加工方法及加工装置与流程
1.本发明涉及加工方法及加工装置。
背景技术:
2.目前,作为针对齿轮的精加工,例如已知有珩磨加工。在这些加工中,使成为加工对象的被加工物和磨石用齿轮在相互啮合的状态下旋转,进行精加工。
3.例如,在专利文献1中记载了进行珩磨加工的齿轮加工装置。在该装置中,将作为被加工物的工件通过利用由主轴台和尾座构成的工件支承单元从轴向的两端夹持来支承,使配置于两夹具之间的具有内齿轮状的工具的环状的工具支承单元与工件啮合。然后,在该状态下,使工具支承单元的工具旋转,由此,使工件与工具联动旋转,进行工件的加工。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2003-25149号公报
技术实现要素:
7.发明所要解决的问题
8.然而,在上述的加工中,由于工具及工件进行旋转,因此,在它们相对于旋转轴偏心的情况下,产生旋转的不平衡。其结果,产生在加工时不能忽视的振动,加工精度有可能降低。对于这种旋转的不平衡,进行了各种提案,但仍然存在改良的余地。此外,这种问题是不仅齿轮的加工,而且例如在一边使圆筒体的旋转对称体等旋转一边进行加工的加工方法中普遍产生的问题。
9.本发明是为了解决上述问题而开发的,其目的在于,提供一种能够抑制加工时的旋转的不平衡的加工方法及加工装置。
10.用于解决问题的技术方案
11.本发明的加工方法具备:准备步骤,准备加工装置,该加工装置具有:主轴台,其可将被加工物分离自如地固定且使被加工物绕第一轴线旋转驱动;尾座(尾架),其构成为相对于所述主轴台在所述第一轴线方向上相对地接近分开自如,在对所述被加工物进行加工时,与所述主轴台协作,至少阻止所述被加工物的旋转振动;工具,其对所述被加工物进行加工;校正步骤,在通过主轴台和所述尾座支承所述被加工物的状态下,使所述被加工物旋转驱动时,校正所述主轴台、所述尾座和所述被加工物中的至少一个引起的旋转的不平衡;加工步骤,在进行了所述旋转的不平衡的校正后,通过所述工具对所述被加工物进行加工。
12.在上述加工方法中,所述校正步骤可以具备:第一步骤,获取所述主轴台单独旋转时的第一偏心位置;第二步骤,获取所述尾座单独旋转时的第二偏心位置;第三步骤,相对于被所述主轴台支承的所述被加工物连结所述尾座;第四步骤,获取所述主轴台、所述尾座和所述被加工物一体旋转时的第三偏心位置;第五步骤,测量因所述旋转的不平衡而产生的振动;第六步骤,在所述振动为规定值以上的情况下,使所述主轴台和所述尾座暂时分
开;第七步骤,根据所述第一~第三偏心位置计算用于校正所述旋转的不平衡的修正位置;第八步骤,调整处于所述分开状态的所述主轴台和尾座的旋转相位,使所述第二偏心位置向所述修正位置移动。
13.在上述加工方法中,所述校正步骤可以具备:第一步骤,获取所述主轴台固定所述被加工物并一起旋转时的第一偏心位置;第二步骤,获取所述尾座单独旋转时的第二偏心位置;第三步骤,相对于被所述主轴台支承的状态的所述被加工物连结所述尾座;第四步骤,获取所述主轴台、所述尾座和所述被加工物一体旋转时的第三偏心位置;第五步骤,测量因所述旋转的不平衡而产生的振动;第六步骤,在所述振动为规定值以上的情况下,使所述主轴台和所述尾座分开;第七步骤,计算用于根据所述第一~第三偏心位置校正所述旋转的不平衡的修正位置;第八步骤,调整处于所述分开状态的所述主轴台和尾座的旋转相位,使所述第二偏心位置向所述修正位置移动。
14.在上述加工方法中,可以如下构成,在所述主轴台和所述尾座上分别设置有加速度传感器和角度传感器,基于所述加速度传感器测量到的所述主轴台和所述尾座的加速度以及由所述角度传感器测量到的所述主轴台和所述尾座的旋转相位计算所述第一~第三偏心位置。
15.在上述加工方法中,可以反复所述第三~第八步骤,直至在所述第五步骤中测量到的所述振动比规定值小。
