一种光学镜片加工用具有自动上料功能的打磨设备的制作方法
1.本实用新型涉及光学镜片加工技术领域,具体为一种光学镜片加工用具有自动上料功能的打磨设备。
背景技术:
2.光学玻璃是用高纯度氧化物按特定配方混合,在白金坩埚中高温融化,用超声波搅拌均匀,去气泡;然后经长时间缓慢地降温,冷却后的玻璃块,必须经过光学仪器测量,检验纯度、透明度、均匀度、折射率和色散率是否合规格,合格的玻璃块经过加热锻压,成光学透镜毛胚。
3.现有的光学镜片打磨设备,常见问题有:现有的光学镜片打磨设备依赖于人工上料并完成镜片的吸附夹持,又因光学镜片弧形侧面的结构特性,故而在打磨过程中要实时调整打磨方向,操作繁琐且自动化程度较低。
技术实现要素:
4.本实用新型的目的在于提供一种光学镜片加工用具有自动上料功能的打磨设备,以解决上述背景技术中提出的现有的光学镜片打磨设备依赖于人工上料并完成镜片的吸附夹持,又因光学镜片弧形侧面的结构特性,故而在打磨过程中要实时调整打磨方向,操作繁琐且自动化程度较低的使用需求问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种光学镜片加工用具有自动上料功能的打磨设备,包括上料机构和夹持机构,所述上料机构左侧端面活动安装有夹持机构,所述夹持机构包括框架、顶杆、滑套、延伸臂、安装台、转动销、杠杆臂和旋转轴承,所述框架内部安装有顶杆,且顶杆顶部右侧安装有滑套,所述滑套外部顶端安装有延伸臂,且延伸臂顶部内侧安装有安装台,所述延伸臂中部安装有转动销,且转动销内部安装有杠杆臂,所述杠杆臂中部安装有旋转轴承,且旋转轴承位于框架顶部中端。
6.优选的,所述框架两侧端面均套装有活动安装的滑套,且顶杆输出端与右侧滑套直接连接,所述滑套顶部外侧对称固定安装有延伸臂。
7.优选的,所述安装台通过螺栓与延伸臂构成可拆卸连接,且延伸臂中部转动安装有转动销,所述转动销内部贯穿有杠杆臂,且杠杆臂通过旋转轴承与框架顶部端面构成转动连接。
8.优选的,所述上料机构包括底座、滚轮、横向轨道、上料端和半月销,所述底座顶部转动安装有滚轮,且底座顶部端面固定安装有横向轨道,所述横向轨道右侧端面设置有上料端,且横向轨道内部活动安装有半月销。
9.优选的,所述上料机构还包括拉簧、推拉杆、卡合座、顶销、轴承座、抓手和竖直轨道,所述半月销右侧端面连接有拉簧,所述横向轨道顶部右侧安装有推拉杆,且推拉杆右侧输出端安装有卡合座,所述卡合座右下拐角处开设有顶销,且卡合座右侧外部固定安装有轴承座,所述轴承座内部转动安装有抓手,且抓手底部开口端开设尺寸与待加工光学镜片
相吻合,所述底座左侧端面固定安装有竖直轨道,且框架活动安装于竖直轨道内部。
10.优选的,所述安装台内侧活动安装有调向机构,所述调向机构包括滑轨、连接架和轴杆,所述滑轨远离开口端一侧端面固定安装有连接架,且连接架截面呈倒l形,所述连接架顶部贯穿有轴杆。
11.优选的,所述调向机构还包括摆杆、吸盘和万向座,所述轴杆中部转动安装有摆杆,且摆杆顶部输出端安装有吸盘,所述摆杆底部连接有万向座,且万向座活动安装于滑轨内部。
12.与现有技术相比,本实用新型的有益效果是:解决现有的光学镜片打磨设备依赖于人工上料并完成镜片的吸附夹持,又因光学镜片弧形侧面的结构特性,故而在打磨过程中要实时调整打磨方向,操作繁琐且自动化程度较低的技术问题,提供一种光学镜片加工用具有自动上料功能的打磨设备,实现光学镜片物料的自动上料工序,同时兼具自动定位夹持及角度调整的功能,使得光学镜片的打磨工序自动化程度更高。
13.1.本实用新型通过上料机构的设置,使用者操作推拉杆,使得卡合座及其右侧输出端通过轴承座转动安装的抓手,位于横向轨道顶部横向滑动,当卡合座位移至半月销所在位置时,此时光学镜片物料已经过传动带自动上料至上料端内,卡合座右侧端面压缩半月销使之压缩发生弹性形变,在通过卡合座右侧端面后复位突进卡合座内腔,实现对卡合座右下拐角处开设的顶销的顶伸驱动,使得顶销突出卡合座右侧端面与抓手相抵触,使得抓手围绕轴承座内部旋转实现对光学镜片物料的抓取,此后使用者通过操作推拉杆带动加载着镜片物料的抓手位于横向轨道顶部回退,半月销始终卡合于卡合座内跟随抓手的行程一同回退并使得拉簧完成拉伸,当卡合座回退至横向轨道右侧端面时,预设位置的拨动销驱使半月销再次弹性形变脱离卡合座,在拉簧的弹性力下回到初始位置,完成光学镜片的自动上料工序;
