一种防粘铝劈刀制造加工工艺的制作方法
1.本发明涉及铝劈刀制造加工技术领域,具体提出了一种防粘铝劈刀制造加工工艺。
背景技术:
2.焊线加工是半导体功率器件封装流程中的必要工序,主要实现ic或芯片与支架(基板)的互联。劈刀,是铝线焊线加工过程中焊线机工作时必须使用的金属耗材,劈刀的主要功能是压紧焊线并传输焊线加工所需的超声波能量。
3.在进行铝线焊线加工时,由于劈刀使用过程中长时间与铝线接触,劈刀的表面会粘有铝屑导致焊点不良,影响焊线质量,因此传统的解决方法是需要定期将劈刀从焊线机上拆卸下来进行清洗,从而清理劈刀表面的铝屑。劈刀在长时间使用时不仅会存在表面粘铝而影响焊线质量的问题,同时还存在耐磨性不佳的问题而影响劈刀的使用寿命。
4.基于上述问题,本发明提出了一种防粘铝劈刀制造加工工艺,对传统的劈刀进行表面涂层加工制备,在整个加工工艺过程中,需要对劈刀进行电镀处理,但在传统的电镀加工过程中,需要人工将劈刀放置在电镀夹具上,且传统的电镀槽基本为矩形槽式结构,电镀时需要分批次进行电镀加工,流水化自动化程度低,因此整个电镀加工过程的生产加工效率较低。
技术实现要素:
5.为了解决上述问题,本发明提供了一种防粘铝劈刀制造加工工艺,用于解决上述背景技术中提到的问题。
6.为了实现上述目的,本发明采用以下技术方案来实现:一种防粘铝劈刀制造加工工艺,所述加工工艺具体包括以下步骤:
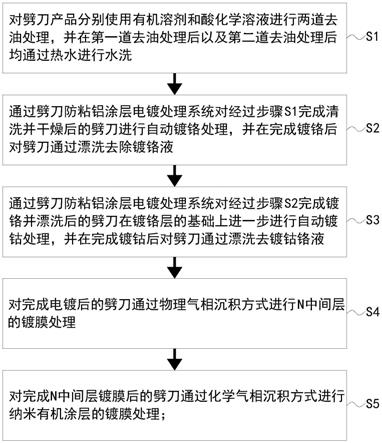
7.s1、对劈刀产品分别使用有机溶剂和酸化学溶液进行两道去油处理,并在第一道去油处理后以及第二道去油处理后均通过热水进行水洗;
8.s2、通过劈刀防粘铝涂层电镀处理系统对经过步骤s1完成清洗并干燥后的劈刀进行自动镀铬处理,并在完成镀铬后对劈刀通过漂洗去除镀铬液;
9.s3、通过劈刀防粘铝涂层电镀处理系统对经过步骤s2完成镀铬并漂洗后的劈刀在镀铬层的基础上进一步进行自动镀钴处理,并在完成镀钴后对劈刀通过漂洗去镀钴铬液;
10.s4、对完成电镀后的劈刀通过物理气相沉积方式进行n中间层的镀膜处理;
11.s5、对完成n中间层镀膜后的劈刀通过化学气相沉积方式进行纳米有机涂层的镀膜处理;
12.采用上述步骤s1
‑
s5的防粘铝劈刀制造加工工艺对防粘铝劈刀进行表面涂层加工制备的过程中还具体涉及到一种上述的劈刀防粘铝涂层电镀处理系统,包括悬挂输送机、劈刀夹具和电镀槽,所述悬挂输送机的输送路径为腰型环路结构,所述悬挂输送机上在位于所述腰型环路上均匀分布设置有若干输送挂具,每个所述输送挂具上对应固定安装有所
述劈刀夹具,所述电镀槽为依照所述悬挂输送机输送路径设计的腰型环槽结构,所述悬挂输送机位于所述电镀槽的内腰型环壁之中,所述劈刀夹具倾斜伸向所述电镀槽中;
13.所述劈刀夹具包括固定安装在所述输送挂具上的铰接座,所述铰接座上铰接设置有长立方体结构的伸长臂,所述伸长臂左右两侧分布有拉簧,所述拉簧两端分别铰接在所述铰接座以及所述伸长臂侧壁上,所述伸长臂上远离所述铰接座的前端位置固定安装有夹具气箱,所述夹具气箱包括气箱主体和前端封板,所述气箱主体为立方体结构,所述气箱主体在沿所述伸长臂长度方向的两侧端面上设置有若干夹紧通孔和两个气室通孔,若干所述夹紧通孔沿水平直线方向均匀分布,两个所述气室通孔分布在若干所述夹紧通孔的两侧,所述气箱主体在相对所述伸长臂一侧的端面上设置有气道,每个所述夹紧通孔的内壁上