16.在上述加工方法中,可以如下构成,在所述主轴台和所述尾座的至少一方设置有校正旋转的不平衡的自动平衡器,在所述校正步骤中,通过所述自动平衡器校正在所述主轴台、所述尾座和所述被加工物一体旋转时的旋转的不平衡。
17.在上述加工方法中,可以在所述主轴台上设置有所述自动平衡器。
18.在上述加工方法中,可以在所述尾座上设置有所述自动平衡器。
19.在上述加工方法中,所述被加工物可以为被加工齿轮,所述工具可以是通过给予交叉角而与所述被加工齿轮啮合并进行旋转驱动,从而加工该被加工齿轮的齿轮状的工具。
20.本发明的第一加工装置具备:主轴台,其使被加工物绕第一轴线旋转驱动;尾座,其构成为相对于所述主轴台在所述第一轴线方向上相对地接近分开自如,与所述主轴台连结并协作,至少阻止所述被加工物的旋转振动;工具,其对所述被加工物进行加工;测量装置,其设置于所述主轴台或尾座,测量在由所述主轴台和所述尾座支承所述被加工物的状态下旋转时产生的振动;控制部,其在所述振动为规定值以上的情况下,校正因重复使所述主轴台和所述尾座暂时分开且在调整了所述主轴台和尾座的旋转相位后再次连结的动作而产生所述振动的旋转的不平衡,在所述振动比规定值小时,开始所述工具对所述被加工物的加工。
21.本发明的第二加工装置具备:主轴台,其使被加工物绕第一轴线旋转驱动;尾座,其构成为相对于所述主轴台在所述第一轴线方向上相对地接近分开,在与所述主轴台之间至少阻止所述被加工物的旋转振动;工具,其对所述被加工物进行加工;自动平衡器,其设置于所述主轴台和所述尾座的至少一方,校正旋转的不平衡,通过所述自动平衡器校正所述主轴台、所述尾座和所述被加工物一体旋转时的旋转的不平衡。
22.发明效果
23.根据本发明,能够抑制加工时的旋转的不平衡。
附图说明
24.图1是表示将本发明的加工装置应用于齿轮加工装置的第一实施方式的主视图。
25.图2是图1的a-a线剖视图。
26.图3是图2的b-b线剖视图。
27.图4是工件支承单元的一部分放大剖视图。
28.图5是控制部的框图。
29.图6是表示第一实施方式的齿轮加工方法的流程图。
30.图7是说明旋转的不平衡的校正的图。
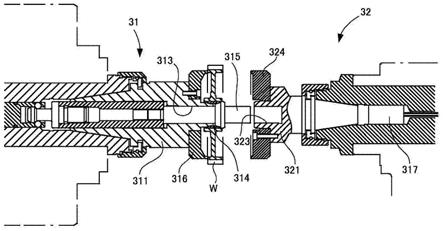
31.图8是将本发明的加工装置应用于齿轮加工装置的第二实施方式中的工件支承单元的一部分剖视图。
32.图9是表示第二实施方式的齿轮加工方法的流程图。
33.图10是表示主轴台和尾座其它例的侧视图。
具体实施方式
34.<a.第一实施方式>
35.以下,参照附图对将本发明的加工装置应用于齿轮加工装置的第一实施方式进行说明。图1是该齿轮加工装置的主视图,图2是图1的a-a线剖视图,图3是图1的b-b线向视图。此外,在以下的说明中,将图1的左右方向称为x轴向(第一轴线方向),将图1的上下方向称为z轴向,将图2的左右方向称为y轴向。然后,以与x、y、z轴的标记一起表示的方向的显示(上下前后左右)为基准进行说明。但是,这些方向为本发明的一方式中的方向,也可以是其它配置,因此,不限定于这些方向。
36.<1.齿轮加工装置的概要>
37.如图1~图3所示,本实施方式的齿轮加工装置具备:基台1、配置于其上的工具支承单元2及工件支承单元3以及控制装置的驱动等的控制部4。工具支承单元2具有支承体21和与该支承体21的前方连结且安装有内齿轮状的工具(磨石)222的工具外壳22,工具222的轴向被配置为大致朝向x轴向。由此,工具222与作为工件w的被加工齿轮啮合。
38.另一方面,工件支承单元3由支承工件w的主轴台31和尾座32构成,它们夹着工具支承单元2配置于基台1的两侧。以下,对各单元2、3及控制部4进行详细说明。
39.<2.工具支承单元>
40.首先,对工具支承单元2进行详细说明。如图2所示,在上述的支承体21上设置有沿y轴向延伸的轴部件211,在该轴部件211的前侧安装有工具外壳22。轴部件211绕y轴可旋转地支承,因此,当轴部件211旋转时,工具外壳22绕y轴进行旋转。由此,能够对工件w赋予交叉角。
