一种铝灰资源化利用方法与流程
1.本发明属于固体废弃物资源化技术领域,具体涉及一种铝灰资源化处理方法。
背景技术:
2.铝灰是电解铝或铸造铝生产工艺中产生的熔渣经冷却加工后的废弃物,主要包括金属铝单质、氧化铝和盐熔剂的混合物,是一种可再生资源。一般地,根据铝含量的不同,铝灰可分为一次铝灰、二次铝灰和三次铝灰。一次铝灰的颜色呈灰白色,是在电解铝或铸造等不添加盐熔剂的过程中产生的,一次铝灰的主要成分为铝和铝氧化物的混合物,铝含量可达15
‑
70%,故称为白铝灰。二次铝灰:包括含2
‑
18%铝、盐熔剂、氧化物等的黑铝灰、废灰、废屑、边角料等,经盐浴处理回收之后产生的nacl、kcl、氟化物和3
‑
5%的铝的混合物,因其固结成块状被称为盐饼。三次铝灰:二次铝灰中的金属铝被进一步提取后剩余的废渣,称为三次铝灰,目前大量堆存的废铝灰,都是三次铝灰,这种铝灰几乎不含金属铝,主要含有氧化铝、盐熔剂等物质。从铝灰中回收铝及其他有价元素,对提高企业的经济效益,保护生态环境具有重要的现实意义和实用价值。
3.现有多种专利技术处理铝灰,如:中国发明专利200610117078.7用废铝灰制备铝酸钠的方法,提出了用烧碱浸取废铝灰生产固体铝酸钠的工艺,但对溶出铝灰后的废渣没有处理方法,对铝灰溶出过程中产生的废气处理没有涉及,显然没有达到废铝灰综合处理的目的。中国发明专利cn200610048565铝废渣、废灰综合利用处理工艺,提出了采用烧碱溶解铝废渣、废灰得到铝酸钠溶液;废渣再配烧碱、石灰(石)烧结、熟料、碱溶得到铝酸钠;进一步提取氧化铝、生产氢氧化铝和沸石,但分步提取铝和硅,碱耗高,工艺复杂;没有固氟,产品中混入氟;铝灰中氮源也未能利用。中国发明专利201611099617一种铝灰资源化处理方法,提出了铝灰水解脱氮、焙烧脱氟、加粘结剂造粒后1000
‑
1500℃℃煅烧得到铝灰熟料、烟气水喷淋脱氟、淋后循环水中加入石灰固氟,但改工艺煅烧后烟气用石灰乳固氟,工艺复杂。中国发明专利201910636033一种高效回收铝灰中有价元素的方法,提出了铝灰水解脱氮、氨气酸吸收制备铵盐,脱盐脱氨铝灰与碱液高压釜水热反应制备铝酸钠溶液,但没有固氟,产品中混入氟;水热法铝硅回收利用率也不高。
4.采用拜尔法生产氧化铝时,也会产生大量的赤泥,赤泥中含有一定量的氧化铝、氧化钠,不进行回收也是一种资源浪费,另外,赤泥作为一种固废对环境影响较大。
5.总之,目前,我国铝灰处理回收率低,能量消耗大,研究和开发将工业铝灰回收制备其他物质,对于提高经济效益,保护生态环境具有重要的现实意义和实用价值。因此,在此基础上利用铝灰、赤泥等固废,具有重要的社会价值和经济效益。
技术实现要素:
6.本发明的目的在于针对现有技术的缺陷和不足,提供一种铝灰资源化利用方法,回收铝灰中的铝、氮等高价元素,得到氨水等副产品,变废为宝,提高社会资源的利用率,同时除去了其中的氟并做了无害化处理,实现铝灰资源化,同时,增加赤泥的综合利用,有利
于环境保护。
7.为实现上述目的,本发明采用如下技术方案:
8.一种铝灰资源化利用方法,首先将铝灰先进行湿法脱氮制备高铝料,再和赤泥、电石渣、烧碱混料配制成生料后进行烧结得到熟料,最后进行熟料溶出得到铝酸钠和固体渣,所述高铝料、电石渣、赤泥、纯碱的配比需满足:a/s≥5,n/r为1.03
±
0.03,c/s为1.5
‑
2,f/a为0.08
‑
0.1。
9.进一步的,所述生料需要按照生料中各组分组成进行计算配比混合均匀配制而成。
10.进一步的,所述生料在配制过程中还加入了生料煤,所述生料煤占比按固定碳为干生料量的3.0~5.0%(wt%)。
11.进一步的,所述湿法脱氮工序s1为催化脱氮:将所述铝灰添加至注水的脱氮反应槽内,维持水中碱浓度为1