开设有多个气孔,所述气道将所述气室通孔与每个所述气孔连通,每个所述夹紧通孔内对应设置有气囊夹筒,所述气囊夹筒与所述夹紧通孔内壁封闭形成气腔,所述气孔位于所述气腔内;所述前端封板密封固定在所述气箱主体上远离所述伸长臂的一侧端面上,所述前端封板将所述气道封闭,且所述前端封板上设置有若干与若干所述夹紧通孔一一对应的避位圆孔;所述劈刀夹具还包括从两个所述气室通孔位置控制所述气腔充气泄气的移气组件;所述电镀槽的内腰型环壁上装配有两个用于顶触所述伸长臂使其绕所述铰接座铰接轴转动的顶升组件,所述电镀槽的外腰型环壁上装配有与两个所述顶升组件分别对应配合设置的对接送料装置和对接滑板。
14.优选的,所述伸长臂上下端面贯穿设置有避位孔,所述伸长臂的左右两侧设置有与所述避位孔贯穿的引导孔;所述移气组件包括主连杆、u型连杆、两个塞杆导套和两个气塞杆;所述主连杆穿过所述避位孔且一端铰接在所述铰接座上,所述主连杆的另一端铰接在所述u型连杆的中部,所述主连杆上设置有向两侧所述引导孔插入的销轴;所述u型连杆位于所述伸长臂的上方,两个所述气塞杆一端一一对应铰接在所述u型连杆的两个端头位置,两个所述塞杆导套一一对应固定在两个所述气室通孔上与所述前端封板相对的端口位置,两个所述气塞杆与两个所述塞杆导套一一对应滑动连接,且所述气塞杆伸向对应位置的所述气室通孔中
15.优选的,所述劈刀夹具还包括用于控制劈刀插入所述气囊夹筒中深度的劈刀限位组件,所述劈刀限位组件包括固定在所述气箱主体上端面的螺套、与所述螺套螺纹转动连接的手轮螺杆、t形板、导向板和若干一一对应伸向若干所述气囊夹筒内的内伸轴,所述手轮螺杆的轴向与所述夹紧通孔的轴向平行,所述t形板位于所述气箱主体上与所述前端封板相对的一侧端面的侧方位置,所述手轮螺杆通过轴承转动连接在所述t形板上,所述导向板固定在所有的所述夹紧通孔的同侧端口位置,若干所述内伸轴一端固定在所述t形板上且与所述导向板滑动导向配合,所述内伸轴上位于所述气囊夹筒内部的一端设置有限位圆盘。
16.优选的,所述对接送料装置为带式输送机结构,所述对接送料装置包括输送带,所述输送带从所述电镀槽的内腰型环壁向外腰型环壁方向呈由上到下倾斜设置;所述输送带的输送面上设置有若干将总长度等分的顶料隔板,所述输送带上通过所有的所述顶料隔板串联设置有多个定位分隔条,多个所述定位分隔条在沿所述顶料隔板长度方向上均匀分布,相邻的两个所述定位分隔条之间留有用于劈刀定位放置的放置槽,且位于两个相邻所述顶料隔板之间的所述放置槽的个数与所述夹紧通孔的数量相等;所述定位分隔条为柔性
材料制成。
17.优选的,所述悬挂输送机还包括位于所述电镀槽内腰型环壁中间的机架、水平固定在所述机架顶端的路径导轨、两个竖直转动安装在所述机架上的驱动轮盘和用于输送的输送链条;所述路径导轨为腰型环结构,两个所述驱动轮盘用于带动所述输送链条沿所述路径导轨的引导方向运动,若干所述输送挂具均匀分布固定在整条所述输送链条上;在所述输送链条的带动下所述输送挂具沿所述路径导轨滑动。
18.优选的,所述输送挂具包括竖直贯穿固定在所述输送链条上的固定轴、固定在所述固定轴顶端的u型叉以及固定在所述固定轴底端的固定板;所述路径导轨的截面呈工字型,所述u型叉上相对设置有两个水平转动的滚轮,所述u型叉通过两个所述滚轮与所述路径导轨的两侧凹槽对应滚动接触悬挂设置在所述路径导轨上;所述固定板呈l形,所述铰接座固定安装在所述固定板的竖直板上。