41.另外,省略图示,但支承体21在基台1上沿y轴向可往复移动,由此,工具222能够对工件w实施切割。使支承体21移动的单元没有特别限定,但例如可以将支承体21在配置于基台1的沿y轴向延伸的轨道上可移动地支承,且通过滚珠丝杠、螺母、及马达等公知的装置使其沿着轨道移动。
42.接着,对工具外壳22进行说明。如图2及图3所示,工具外壳22具有与上述的轴部件211连结的环状的支承部221,该支承部221被配置为其轴向大致朝向x轴向。另外,在支承部221的内周面上经由轴承23旋转自如地安装有环状的内齿轮状的工具222。而且,一边使工件w从内侧与该工具222啮合,一边加工工件w。在工具222的外周面上安装有驱动用齿轮223,该驱动用齿轮223通过固定于支承部235的上部的马达224进行旋转。即,在马达224和驱动用齿轮223之间设置有减速机(图示省略),由此,当马达224驱动时,驱动用齿轮223根据规定的减速比与工具222一起旋转。另外,该马达224与控制部4电连接,进行马达224的驱动。
43.<3.工件支承单元>
44.接着,还参照图4对工件支承单元3进行说明。图4是工件支承单元的放大剖视图。如图1及图3所示,工件支承单元3由上述的主轴台31和尾座32构成,夹着工具外壳22,在x轴向的左侧配置有主轴台31,在右侧配置有尾座32。而且,这些主轴台31和尾座32在x轴向上相互接近分开,并旋转自如地支承工件w。主轴台31设置有与工件w卡合,且沿x轴向延伸的第一轴部件311。该第一轴部件311通过内置于主轴台31的马达312绕x轴进行旋转。
45.如图4所示,在第一轴部件311上形成有沿x轴向延伸的通路313,在该通路313的前端开口的外周面安装有沿x轴向可移动且随着x轴向的移动而沿径向进行扩张收缩的弹簧筒夹314。而且,在该通路3中插通有用于将弹簧筒夹314扩张收缩的推拉机构的可动部315。由此,在弹簧筒夹314上安装工件w时,即在工件w的贯通孔中插通弹簧筒夹314时,如果将可动部315向左侧拉伸,则弹簧筒夹314进行扩径,工件w经由弹簧筒夹314被第一轴部件311夹紧。另外,在第一轴部件311的前端以包围弹簧筒夹314的方式固定有圆筒状的支承体316,该支承体316与工件w的左侧的面接触,并支承工件w。
46.另外,主轴台31被配置在配置于基台1上且沿x轴向延伸的第一导轨15上,沿着该第一导轨15进行移动。在主轴台31的下部固定有螺母(图示省略),滚珠丝杠(图示省略)与该螺母螺合。滚珠丝杠沿x轴向延伸,并与固定于基台1的马达(图示省略)连结。因此,通过马达驱动,滚珠丝杠旋转,随此,主轴台31沿x轴向进行移动。
47.尾座32也构成为与主轴台31相同。即,尾座32与主轴台31的第一轴部件311可卡合地配置于同一轴线上,设置有沿x方向延伸的第二轴部件321,该第二轴部件321绕x轴旋转自如地支承且通过内置于尾座32的马达322绕x轴进行旋转。在第二轴部件321的前端部形成有供从第一轴部件311突出的可动部315的前端嵌入的凹部323。进而,在第二轴部件321的前端部安装有与工件w的右侧的面可抵接的支承体324,以包围凹部323。
48.尾座32被配置在配置于基台1上且沿x轴向延伸的第二导轨16上,沿着该第二导轨16进行移动。尾座32也与主轴台31相同,通过省略图示的螺母、滚珠丝杠、及马达进行驱动,沿x轴向进行移动。
49.而且,工件w在被第一轴部件311夹紧后,在进入加工时一边通过马达312以加工时的转速旋转一边向纸面右方向移动。与此同时,第二轴部件321也一边通过马达322同步旋转一边向纸面左方向移动,两个支承体316、324在规定位置以夹持工件w的方式连结。这样,工件支承完成。此外,在工件w被主轴台31和尾座32支承之前,如果使主轴台31和尾座32双方先旋转驱动(如果使主轴台31和尾座32在旋转驱动的状态下接近),则可以提前结束加工前准备。如图3所示,在由主轴台31和尾座32支承工件w的状态下,主轴台31和尾座32同步地
