显示模组背光源的支撑件及其制作方法、显示模组与流程
1.本公开涉及显示技术领域,特别涉及一种显示模组背光源的支撑件及其制作方法、显示模组。
背景技术:
2.对于以液晶显示模组来说,液晶层无法主动发光,需要背光源照射液晶层实现光线的发出,对于显示模组来说其通常配置有背光胶铁作为背光源的支撑件使用,并且在支撑件远离背光源的一面设置有标记(mark)线,用以实现显示模组与柔性电路板(fpc)之间的模组对位。
3.目前,mark线的制作方式采用激光镭射,但镭射的程度很难控制,如图1所示。在镭射过程中mark线经常出现深浅不一致情况,mark线镭射过浅易导致电荷耦合设备(ccd)在识别mark线时失败,导致对位不准影响模组组装,若mark线镭射过深则易导致胶铁背面凸起顶住胶铁另一侧的膜材,造成模组褶皱,影响显示模组最终的显示效果。
技术实现要素:
4.本公开实施例的目的在于提供一种显示模组背光源的支撑件及其制作方法、显示模组,用以解决现有技术中背光源支撑件上标记线制作工艺不稳定造成的模组对位不准确或影响模组显示效果的问题。
5.本公开的实施例采用如下技术方案:一种显示模组背光源的支撑件,所述支撑件的第一面包括非标记区和至少一个标记区;其中,所述非标记区涂覆有石墨烯油墨。
6.在一些实施例中,所述标记区为具有第一预设宽度的线型区域。
7.在一些实施例中,所述第一预设宽度在0.25毫米至0.35毫米之间。
8.在一些实施例中,所述支撑件的第二面与背光源贴合,所述背光源设置在所述支撑件的第一端部内,所述第二面为所述支撑件上与所述第一面相对的面;所述支撑件的所述第一面还包括避空区,所述避空区设置在所述第二端部内,用以释放所述石墨烯油墨烘干后产生的应力,所述第二端部为所述支撑件远离所述第一端部的一端;所述第一端部和所述第二端部之间具有定位部,所述标记区设置在所述定位部内。
9.在一些实施例中,所述非标记区的外周边缘与所述支撑件的外周边缘之间的间距为第二预设宽度。
10.在一些实施例中,所述第二预设宽度在4毫米至6毫米之间。
11.在一些实施例中,所述石墨烯油墨由10%的石墨烯、25%的树脂以及65%的助剂与溶剂调和而成。
12.本实施例还提供了一种显示模组,至少包括:背光源;如上述的支撑件,其中,所述背光源与所述支撑件的第二面贴合。
13.本实施例还提供了一种显示模组背光源的支撑件的制作方法,包括:在丝印钢网上制作非标记区和标记区对应形状;将所述丝印钢网与支撑件第一面相对放置,利用刮刀
将石墨烯油墨印制在所述第一面上,形成所述非标记区和所述标记区;将所述支撑件进行烘烤固化;在烘烤固化后的所述支撑件冷却后,对所述支撑件进行冲压成型。
14.在一些实施例中,所述支撑件的烘烤温度为100摄氏度,固化时间为8秒。
15.本公开实施例的有益效果在于:通过在支撑件的非标记区表面涂覆石墨烯油墨,使未涂覆石墨烯油墨的区域形成标记区,进而在进行模组对位时基于标记区位置即可实现定位,无需进行激光镭射操作,避免了mark线镭射操作复杂而导致的不良现象产生,同时有效提升了支撑件的散热效率。
附图说明
16.为了更清楚地说明本公开实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本公开中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
17.图1为现有技术中激光镭射工艺示意图;
18.图2为本公开第一实施例中支撑件第一面的示意图;
19.图3为本公开第一实施例中支撑件第一面的另一种示意图;
20.图4为本公开第三实施例中显示模组背光源的支撑件的制作方法的流程图;
21.图5为本公开第三实施例中丝印成型工艺示意图。