19.优选的,所述顶升组件包括顶升气缸和固定在所述顶升气缸输出端的顶升触头;所述顶升气缸通过安装板竖直固定安装在所述电镀槽内腰型环壁的外侧壁上。
20.优选的,所述气塞杆伸入所述气室通孔内的端部设置有与所述气室通孔内壁密封滑动接触的气塞头。
21.上述技术方案具有如下优点或者有益效果:1、本发明提供了一种防粘铝劈刀制造加工工艺,具体涉及到一种劈刀防粘铝涂层电镀处理系统,在劈刀防粘铝涂层电镀加工过程中,通过设置的对接送料装置可以对劈刀进行自动送料,通过悬挂输送机可以对劈刀夹具进行自动循环输送,处于和对接送料装置对接为止的劈刀夹具在顶升组件的配合下可以在自动送料过程实现自动夹紧,通过劈刀夹具夹紧的劈刀随着悬挂输送机输送时,可以在腰型环结构的电镀槽中完成自动电镀,并且在完成电镀后在另一个顶升组件的配合下完成自动卸料;通过本发明提供的处理系统可以在劈刀防粘铝涂层加工制备的电镀环节实现自动化、流水化的加工处理,大大提高了整个电镀加工的生产加工效率。
22.2、本发明提供了一种防粘铝劈刀制造加工工艺,具体涉及到一种劈刀防粘铝涂层电镀处理系统,在劈刀夹具中,通过设置的若干气囊夹筒可以实现多个劈刀的批量夹紧,且气囊夹筒通过对劈刀的包裹夹紧可以对非电镀部位区域进行防护。
23.3、本发明提供了一种防粘铝劈刀制造加工工艺,具体涉及到一种劈刀防粘铝涂层电镀处理系统,在劈刀夹具中,在针对不同长度规格的劈刀进行电镀夹紧时,通过劈刀限位组件调整劈刀的插入深度,从而可有效控制劈刀露出在气囊夹筒外部的电镀区域长度。
附图说明
24.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明及其特征、外形和优点将会变得更加明显。在全部附图中相同的标记指示相同的部分,并未刻意按照比例绘制附图,重点在于示出本发明的主旨。
25.图1是本发明提供的一种防粘铝劈刀制造加工工艺的工艺流程图。
26.图2是本发明提供的一种劈刀防粘铝涂层电镀处理系统的立体结构示意图。
27.图3是图2中a处的局部放大示意图。
28.图4是悬挂输送机与电镀槽位置关系的立体结构示意图。
29.图5是图4中b处的局部放大示意图。
30.图6是图4中c处的局部放大示意图。
31.图7是本发明提供的一种劈刀防粘铝涂层电镀处理系统的俯视图。
32.图8是劈刀夹具的局部剖视立体结构示意图。
33.图9是图8中d处的局部放大示意图。
34.图10是劈刀夹具的立体结构示意图。
35.图11是劈刀夹具的主视图。
36.图12是图11中e
‑
e的剖视图。
37.图13是图12中f处的局部放大示意图。
38.图中:1、悬挂输送机;11、机架;12、路径导轨;13、驱动轮盘;14、输送链条;15、输送挂具;151、固定轴;152、u型叉;1521、滚轮;153、固定板;2、劈刀夹具;21、铰接座;22、伸长臂;221、避位孔;222、引导孔;23、拉簧;24、夹具气箱;241、气箱主体;2411、夹紧通孔;2412、气室通孔;2413、气道;2414、气孔;2415、气囊夹筒;242、前端封板;2421、避位圆孔;25、移气组件;251、主连杆;2511、销轴;252、u型连杆;253、塞杆导套;254、气塞杆;2541、气塞头;26、劈刀限位组件;261、螺套;262、手轮螺杆;263、t形板;264、导向板;265、内伸轴;2651、限位圆盘;3、电镀槽;31、顶升组件;311、顶升气缸;312、顶升触头;32、对接送料装置;321、输送带;3211、顶料隔板;3212、定位分隔条;33、对接滑板。