沿x轴向移动,由此,工件w也沿x轴向进行移动。
50.进而,如图1所示,在主轴台31及尾座32上设置有加速度传感器5a、5b及角度传感器8a、8b(图示省略),分别预先测定主轴台31和尾座32分别单独旋转时产生的固有的振动的加速度、及第一轴部件311、第二轴部件321的相位。进而,在加工时,如上述,工件w由主轴台31和尾座32旋转支承时产生的振动的加速度和相位也使用该任一个加速度传感器5a、5b及角度传感器进行测定。即,还测定第一轴部件311、第二轴部件322、及工件w成为一体旋转驱动时产生的加速度及相位。如后述,测定到的加速度及相位被存储在设置于控制部4的存储部42中。
51.<4.控制部>
52.接着,参照图5对控制部4进行说明。如图5所示,控制部4能够由具有cpu41、ram(图示省略)、及存储部42的plc及通用的计算机构成,能够控制齿轮加工装置的各种的驱动。此外,将该控制部4与进行齿轮加工装置的驱动的控制部分开设置,主要也能够仅进行后述的旋转的不平衡的校正。
53.特别是,在该控制部4中,在上述的加速度传感器5a、5b、及角度传感器8a、8b中,分别接收由主轴台31及尾座32测量的加速度和相位,由此,校正工件w的旋转时的不平衡。
54.如图5所示,在控制部4的存储部42存储有用于校正工件w的旋转的不平衡的校正程序421,通过cpu41执行该程序421。稍后描述校正方法的详情。另外,在存储部42存储主轴台31的第一轴部件311的偏心位置及偏心量的数据(主轴台偏心数据)422、尾座32的第二轴部件321的偏心位置及偏心量的数据(尾座偏心数据)423、后述的主轴台31、尾座32、及工件w连结时的偏心位置及偏心量的数据(连结偏心数据)424、由加速度传感器5测量的加速度数据425、及通过校正而修正的有关偏心位置及偏心量的修正目标数据426。
55.<5.旋转的不平衡的校正方法>
56.接着,参照图6对包含旋转的不平衡的校正方法的齿轮加工方法进行说明。图6是表示旋转的不平衡的校正方法的流程图。
57.首先,作为各构成零件的公差及组装误差等引起的机械固有的信息,预先获取表示主轴台31的第一轴部件311的偏心位置的第一偏心位置(主轴台偏心数据)、及表示尾座32的第二轴部件321的偏心位置的第二偏心位置(尾座偏心数据),并将其存储于存储部42。这种偏心位置例如能够通过公知的一面修正法来获取。例如,在获取第一轴部件311的偏心位置时,使第一轴部件311单独旋转,并基于由加速度传感器5获取的第一轴部件311的振动和由角度传感器8获取的相位通过一面修正法获取偏心位置。关于第二偏心位置、及后述的第三偏心位置也能够同样获取。
58.此外,在本实施方式中,除偏心位置外,还获取偏心量,但为了便于说明,有时简称为偏心位置。
59.接着,根据图6对在加工前进行的工件w的不平衡校正进行说明。首先,读出存储于存储部42的第一偏心位置及第二偏心位置(步骤s1)。接着,将工件w固定于主轴台31,并使工件w与第一轴部件311一起旋转(步骤s2)。接着,在使尾座32的第二轴部件321旋转后(步骤s3),使主轴台31和尾座32接近,通过两者支承工件w(步骤s4)。之后,由第一轴部件311或第二轴部件321的加速度传感器测量规定时间内的加速度(步骤s5),如果测量到的加速度为规定值以上(步骤s6的no),则进行旋转的不平衡的校正。此外,此时也同时由第一轴部件
311或第二轴部件321的角度传感器测量相位,并将基于该相位数据和前述的加速度数据获取的第三偏心位置存储于存储部42。(步骤s7)
60.即,如果加速度为规定值以上,则因第一轴部件311、第二轴部件321、及工件w各自的偏心复合而有可能产生不能忽视的旋转的不平衡,由此,认为产生振动。因此,首先,使主轴台31和尾座32分开(步骤s8)。