具体实施方式
22.此处参考附图描述本公开的各种方案以及特征。
23.应理解的是,可以对此处申请的实施例做出各种修改。因此,上述说明书不应该视为限制,而仅是作为实施例的范例。本领域的技术人员将想到在本公开的范围和精神内的其他修改。
24.包含在说明书中并构成说明书的一部分的附图示出了本公开的实施例,并且与上面给出的对本公开的大致描述以及下面给出的对实施例的详细描述一起用于解释本公开的原理。
25.通过下面参照附图对给定为非限制性实例的实施例的优选形式的描述,本公开的这些和其它特性将会变得显而易见。
26.还应当理解,尽管已经参照一些具体实例对本公开进行了描述,但本领域技术人员能够确定地实现本公开的很多其它等效形式,它们具有如权利要求的特征并因此都位于借此所限定的保护范围内。
27.当结合附图时,鉴于以下详细说明,本公开的上述和其他方面、特征和优势将变得更为显而易见。
28.此后参照附图描述本公开的具体实施例;然而,应当理解,所申请的实施例仅仅是本公开的实例,其可采用多种方式实施。熟知和/或重复的功能和结构并未详细描述以避免不必要或多余的细节使得本公开模糊不清。因此,本文所申请的具体的结构性和功能性细节并非意在限定,而是仅仅作为权利要求的基础和代表性基础用于教导本领域技术人员以实质上任意合适的详细结构多样地使用本公开。
29.本说明书可使用词组“在一种实施例中”、“在另一个实施例中”、“在又一实施例中”或“在其他实施例中”,其均可指代根据本公开的相同或不同实施例中的一个或多个。
30.对于以液晶显示模组来说,液晶层无法主动发光,需要背光源照射液晶层实现光线的发出,对于显示模组来说其通常配置有背光胶铁作为背光源的支撑件使用,并且在支撑件远离背光源的一面设置有mark线,供ccd设备识别mark线位置,以实现显示模组与fpc之间的模组对位。
31.目前,mark线的制作方式采用激光镭射,但镭射的程度很难控制,如图1所示。在镭射过程中mark线经常出现深浅不一致情况,mark线镭射过浅易导致ccd设备在识别mark线时失败,导致对位不准影响模组组装,若mark线镭射过深则易导致胶铁背面凸起顶住胶铁另一侧的膜材,造成模组褶皱,影响显示模组最终的显示效果。
32.为了解决上述问题,本公开第一实施例提供了一种显示模组背光源的支撑件,该支撑件的尺寸与显示模组尺寸接近,具体形状也根据显示模组形状和其实际安装需求进行调整,本实施例不进行限制。本实施例所提供的支撑件包括相对设置的第一面和第二面,其中,第二面用于与背光源贴合,第一面则分为非标记区10和至少一个标记区20,如图2所示,在非标记区10的表面涂覆有石墨烯油墨,而标记区20表面未进行石墨烯油墨的涂覆,即未涂覆石墨烯油墨的位置形成了标记区20,使标记区20表面其呈现支撑件本身的颜色,与黑色的非标记区10具有明显的差别。在ccd进行识别时,与石墨烯油墨具有明显差别的标记区即可起到mark线的作用,为后续模组对位进行准确的定位。
33.如图2所示,标记区20的形状可限定为具有第一预设宽度的线型区域,使其在形状上与mark线的形状更接近,更便于ccd直接识别。具体地,标记区20所呈现的形状具体为直线、折线或者曲线等均可以根据实际需求进行制作,每个标记区20的线型区域长度可以进行调整。如图2中包括四个标记区20,其中,图2中左侧两个标记区20均为直线型,并且上方标记区20长度小于下方标记区20长度,右侧两个标记区20均为折线形,便于进行模组对位时边缘的确定。在一些实施例中,标记区20的第一预设宽度可以设置在0.25毫米至0.35毫米之间,若第一预设宽度过窄,未烘干的石墨烯油墨可能会发生流动造成标记区20不成型;若第一预设宽度过宽,虽然可以避免标记区20不成型的问题,但是在后续进行模组对位时,较宽的标记区20不利于ccd设备进行定位,容易降低ccd设备的定位精度,导致模组对位不准确或对位失败,影响显示模组的组装和使用,导致良率下降。