14.2.本实用新型通过夹持机构的设置,使用者预先启动底座顶部转动安装的滚轮使之保持持续转动,使用者启动顶杆,顶杆驱动其输出端右侧滑套位于框架侧端面滑动上升,此间滑套顶部外侧安装的延伸臂跟随滑套的抬升行程完成上升,延伸臂中部转动安装的转动销内部贯穿有杠杆臂,杠杆臂中部通过旋转轴承与框架顶部构成可旋转结构,受顶杆直接驱动的一侧延伸臂通过杠杆臂向不受顶杆直接驱动的杠杆臂进行传动,在杠杆作用下框架两侧套装的滑套朝相反的朝向纵向运动,使得调向机构对上料机构输送的光学镜片进行两侧合拢夹持,实现光学镜片的自动上料夹持,省去人工操作,自动化程度更高;
15.3.本实用新型通过调向机构的设置,调向机构通过安装台安装于两侧延伸臂顶部内侧,当打磨中的光学镜片需要调整打磨方向时,使用者通过驱使万向座位于滑轨内部滑动,使得通过轴杆转动安装于连接架顶部的摆杆,其底部围绕万向座内部转动,改变摆杆顶部输出端吸盘的输出角度,使得打磨中的镜片改变打磨角度,尽可能的贴合光学镜面原有的弧度,优化光学镜片成品的打磨效果。
附图说明
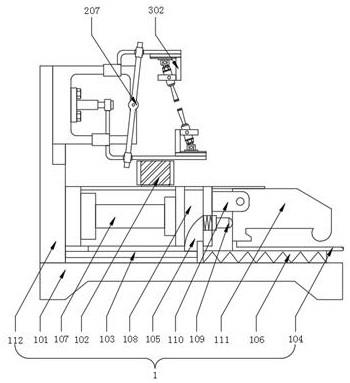
16.图1为本实用新型上料机构正视结构示意图;
17.图2为本实用新型夹持机构正视结构示意图;
18.图3为本实用新型调向机构俯视结构示意图。
19.图中:1、上料机构;101、底座;102、滚轮;103、横向轨道;104、上料端;105、半月销;106、拉簧;107、推拉杆;108、卡合座;109、顶销;110、轴承座;111、抓手;112、竖直轨道;2、夹持机构;201、框架;202、顶杆;203、滑套;204、延伸臂;205、安装台;206、转动销;207、杠杆臂;208、旋转轴承;3、调向机构;301、滑轨;302、连接架;303、轴杆;304、摆杆;305、吸盘;306、万向座。
具体实施方式
20.如图1所示,一种光学镜片加工用具有自动上料功能的打磨设备,上料机构1包括底座101、滚轮102、横向轨道103、上料端104和半月销105,底座101顶部转动安装有滚轮102,且底座101顶部端面固定安装有横向轨道103,横向轨道103右侧端面设置有上料端104,且横向轨道103内部活动安装有半月销105,上料机构1还包括拉簧106、推拉杆107、卡合座108、顶销109、轴承座110、抓手111和竖直轨道112,半月销105右侧端面连接有拉簧106,横向轨道103顶部右侧安装有推拉杆107,且推拉杆107右侧输出端安装有卡合座108,使用者操作推拉杆107,使得卡合座108及其右侧输出端通过轴承座110转动安装的抓手111,位于横向轨道103顶部横向滑动,当卡合座108位移至半月销105所在位置时,此时光学镜片物料已经过传动带自动上料至上料端104内,卡合座108右侧端面压缩半月销105使之压缩发生弹性形变,在通过卡合座108右侧端面后复位突进卡合座108内腔,卡合座108右下拐角处开设有顶销109,且卡合座108右侧外部固定安装有轴承座110,轴承座110内部转动安装有抓手111,且抓手111底部开口端开设尺寸与待加工光学镜片相吻合,实现对卡合座108右下拐角处开设的顶销109的顶伸驱动,使得顶销109突出卡合座108右侧端面与抓手111相抵触,使得抓手111围绕轴承座110内部旋转实现对光学镜片物料的抓取,底座101左侧端面固定安装有竖直轨道112,且框架201活动安装于竖直轨道112内部,此后使用者通过操作推拉杆107带动加载着镜片物料的抓手111位于横向轨道103顶部回退,半月销105始终卡合于卡合座108内跟随抓手111的行程一同回退并使得拉簧106完成拉伸,当卡合座108回退至横向轨道103右侧端面时,预设位置的拨动销驱使半月销105再次弹性形变脱离卡合座108,在拉簧106的弹性力下回到初始位置,完成光学镜片的自动上料工序。
21.如图2所示,上料机构1左侧端面活动安装有夹持机构2,夹持机构2包括框架201、顶杆202、滑套203、延伸臂204、安装台205、转动销206、杠杆臂207和旋转轴承208,框架201内部安装有顶杆202,且顶杆202顶部右侧安装有滑套203,滑套203外部顶端安装有延伸臂204,框架201两侧端面均套装有活动安装的滑套203,且顶杆202输出端与右侧滑套203直接连接,滑套203顶部外侧对称固定安装有延伸臂204,使用者预先启动底座101顶部转动安装的滚轮102使之保持持续转动,框架201活动安装于横向轨道103左侧端面安装的竖直轨道112内,使用者启动顶杆202,顶杆202驱动其输出端右侧滑套203位于框架201侧端面滑动上升,此间滑套203顶部外侧安装的延伸臂204跟随滑套203的抬升行程完成上升,且延伸臂204顶部内侧安装有安装台205,延伸臂204中部安装有转动销206,且转动销206内部安装有杠杆臂207,杠杆臂207中部安装有旋转轴承208,且旋转轴承208位于框架201顶部中端,安装台205通过螺栓与延伸臂204构成可拆卸连接,且延伸臂204中部转动安装有转动销206,转动销206内部贯穿有杠杆臂207,且杠杆臂207通过旋转轴承208与框架201顶部端面构成转动连接,延伸臂204中部转动安装的转动销206内部贯穿有杠杆臂207,杠杆臂207中部通