具体实施方式
39.下面对照附图,通过对实施例的描述,对本发明的具体实施方式作进一步详细的说明,目的是帮助本领域的技术人员对本发明的构思、技术方案有更完整、准确和深入的理解,并有助于其实施,但不作为对本发明的限定。
40.如图1所示,本发明中涉及的一种防粘铝劈刀为一种在现有的劈刀基础上附着加工有涂层的劈刀结构,防粘铝劈刀的表面涂层附着在劈刀与焊接压紧接触的尖端位置以及靠近区域,本发明中所述表面涂层从内向外依次为电镀铬层、电镀钴层、n中间层以及纳米有机涂层,本发明提供了一种防粘铝劈刀制造加工工艺用于进行该表面涂层的加工制备,其加工工艺具体包括以下步骤:
41.s1、对劈刀产品分别使用有机溶剂和酸化学溶液进行两道去油处理,并在第一道去油处理后以及第二道去油处理后均通过热水进行水洗;步骤s1为劈刀电镀前的前序工艺,通过两道去油以及两道水洗过程,从而去除劈刀表面的有机物玷污和轻微氧化物。
42.s2、通过劈刀防粘铝涂层电镀处理系统对经过步骤s1完成清洗并干燥后的劈刀进行自动镀铬处理,并在完成镀铬后对劈刀通过漂洗去除镀铬液;在本步骤中所述的劈刀防粘铝涂层电镀处理系统专门用于劈刀自动化镀铬处理加工,电镀过程采用现有的成熟的电镀工艺进行自动电镀,从而稳定控制镀铬层的厚度。
43.s3、通过劈刀防粘铝涂层电镀处理系统对经过步骤s2完成镀铬并漂洗后的劈刀在镀铬层的基础上进一步进行自动镀钴处理,并在完成镀钴后对劈刀通过漂洗去镀钴铬液;在本步骤中所述的劈刀防粘铝涂层电镀处理系统专门用于劈刀自动化镀钴处理加工,电镀过程同样采用现有的成熟的电镀工艺进行自动电镀,从而稳定控制镀钴层的厚度。
44.s4、对完成电镀后的劈刀通过物理气相沉积方式进行n中间层的镀膜处理;n中间层指的氮化物涂层,作为过渡层,具体可以为crn结合层,用于增强外层纳米有机涂层与电
镀金属层的接合强度。
45.s5、对完成n中间层镀膜后的劈刀通过化学气相沉积方式进行纳米有机涂层的镀膜处理;纳米有机涂层的镀膜处理目的是有效防止劈刀在进行焊线加工时粘附铝屑。
46.如图2和图7所示,采用上述步骤s1
‑
s5的防粘铝劈刀制造加工工艺对防粘铝劈刀进行表面涂层加工制备的过程中还具体涉及到一种上述的劈刀防粘铝涂层电镀处理系统,包括悬挂输送机1、劈刀夹具2和电镀槽3。
47.如图4和图5所示,电镀槽3为依照悬挂输送机1输送路径设计的腰型环槽结构,悬挂输送机1位于电镀槽3的内腰型环壁之中;悬挂输送机1的输送路径为腰型环路结构,悬挂输送机1上在位于腰型环路上均匀分布设置有若干输送挂具15;悬挂输送机1还包括位于电镀槽3内腰型环壁中间的机架11、水平焊接在机架11顶端的路径导轨12、两个竖直转动安装在机架11上的驱动轮盘13和用于输送的输送链条14;路径导轨12为腰型环结构,两个驱动轮盘13用于带动输送链条14沿路径导轨12的引导方向运动,若干输送挂具15均匀分布固定在整条输送链条14上;在输送链条14的带动下输送挂具15沿路径导轨12滑动,在若干输送挂具15的悬挂牵引下,使得输送链条14可沿着路径导轨12运动;输送挂具15包括竖直贯穿固定在输送链条14上的固定轴151、焊接在固定轴151顶端的u型叉152以及焊接在固定轴151底端的固定板153;路径导轨12的截面呈工字型,u型叉152上相对设置有两个水平转动的滚轮1521,u型叉152通过两个滚轮1521与路径导轨12的两侧凹槽对应滚动接触而悬挂设置在路径导轨12上;固定板153呈l形。