‑
5wt%,所述铝灰中的氮化铝进行碱催化水解、释放出氨气而脱氮,并形成脱氮料浆;所述脱氮料浆进行固液分离、洗涤形成高铝料和脱氮液。
12.进一步的,还包括工序s2钙化固氟:对所述铝灰水解脱氮后形成的脱氮液进行钙化固氟,以固化所述铝灰中的氟化物。
13.进一步的,生料配制为工序s3:向球磨机内加入所述高铝料,并按照比例配入电石渣、赤泥、纯碱和生料煤,搅拌、研磨、均化,形成固含满足要求的生料。
14.进一步的,熟料烧结为工序s4:将所述生料从回转窑的窑尾喷入,同时向所述回转窑的窑头喷入煤粉,控制烧结温度为1000
‑
1250℃,烧结时间为10
‑
60分钟,烧结后得到熟料。
15.进一步的,铝酸钠生成为工序s5:所述熟料通过破碎、磨细,熟料溶出后得到溶出浆料,再通过沉降、固液分离得到铝酸钠粗液和固体渣,所述铝酸钠粗液再通过立式叶滤机制备成铝酸钠精液。
16.进一步的,所述铝灰为二次铝灰,质量百分比组成为:al2o3占38~50%,aln占25
‑
35%,mgal2o4占1~10%,fe2o3占1~3%,sio2占1~7%,caf2占1~3%,naf占1~5%,kf占0.5~1.5%。
17.进一步的,所述铝灰中氮回收率大于98%,铝灰和赤坭组成的固废中氧化铝回收率大于93%。
18.本发明与现有技术相比,具有如下有益效果:
19.1)本发明将湿法脱氮、常温钙化固氟、熟料烧结和铝酸钠制备进行有机结合,制备出铝酸钠溶液,同时副产物为低浓度氨水,工艺过程的废水循环利用,不仅实现了铝灰、赤泥、电石渣这些固废的无害化处理,而且实现了铝灰、赤泥、电石渣这些固废的资源化协同利用。
20.2)本发明将湿法脱氮、常温钙化固氟进行结合,反应条件温和、安全,工艺操控容易,设备简单,投资少,不会产生因铝灰直接高温煅烧脱氮、固氟而产生的脱氮不彻底、氟化合物泄露进入大气导致的后续熟料烧结的氟危废污染问题,没有二次污染,满足工业化绿色工厂生产要求,适合工业化推广应用。
21.3)本发明工艺过程中,无害化处理过程中不产生三废物质,没有废气排放,工艺处理过程中产生的废水能够进行系统内循环利用,也没有废水排放,危废氟通过固化转化为
稳定的氟化钙,避免了氟对环境和大气的污染。
22.4)本发明先脱氮、固氟提取氮资源,再烧结回收利用铝灰等固废中的铝等资源,脱氮、固氟效率高、彻底,产品铝酸钠的氮、氟含量低,产品铝酸钠溶液中杂质氮、氯和氟的含量低于0.01%。另外,本发明对铝灰先采用湿法脱氮,能够避免铝灰直接和赤坭等固废混合时,铝灰中的氮化铝遇水而发生水解导致生产过程氨气排放而形成的环境影响问题。
23.5)本发明中固废中铝、氮等高价元素得到了高效利用,其中,铝灰中氮回收率大于98%,铝灰和赤坭组成的固废中的氧化铝回收率大于93%。
24.6)本发明对熟料烧结产生的烟气余热回收利用进行了优化,一方面自动返回窑尾对进入回转窑的物料进行烘干,干燥脱水,另外,余热烟气对催化脱氮的水解介质进行加热,提高了整个工艺系统的热量利用效率,可以节省工艺过程的蒸汽消耗,节能效果较好。
25.7)本发明在生料中配制加入适量的生料煤,可以起到铝灰排硫的作用。煤中的碳在烧结中能形成还原气氛(co),在700
‑
800℃下,将na2so4还原为na2s,将fe2o3还原成feo。一部分na2s在后续的熟料溶出阶段进入溶液,从而达到脱除铝灰中硫的目的。另一部分na2s还能在烧结过程中和feo反应生成fes,fes可以进入赤泥中从而达到铝灰排硫的效果。
26.8)本发明可以利用普通拜耳法赤泥固废和铝灰,解决了传统烧结法因赤泥铁含量较高而导致配比困难的问题,同时,本发明还可以促进铝灰、赤泥、电石渣等固废的大规模资源化协同利用,实现了固废的资源化。
