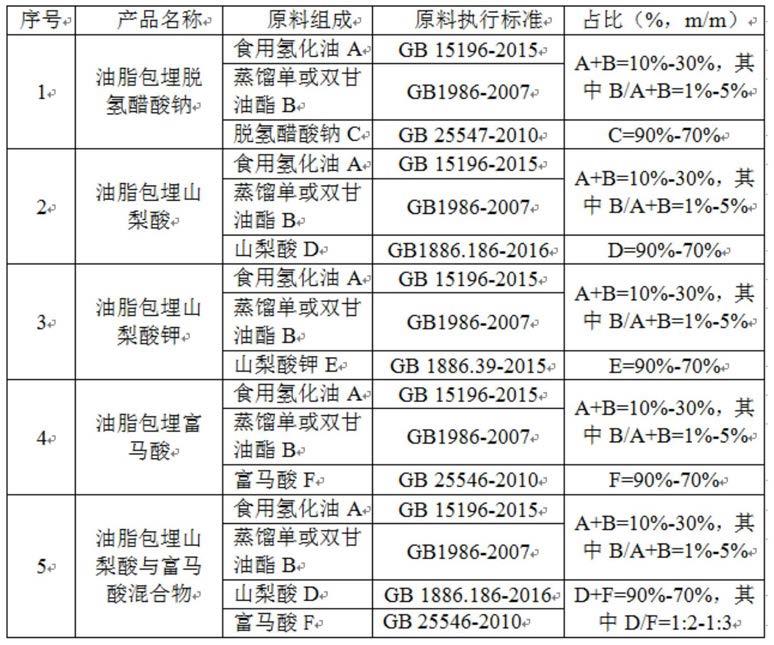
46.参照上述工艺流程和设备,采用以下原料配比统计了5个批次制备的食用氢化油包埋有机酸防腐剂产品的生产案例。
47.表1各批次原料参数表
[0048][0049]
对制得的5批次产品随机抽样进行了检测,结果如下表2所示。
[0050]
表2各批次产品检测结果表
[0051]
[0052]
由以上列举的五个较具代表性的实施例可以看出,本发明提供的设备组合、生产工艺及相关产品具有以下显著优势:一是单元设备制作简单且系列设备配置简洁、合理,有利于形成规模化生产,投资效益优势突出;二是易于生产操作,产品质量可靠、生产效率高;三是一次成品收率(90%-94.8%)与总收率(99%-99.6%)都较高,经济性好。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1