过旋转轴承208与框架201顶部构成可旋转结构,受顶杆202直接驱动的一侧延伸臂204通过杠杆臂207向不受顶杆202直接驱动的杠杆臂207进行传动,在杠杆作用下框架201两侧套装的滑套203朝相反的朝向纵向运动,使得夹持机构2对上料机构1输送的光学镜片进行两侧合拢夹持,实现光学镜片的自动上料夹持,省去人工操作,自动化程度更高。
22.如图3所示,安装台205内侧活动安装有调向机构3,调向机构3包括滑轨301、连接架302和轴杆303,滑轨301远离开口端一侧端面固定安装有连接架302,调向机构3通过安装台205安装于两侧延伸臂204顶部内侧,当打磨中的光学镜片需要调整打磨方向时,使用者通过驱使万向座306位于滑轨301内部滑动,且连接架302截面呈倒l形,连接架302顶部贯穿有轴杆303,调向机构3还包括摆杆304、吸盘305和万向座306,轴杆303中部转动安装有摆杆304,且摆杆304顶部输出端安装有吸盘305,摆杆304底部连接有万向座306,且万向座306活动安装于滑轨301内部,使得通过轴杆303转动安装于连接架302顶部的摆杆304,其底部围绕万向座306内部转动,改变摆杆304顶部输出端吸盘305的输出角度,使得打磨中的镜片改变打磨角度,尽可能的贴合光学镜面原有的弧度,优化光学镜片成品的打磨效果。
23.工作原理:在使用该一种光学镜片加工用具有自动上料功能的打磨设备时,使用者操作推拉杆107,使得卡合座108及其右侧输出端通过轴承座110转动安装的抓手111,位于横向轨道103顶部横向滑动,当卡合座108位移至半月销105所在位置时,此时光学镜片物料已经过传动带自动上料至上料端104内,卡合座108右侧端面压缩半月销105使之压缩发生弹性形变,在通过卡合座108右侧端面后复位突进卡合座108内腔,实现对卡合座108右下拐角处开设的顶销109的顶伸驱动,使得顶销109突出卡合座108右侧端面与抓手111相抵触,使得抓手111围绕轴承座110内部旋转实现对光学镜片物料的抓取,此后使用者通过操作推拉杆107带动加载着镜片物料的抓手111位于横向轨道103顶部回退,半月销105始终卡合于卡合座108内跟随抓手111的行程一同回退并使得拉簧106完成拉伸,当卡合座108回退至横向轨道103右侧端面时,预设位置的拨动销驱使半月销105再次弹性形变脱离卡合座108,在拉簧106的弹性力下回到初始位置,完成光学镜片的自动上料工序,使用者预先启动底座101顶部转动安装的滚轮102使之保持持续转动,框架201活动安装于横向轨道103左侧端面安装的竖直轨道112内,使用者启动顶杆202,顶杆202驱动其输出端右侧滑套203位于框架201侧端面滑动上升,此间滑套203顶部外侧安装的延伸臂204跟随滑套203的抬升行程完成上升,延伸臂204中部转动安装的转动销206内部贯穿有杠杆臂207,杠杆臂207中部通过旋转轴承208与框架201顶部构成可旋转结构,受顶杆202直接驱动的一侧延伸臂204通过杠杆臂207向不受顶杆202直接驱动的杠杆臂207进行传动,在杠杆作用下框架201两侧套装的滑套203朝相反的朝向纵向运动,使得夹持机构2对上料机构1输送的光学镜片进行两侧合拢夹持,实现光学镜片的自动上料夹持,省去人工操作,自动化程度更高,调向机构3通过安装台205安装于两侧延伸臂204顶部内侧,当打磨中的光学镜片需要调整打磨方向时,使用者通过驱使万向座306位于滑轨301内部滑动,使得通过轴杆303转动安装于连接架302顶部的摆杆304,其底部围绕万向座306内部转动,改变摆杆304顶部输出端吸盘305的输出角度,使得打磨中的镜片改变打磨角度,尽可能的贴合光学镜面原有的弧度,优化光学镜片成品的打磨效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1