27.9)本发明采用高铝硅比配比制备生料,可降低生料中的铁铝比,提高熟料的折合比,提高了产品铝酸钠粗液产能,从而降低系统的能耗,降低了产品铝酸钠粗液的单位能耗,降低了系统的碳排放。同时,还能减少系统中的硅钙渣产量,因此,实现了固废的资源化和减量化,节能减排、环保效益明显,实现了清洁化生产。
附图说明
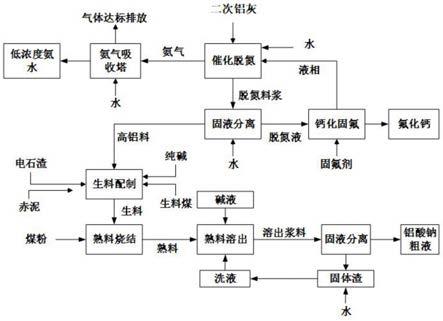
28.图1是本发明的铝灰资源化利用工艺流程示意图。
具体实施方式
29.为了更清楚地说明本发明实施方式或现有技术中的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是本发明的一些实施方式,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
30.图1是本发明的铝灰资源化利用工艺流程示意图。如图1所示,本发明提供了一种铝灰资源化利用方法,首先将铝灰先进行湿法脱氮制备高铝料,再和赤泥、电石渣、烧碱混料配制成生料后进行烧结得到熟料,最后进行熟料溶出得到铝酸钠和固体渣,所述高铝料、电石渣、赤泥、纯碱的配比需满足:a/s≥5,n/r为1.03
±
0.03,c/s为1.5
‑
2,f/a为0.08
‑
0.1。
31.进一步的,所述生料需要按照生料中各组分组成进行计算配比混合均匀配制而成。
32.进一步的,所述生料在配制过程中还加入了生料煤,所述生料煤占比按固定碳为干生料量的3.0~5.0%(wt%)。
33.进一步的,所述生料中水份含量为38~42%(wt%)。
34.进一步的,所述湿法脱氮为:将所述铝灰添加至注水的脱氮反应槽内水解脱氮。
35.进一步的,所述湿法脱氮为工序s1催化脱氮:将所述铝灰添加至注水的脱氮反应槽内,维持水中碱浓度为1
‑
5wt%,所述铝灰中的氮化铝进行碱催化水解、释放出氨气而脱氮,并形成脱氮料浆;所述脱氮料浆进行固液分离、洗涤形成高铝料和脱氮液。
36.进一步的,所述铝灰为二次铝灰,质量百分比组成为:al2o3占38~50%,aln占25
‑
35%,mgal2o4占1~10%,fe2o3占1~3%,sio2占1~7%,caf2占1~3%,naf占1~5%,kf占0.5~1.5%。
37.进一步的,还包括工序s2钙化固氟:对所述铝灰水解脱氮后形成的脱氮液进行钙化固氟,以固化所述铝灰中的氟化物。
38.进一步的,所述氟化物为氟化钠和氟化钾,在所述s1催化脱氮工序中,所述氟化钠和氟化钾溶解进入所述脱氮料浆中。
39.进一步的,所述s2钙化固氟:固氟反应槽接收所述脱氮液后再泵入固氟剂,所述固氟剂在常温下处理所述脱氮液,以固化所述脱氮液中的氟化物;所述固氟剂为氢氧化钙或氯化钙;优选固氟剂为氢氧化钙。
40.进一步的,生料配制为工序s3:向球磨机内加入所述高铝料,并按照比例配入电石渣、赤泥、纯碱和生料煤,搅拌、研磨、均化,形成均匀的生料。
41.进一步的,熟料烧结为工序s4:将所述生料从回转窑的窑尾喷入,同时向所述回转窑的窑头喷入煤粉,控制烧结温度为1000
‑
1250℃,烧结时间为10
‑
60分钟,烧结后得到熟料。
42.进一步的,铝酸钠生成为工序s5铝酸钠制备:所述熟料通过破碎、磨细,熟料溶出后得到溶出浆料,再通过沉降、固液分离得到铝酸钠粗液和固体渣,所述铝酸钠粗液再通过立式叶滤机制备成铝酸钠精液。
43.进一步的,在所述s1催化脱氮工序中控制所述脱氮反应槽内的液固比5
‑
8:1。
44.进一步的,所述固氟剂为电石渣;所述电石渣的质量百分比组成为:cao占56.8~65%,al2o3占1.25~4%,sio2占2.5~7.5%,fe2o3占0.2~0.96%。