48.驱动轮盘13的轴端可与驱动电机的输出轴连接,通过驱动电机进行动力输入,需要说明的是,在本发明附图中驱动电机未示出;通过启动驱动电机带动驱动轮盘13转动,两个驱动轮盘13将驱动输送链条14沿着路径导轨12运动,从而通过输送链条14带动所有的劈刀夹具2随之移动;另外,需要说明的是,为了便于对劈刀进行自动上料以及自动卸料而实现自动电镀处理的目的,悬挂输送机1在实际输送过程中进行间歇输送,每次间歇输送距离刚好为两个输送挂具15之间的间距长度,且每次间歇输送暂停时所有的输送挂具15始终为图7俯视视角中的分布位置状态。
49.如图8、图9、图10、图11、图12和图13所示,每个输送挂具15上对应固定安装有劈刀夹具2,劈刀夹具2倾斜伸向电镀槽3中;劈刀夹具2包括通过螺栓固定安装在固定板153竖直板上的铰接座21,铰接座21上铰接设置有长立方体结构的伸长臂22,伸长臂22左右两侧分布有拉簧23,拉簧23两端分别铰接在铰接座21以及伸长臂22侧壁上,伸长臂22上远离铰接座21的前端位置焊接有夹具气箱24,夹具气箱24包括气箱主体和前端封板242,气箱主体为立方体结构,气箱主体在沿伸长臂22长度方向的两侧端面上设置有四个夹紧通孔2411和两个气室通孔2412,四个夹紧通孔2411沿水平直线方向均匀分布,两个气室通孔2412分布在四个夹紧通孔2411的两侧,气箱主体在相对伸长臂22一侧的端面上设置有气道2413,气道2413为回字形通道,每个夹紧通孔2411的内壁上的上下方开设有气孔2414,该气孔2414为长条状,气道2413将气室通孔2412与每个气孔2414连通,每个夹紧通孔2411内对应设置有气囊夹筒2415,气囊夹筒2415主体呈圆筒状结构,气囊夹筒2415与夹紧通孔2411内壁封闭形成气腔,气孔2414位于气腔内;前端封板242通过螺丝密封固定在气箱主体上远离伸长臂22的一侧端面上,前端封板242将气道2413封闭,为了提高前端封板242与气箱主体之间的密封性,可以在前端封板242与气箱主体的贴合面之间添加密封垫片实现,且前端封板242
上设置有若干与若干夹紧通孔2411一一对应的避位圆孔2421。
50.如图8、图9、图10、图11、图12和图13所示,劈刀夹具2还包括从两个气室通孔2412位置控制气腔充气泄气的移气组件25;伸长臂22上下端面贯穿设置有避位孔221,伸长臂22的左右两侧设置有与避位孔221贯穿的引导孔222;移气组件25包括主连杆251、u型连杆252、两个塞杆导套和两个气塞杆;主连杆251穿过避位孔221且一端铰接在铰接座21上,主连杆251的另一端铰接在u型连杆252的中部,主连杆251上设置有向两侧引导孔222插入的销轴2511;u型连杆252位于伸长臂22的上方,两个气塞杆一端一一对应铰接在u型连杆252的两个端头位置,两个塞杆导套一一对应通过螺丝固定在两个气室通孔2412上与前端封板242相对的端口位置,两个气塞杆与两个塞杆导套一一对应滑动连接,且气塞杆伸向对应位置的气室通孔2412中,气塞杆伸入气室通孔2412内的端部设置有与气室通孔2412内壁密封滑动接触的气塞头。