61.接着,通过控制部4计算用于不平衡校正的修正目标位置(步骤s9)。对这一点进行详细说明。根据测量到的加速度能够计算加速度的峰值、产生该峰值的旋转位置等,由此,如前述,能够获取第一~三偏心位置。
62.因此,通过控制部4计算用于校正该第三偏心位置及第三偏心量引起的旋转的不平衡的修正目标位置。图7(a)~图7(e)概略地表示其计算方法。图7(a)表示由主轴台31(第一轴部件311)单体算出的第一偏心位置,图7(b)表示由尾座32(第二轴部件321)单体算出的第二偏心位置。图7(c)表示第三偏心位置,但这是工件w的偏心状态和上述第一、二偏心位置复合地呈现的位置。因此,如图7(d)所示,通过从第三偏心位置减去已知的第二偏心位置,能够计算固定着工件w的状态的主轴台31的偏心位置。而且,为了将旋转的不平衡相抵,计算从该位置反转了180度的位置作为目标修正位置并存储于控制部42。(步骤s9)
63.接着,如图7(e)所示,相对于主轴台31的旋转相位变更从工件w分开的状态的尾座32(第二轴部件321)的旋转相位,使第二偏心位置接近上述目标修正位置(步骤s10)。这样,当第二偏心位置与上述目标修正位置一致(步骤s11的yes)时,返回前述的步骤s4。
64.即,使主轴台31及尾座32再次接近,在与工件w连结的状态下,测定规定时间内的加速度(步骤s5)。而且,如果测量到的加速度为规定值以上(步骤s6的no),则再次进行上述的旋转的不平衡的校正(步骤s7~s11)。另一方面,如果测量到的加速度为规定值以下(步骤s6的yes),则移至工件w的加工。即,在使工具外壳22绕y轴旋转规定角度(赋予交叉角)的状态下,使支承体21沿y轴向移动,使工具236接近工件w。然后,使工件w和工具236啮合,进行工件w的加工。
65.(步骤s12)
66.此外,在上述的校正方法中,在第二偏心量相对于主轴台31及工件w的偏心量显著地小的情况下,也可以有意地在第二轴部件321上装配配重(未图示)。另外,省略图7(a)的工序,在主轴台31上固定工件w后使其旋转,在与尾座32连结之前,测定第一轴部件311上产生的振动的加速度和相位,可以将基于它们得到的偏心位置及偏心量设为第一偏心位置。然后,能够将主轴台31和尾座32连结,进行图7(c)~图7(e)的工序。
67.<6.特征>
68.根据本实施方式,能够得到以下的效果。
69.(1)可以测定第一轴部件311及第二轴部件321的偏心位置,但工件w的偏心位置在每个工件w中存在制造上的不均,而且,由于对主轴台31的固定是自如的,所以难以测定全部。因此,在本实施方式中,根据测量到的加速度计算第一轴部件311、第二轴部件321、及工件w一体旋转时的第三偏心位置及第三偏心量,并特定包含工件w的主轴侧的偏心位置。而且,以根据该偏心位置设定修正目标位置并将旋转的不平衡相抵的方式,将第二轴部件321的第二偏心位置移动到上述修正目标位置后,使第一轴部件311、第二轴部件321、及工件w一体旋转,因此,能够自动且容易地进行旋转的不平衡的校正。因此,能够提高工件w的加工
精度。
70.(2)在上述齿轮加工装置中,工件w的直径比工具222的直径小,因此,工件w的转速比工具222大。因此,在工件支承单元3中,与工具支承单元2相比,旋转的不平衡引起的振动的影响变大。而且,为了大量生产,使工具222的转速为高速时更是如此。另外,在工具支承单元2侧,如果在制造
·
维护时进行平衡修正,则能够维持将不平衡量抑制得低的状态,但在工件支承单元3侧,在每次加工时,工件w被随机安装于主轴台,因此,存在每次工件更换时不平衡量改变这一问题。因此,如本实施方式,在工件支承单元3中,当能够校正旋转的不平衡时,能够进一步提高工件w的加工精度。
71.<b.第二实施方式>
72.接着,参照附图对将本发明的加工装置应用于齿轮加工装置的第二实施方式进行说明。图8是该齿轮加工装置的主视图。