34.应当了解的是,图2中所示出的标记区20的宽度和长度仅为示意,用于突出标记区20的位置和形状,实际制作时所呈现的效果本实施例并未示出。
35.在一些实施例中,支撑件可以被分为三部分,例如位于支撑件两侧端部的第一端部1和第二端部2以及位于第一端部和第二端部之间的定位部3,如图3所示。在实际使用时,显示模组的背光源通常设置在支撑件的第一端部1内(图中未示出),即背光源的设置靠近支撑件的其中一端,标记区20则设置在定位部3内,便于ccd设备在该区域内获取标记区20的位置进行模组对位操作。在实际制作支撑件时,在支撑件的第一面上还可以设置一个避空区30,该避空区30设置在第二端部2内,即远离背光源一侧,避空区30的表面也不进行石墨烯油墨的涂覆,主要用于释放石墨烯油墨烘干后内缩而产生的应力,避免油墨内缩导致支撑件形变而影响显示模组的平整度。
36.在一些实施例中,避空区30的尺寸可根据显示模组的实际尺寸进行调整,但应当
保证避空区30的尺寸远大于标记区20的尺寸,避免ccd设备在识别时将避空区30误认为成标记区20;同时较大尺寸的避空区还可以实现较好的应力释放效果,保证支撑件平整度符合要求。需要注意的是,本实施例中所陈述的第一端部、第二端部以及定位部并没有具体的划分或者界限,其只是表示了支撑件上背光源、避空区30、标记区20之间的一种位置关系示意,实际制作时也可根据需求进行调整,本实施例不进行限制。需要注意的是,避空区30的形状可以设置为长方形避空,其尺寸可以为20mm*60mm,并且其外周边缘距离支撑件的边缘距离为30mm,以尽量保证避空区30的设置位置可以有效降低内部应力。
37.在实际进行支撑件制作的过程中,可以在原材料的卷料上同时印制多个支撑件的非标记区10,为了便于印制后支撑件的裁切和后续安装,如图2或图3所示,非标记区10的外周边缘与支撑件的外周边缘之间具有一定间距,该间距为第二预设宽度,在进行裁切时可以在该区域进行裁切。具体设置时,第二预设宽度可以在4毫米至6毫米之间,便于进行裁切和后续的组装操作。
38.应当了解的是,本实施例中使用的石墨烯油墨为一定量的石墨烯和树脂在助剂与溶剂中调和形成的,优选使用10%的石墨烯、25%的树脂以及65%的助剂与溶剂调和而成。在此种配比下调和而成的石墨烯油墨可以形成边界清晰、线宽适中的标记区20,使标记区20可以精确用于模组定位,提升模组组装精度。进一步地,本实施例选用上述配比的石墨烯油墨进行非标记区10的涂覆,可以利用石墨烯油墨良好的散热性能,提升显示模组的散热能力。
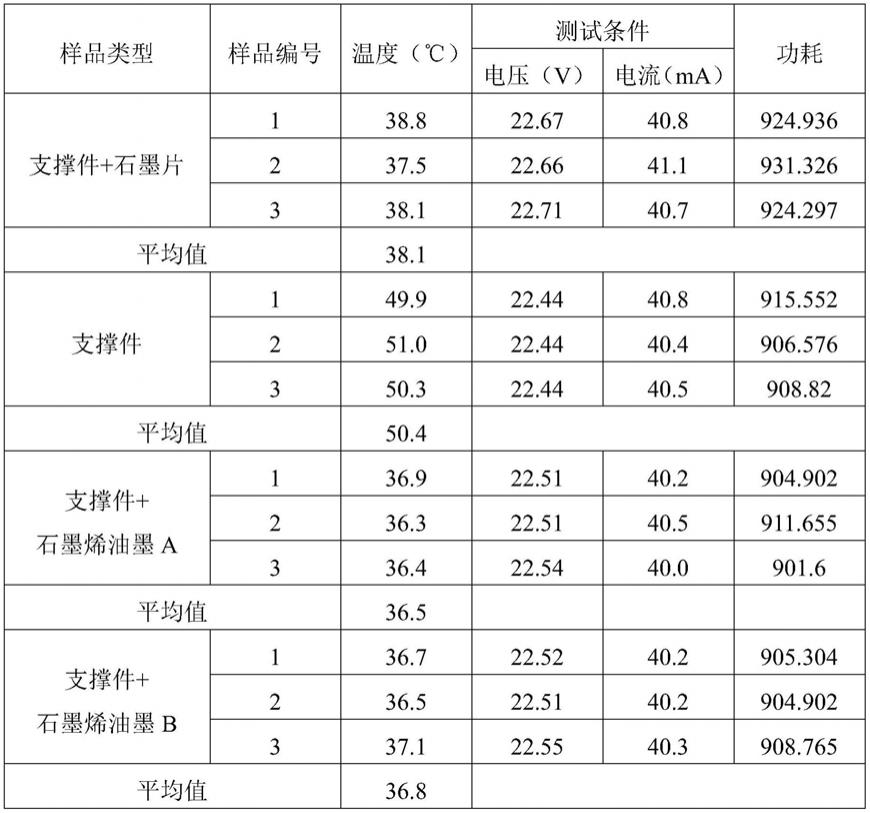
39.具体地,表1示出了通过不同工艺或不同条件下制作的支撑件的散热性能对比。
40.表1
[0041][0042]
基于表1可知,石墨片为当前常用的支撑件散热元件,具有良好的散热性能,但是由于其价格昂贵通常在支撑件上设置的面积较小,无法进行大面积使用。对于未进行任何散热措施的支撑件本身来说,其在基本相同的测试条件下散热效果较差,容易影响显示模组的正常使用。石墨烯油墨a的成分配比为:10%石墨烯、25%树脂以及65%助剂与溶剂,石墨烯油墨b的成分配比为:10%石墨烯、35%树脂以及55%助剂与溶剂,基于测试结果可知,在基本相同的测试条件下石墨烯油墨a明显具有更优秀的散热效果,并且其制作成本更低,可以大面积的涂覆在支撑件表面,实现支撑件良好的散热性能,使显示模组具有更好的环境适应能力。