51.劈刀将通过气囊夹筒2415进行夹紧,具体的,当通过施力将伸长臂22向上抬起转动时,此时两个拉簧23将处于被拉伸状态,避位孔221对销轴2511的滑动引导作用,使得伸长臂22带动主连杆251随之向上转动,继而主连杆251通过u型连杆252将两个活塞杆254向外抽出,从而气室通孔2412内的气室空间增大,四个气囊夹筒2415位置的气腔将同时处于泄气状态,从而方便将劈刀塞入气囊夹筒2415中,当松开对伸长臂22施加的外力后,在两个拉簧23的弹力恢复下将带动伸长臂22恢复到初始状态,同时伸长臂22将促使主连杆251恢复至初始状态,继而主连杆251通过u型连杆252重新将两个活塞杆254向气室通孔2412深度推入,气腔将被充气,气囊夹筒2415处于膨胀鼓起状态,气囊夹筒2415从而将劈刀包夹夹紧;通过气囊夹筒2415一方面能够实现对劈刀进行夹持的作用,同时气囊夹筒2415将劈刀包覆夹紧后可以对非电镀部位进行包裹防护,从而避免电镀过程中劈刀的非电镀部位发生电镀。需要说明的是,显然夹具气箱24部分会伸入到电镀槽3的电解液中,夹具气箱24整体表面涂覆有防电镀涂层。
52.如图8、图9、图10、图11、图12和图13所示,劈刀夹具2还包括用于控制劈刀插入气囊夹筒2415中深度的劈刀限位组件26,劈刀限位组件26包括固定在气箱主体上端面的螺套261、与螺套261螺纹转动连接的手轮螺杆262、t形板263、导向板264和四个一一对应伸向四个气囊夹筒2415内的内伸轴265,手轮螺杆262的轴向与夹紧通孔2411的轴向平行,t形板263位于气箱主体上与前端封板242相对的一侧端面的侧方位置,手轮螺杆262通过轴承转动连接在t形板263上,导向板264通过螺丝固定在所有的夹紧通孔2411的同侧端口位置,四个内伸轴265一端固定在t形板263上且与导向板264滑动导向配合,内伸轴265上位于气囊夹筒2415内部的一端设置有限位圆盘2651。
53.当劈刀被包裹夹紧在气囊夹筒2415内后,露出在气囊夹筒2415外的劈刀部位则为需要电镀的电镀区域,而不同长度规格的劈刀所需电镀区域的长度大致相同,因此为了控制劈刀露出在外的电镀区域长度,则可以通过限制劈刀伸入气囊夹筒2415内的深度来决定,而限位圆盘2651则可作为劈刀根部的限位部件,具体的,通过转动手轮螺杆262,从而使得手轮螺杆262沿着螺套261移动,t形板263将随着手轮螺杆262的移动而移动,继而可以控制内伸轴265的伸入长度,通过控制伸入长度调整限位圆盘2651在气囊夹筒2415内的位置,从而实现劈刀插入深度的调整。
54.如图4和图7所示,电镀槽3的内腰型环壁上装配有两个用于顶触伸长臂22使其绕
铰接座21铰接轴转动的顶升组件31,电镀槽3的外腰型环壁上装配有与两个顶升组件31分别对应配合设置的对接送料装置32和对接滑板33。
55.如图3所示,顶升组件31包括顶升气缸311和固定在顶升气缸311输出端的顶升触头312;顶升气缸311通过安装板竖直固定安装在电镀槽3内腰型环壁的外侧壁上。
56.如图6所示,对接送料装置32为带式输送机结构,对接送料装置32包括输送带321,输送带321从电镀槽3的内腰型环壁向外腰型环壁方向呈由上到下倾斜设置;输送带321的输送面上设置有若干将总长度等分的顶料隔板,当输送带321上通过所有的顶料隔板串联设置有五个定位分隔条3212,五个定位分隔条3212在沿顶料隔板长度方向上均匀分布,相邻的两个定位分隔条3212之间留有用于劈刀定位放置的放置槽,且位于两个相邻顶料隔板之间的放置槽的个数与夹紧通孔2411的数量相等;定位分隔条3212为柔性材料制成。