73.如图8所示,在该齿轮加工装置中,在尾座32的第二轴部件321上设置有公知的自动平衡器317。自动平衡器317可以具有各种结构,但例如在其内部具有相对于旋转轴沿周向可移动的砝码,通过在旋转时测定加速度,计算偏心位置及偏心量。然后,计算将该偏心量相抵的砝码的位置,并移动砝码。由此,校正旋转的不平衡。如第一实施方式所示,在第一轴部件311的内部收纳用于夹紧工件的推拉机构,但第二轴部件321侧仅是实心轴,因此,能够容易地配设自动平衡器317。
74.接着,参照图9对包含旋转的不平衡的校正方法的齿轮加工方法进行说明。图9是表示旋转的不平衡的校正方法的流程图。
75.首先,在主轴台31的第一轴部件311上安装工件w。接着,使主轴台31及尾座32相互接近,将工件w固定。在该状态下,使第一轴部件311、第二轴部件321、及工件w一体旋转规定时间(步骤s21)。而且,在该旋转中通过自动平衡器进行旋转的不平衡的校正(步骤s22)。然后,如果校正完成(步骤s23的no),则进行工件w的加工。即,为了赋予规定的交叉角,在使工具外壳22绕y轴旋转规定角度的状态下,使支承体21沿y轴向移动,使工具236接近工件w。而且,通过使工件w和工具236啮合并旋转驱动,进行工件w的加工(步骤s24)。
76.在本实施方式的齿轮加工装置中,与第一实施方式相同,在工件支承单元3中,校正旋转的不平衡。因此,能够进一步提高工件w的加工精度。
77.<c.变形例>
78.以上,对本发明的一实施方式进行了说明,但本发明不限定于此,只要不脱离其宗旨就可以进行各种变更。此外,以下的变形例能够适宜组合。
79.(1)在第二实施方式中,在尾座32上设置有自动平衡器317,但也能够设置于主轴台31上。或者,也可以在主轴台31及尾座32双方设置自动平衡器。
80.如上述,在尾座32的内部没有设置推拉机构,因此,在尾座32的内部存在某种程度的空间。因此,从该观点考虑,优选在尾座32上设置自动平衡器。另一方面,在主轴台31的第一轴部件311设置有工件w,因此,能够计算进一步对振动存在影响的偏心。因此,从该观点考虑,优选在主轴台31上设置自动平衡器。
81.(2)在上述实施方式中,通过尾座32的支承体324与工件w抵接,尾座32与主轴台31一起旋转自如地支承工件w,但不限定于此。例如,如图10所示,在主轴台31的前端设置插通于工件w的贯通孔的插通部319。在该插通部319设置有沿径向扩张收缩自如的可动卡止部
(图示省略,例如为弹簧筒夹),并载置工件w。在加工前,设置于尾座32的前端的按压部件329与位于主轴台31的旋转中心上的插通部319的凹陷部319a抵接并按压(参照图10的单点划线)。由此,构成为通过可动卡止部向径向外侧打开并从内侧按压工件w的贯通孔,工件w经由插通轴部319固定于主轴台31的可动部。在加工中,工件w通过主轴台31旋转,但通过经由插通部319的凹陷部319a位于同一轴线上的尾座32的按压部件329抑制工件w的旋转振动。这样,尾座32未必需要具备与主轴台31协作地可直接旋转地支承工件w的功能,如图10,只要构成为至少阻止通过主轴台31旋转的工件w的旋转振动即可。
82.在该情况下,如图10所示,能够在尾座31上内置自动平衡器317。
83.(3)在上述各实施方式中,对所谓的珩磨加工进行了说明,但本发明能够应用于使用外齿轮的工具的剃齿加工等所有的齿轮的加工。
84.(4)在上述各实施方式中,示出了将本发明应用于齿轮的加工的例子,但除此以外,例如也能够应用于车床的加工。即,在通过主轴台及尾座支承被加工物(例如,圆筒体等旋转对称体)的状态下,在通过切削刀具等工具加工被加工物的表面的情况下,也能够应用本发明。
85.符号说明
86.21主轴
87.22尾座
88.4控制部
89.5加速度传感器
90.w工件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1