[0043]
本实施例通过在支撑件的非标记区表面涂覆石墨烯油墨,使未涂覆石墨烯油墨的区域形成标记区,进而在进行模组对位时基于标记区位置即可实现定位,无需进行激光镭射操作,避免了mark线镭射操作复杂而导致的不良现象产生,同时有效提升了支撑件的散热效率。
[0044]
本公开第二实施例提供了一种显示模组,该显示模组为具有背光源的液晶显示模组,该背光源基于本公开第一实施例所提供的的支撑件进行支撑,支撑件的第二面贴合背光源,第一面分为非标记区和至少一个标记区,在支撑件的非标记区表面涂覆石墨烯油墨,使未涂覆石墨烯油墨的区域形成标记区,进而在进行模组对位时基于标记区位置即可实现定位,无需进行激光镭射操作,有效降低了mark线镭射操作复杂而导致的不良现象产生,并
且可有效降低工艺成本,提升支撑件制作效率。
[0045]
本公开的第三实施例提供了一种第一实施例中支撑件的制作方法,其主要使用了丝印成型的工艺,流程图如图4所示,主要包括步骤s10至s40:
[0046]
s10,在丝印钢网上制作非标记区和标记区对应形状;
[0047]
s20,将丝印钢网与支撑件第一面相对放置,利用刮刀将石墨烯油墨印制在第一面上,形成非标记区和标记区;
[0048]
s30,将支撑件进行烘烤固化;
[0049]
s40,在烘烤固化后的支撑件冷却后,对支撑件进行冲压成型。
[0050]
具体地,在进行制作时,首先根据需求进行丝印钢网上形状的制作,在非标记区进行镂空处理,在标记区通过焊锡或其他方式进行填充,在使用刮刀印制石墨烯油墨时,如图5所示,油墨经过镂空区域印制在支撑件的第一面上,而被焊锡填充的部分则未被印制,形成空白的标记区。
[0051]
石墨烯油墨印制在支撑件上之后,需要通过烘干固化定型,使石墨烯油墨层稳定附着在支撑件表面,但是卷材丝印经过整面烘烤后易导致材料局部或整体发生s型变形,导致支撑件翘曲,影响显示模组平整度,因此需要选择合适的烘烤温度和固化时间以尽量降低因烘烤固化导致的支撑件变形。表2示出了在不同烘烤温度和固化时间下的支撑件的变形情况。
[0052]
表2
[0053]
丝印图案烘烤温度(℃)固化时间(s)固化效果变形情况局部1207成型s型变形,翘曲度》3mm整体1207成型s型变形,翘曲度》3mm局部1107.5成型s型变形,翘曲度》2mm整体1107.5成型s型变形,翘曲度》2mm局部1008成型局部翘曲度《0.5mm整体1008成型s型变形,翘曲度》2mm局部908.5不成型局部翘曲度》2mm整体908.5不成型s型变形,翘曲度》2mm局部809不成型局部翘曲度》2mm整体809不成型s型变形,翘曲度》2mm
[0054]
基于表2可知,可限定烘烤温度为100摄氏度,固化时间为8秒,此时可保证固化效果良好,同时支撑件的翘曲度小于0.5mm,满足支撑件整体平整度需求。在此基础上,对冷却后的支撑件进行冲压成型,实现对支撑件的进一步平整处理,之后根据需求进行裁切,得到独立支撑件进行模组内其他组件的安装。
[0055]
本实施例通过丝印成型的工艺在支撑件的非标记区表面涂覆石墨烯油墨,使未涂覆石墨烯油墨的区域形成标记区,进而在进行模组对位时基于标记区位置即可实现定位,无需进行激光镭射操作,避免了mark线镭射操作复杂而导致的不良现象产生,同时有效提升了支撑件的散热效率。
[0056]
以上对本公开多个实施例进行了详细说明,但本公开不限于这些具体的实施例,本领域技术人员在本公开构思的基础上,能够做出多种变型和修改实施例,这些变型和修
改都应落入本公开所要求保护的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1