57.在对接送料装置32,两个相邻顶料隔板之间的四个放置槽可与劈刀夹具2中的四个气囊夹筒2415一一对应,且对接送料装置32同样为间歇送料,其动作周期与悬挂输送机1的动作周期是同步的。通过设置对接送料装置32的目的在于,可以实现劈刀的自动送料,即在输送送料过程中,当通过顶料隔板推送劈刀输送至最高位置时,劈刀的根部刚好抵触在限位圆盘2651上。
58.在悬挂输送机1的间歇输送下,每个劈刀夹具2都将顺着路径导轨12循环间歇移动,完成两道去油加两道水洗后的劈刀将依次摆放至对接送料装置32的放置槽中,且劈刀的尖端部位位于输送下方和与其推送的顶料隔板接触。当其中一个劈刀夹具2被间歇输送至与对接送料装置32相对的位置时,顶升组件31将启动,顶升气缸311将带动顶升触头312上升,顶升触头312将带动位于上方的伸长臂22向上抬升转动,随着顶升触头312上升至最高位置,位于对接送料装置32上输送最前方位置的四个劈刀将刚好一一对准四个气囊夹筒2415,随后在输送带321的向上输送下,顶料隔板将推送劈刀对准插入气囊夹筒2415内,且推送至最高处时,劈刀的根部将刚好与限位圆盘2651接触,另外,在将劈刀输送至最高位置时,顶升触头312同步快速向下撤回,气囊夹筒2415将快速重新恢复膨胀鼓起的状态,从而将劈刀进行包裹夹紧。此处需要说明的是,气囊夹筒2415本身为柔性材料且材料具有一定的厚度,当气囊夹筒2415处于非鼓起状态时,被推送至气囊夹筒2415内的劈刀虽然处于向下倾斜的状态,但劈刀推送至最高位置时与输送带321脱离的瞬间,顶升触头312随即快速向下撤回,气囊夹筒2415将快速膨胀鼓起对劈刀完成包裹夹紧,因此劈刀不会从气囊夹筒2415中发生瞬间滑落。完成四个劈刀夹紧后的劈刀夹具2将继续随着悬挂输送机1向前输送,并且在输送过程中,劈刀将在电镀槽3中完成自动电镀,当完成电镀后的劈刀随着劈刀夹具2输送至与对接滑板33相对的位置时,该位置的顶升组件31将启动,使得气囊夹筒2415松开对劈刀的夹紧,劈刀将顺势滑落至对接滑板33完成自动卸料。
59.本发明提供的加工工艺所生产的劈刀结构具有表面涂层,在实际焊线加工时,劈刀具有防粘铝屑的效果,无需拆卸劈刀进行清洗,节约了生产时间,另外,涂层结构大大提高了劈刀的耐磨性,继而提高了劈刀的使用寿命。
60.本领域技术人员应该理解,本领域技术人员结合现有技术以及上述实施例可以实现所述变化例,在此不予赘述。这样的变化例并不影响本发明的实质内容,在此不予赘述。
61.以上对本发明的较佳实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,其中未尽详细描述的设备和结构应该理解为用本领域中的普通方式予以实
施;任何熟悉本领域的技术人员,在不脱离本发明技术方案作出许多可能的变动和修饰,或修改为等同变化的等效实施例,这并不影响本发明的实质内容。因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均仍属于本发明技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1