45.进一步的,将所述二次铝灰添加至所述脱氮反应槽内进行所述氮化铝水解,水解温度为70
‑
100℃,优选为90℃,水解反应时间为1
‑
3小时,优选为2小时。
46.进一步的,首先向所述脱氮反应槽内加入水,再加入naoh调节碱浓度至2
‑
3wt%,然后加入所述二次铝灰并升温至所述水解温度下进行所述水解。
47.进一步的,所述脱氮反应槽为密封结构,通过密封管道,所述脱氮反应槽依次连通氨气吸收塔、引风机和烟囱。
48.进一步的,在所述s1催化脱氮工序中,开启与所述脱氮反应槽连接的引风机和氨气吸收塔,所述氨气通过所述引风机引入所述氨气吸收塔内,所述氨气在所述氨气吸收塔内通过喷淋水形成低浓度氨水和剩余气体,所述低浓度氨水送入氨水储罐暂存,供脱硝处理;所述剩余气体排放至大气。
49.进一步的,在所述s1催化脱氮工序中,在所述氨气吸收塔内,通过水雾喷淋、填料吸收形成所述低浓度氨水;所述剩余气体再经过净化处理达标后排放至大气。
50.进一步的,在所述s1催化脱氮工序中,向所述脱氮反应槽内通入过热蒸汽以补充所述脱氮反应所需的热量,所述饱和蒸汽温度为159℃、压力0.6mpa。
51.进一步的,在所述s1催化脱氮工序中,控制所述氨气吸收塔形成的低浓度氨水,喷淋水为常温水,优选为低温水。
52.进一步的,在所述s1催化脱氮工序中,监控进入的所述脱氮槽内的液相中的氯离子含量,当所述氯离子含量较高时,停止或减少所述液相进入的量,并对所述液相进行去氯离子处理;所述去氯离子处理包括膜渗透分离。
53.进一步的,所述脱氮料浆通过料浆泵泵入厢式压滤机进行固液分离、洗涤后形成高铝料和脱氮液,所述高铝料送入s3生料配制工序配料,所述脱氮液进入所述s2钙化固氟工序的固氟反应槽内固氟。
54.进一步的,在所述s2钙化固氟工序中,向所述固氟反应槽中流入所述脱氮液,再加入所述氢氧化钙或氯化钙,所述氢氧化钙或氯化钙与所述脱氮液中的氟化钠和氟化钾在常温下发生固氟反应生成氟化钙。
55.进一步的,所述s2钙化固氟工序中,将所述固氟反应后生成的固氟反应液用渣浆泵泵入厢式压滤机进行固液分离、洗涤形成氟化钙和液相,所述液相进入s1催化脱氮工序的所述脱氮槽循环使用,所述氟化钙送入固废堆场。
56.进一步的,所述高铝料的质量百分比组成为:al2o3占60.15~73.29%,mgal2o4占2.28~7.95%,fe2o3占0.87~2.38%,sio2占2.28~5.56%,caf2占0.78~2.39%,含水量为17~21.88%,na2o占0.75~2.3%,其它占1.6~2.28%。
57.进一步的,所述电石渣的质量百分比组成为:cao占56.8~65%,al2o3占1.25~4%,sio2占2.5~7.5%,fe2o3占0.2~0.96%。
58.进一步的,所述赤泥的质量百分比组成为:al2o3占19.5~30.48%,sio2占11.58~23.76%,fe2o3占19.2~38.24%,na2o占5.31~11.48%。
59.进一步的,在工业生产循环之后可减少碳酸钠加入量,通过加入循环母液去配所述生料。
60.进一步的,在工业生产中还可以向所述生料中加入脱硅后的硅渣进行配制所述生料。
61.进一步的,所述电石渣的质量百分比组成为氧化钙占65%(wt%),al2o3占0.25%(wt%),sio2占7.9%(wt%),fe2o3占0.96%(wt%)。
62.进一步的,在所述s3生料配制工序中,还包括对生料在矿浆球磨机中进行湿磨处理,以获得均化的生料,所述球磨时间为15
‑
60min,磨料粒度≤50mm,球磨温度为60
‑
80℃。
63.进一步的,在所述s4熟料烧结工序中,所述回转窑从窑尾到窑头,按照功能依次划分为烘干带、预热带、分解带、烧结带和冷却带,上述各带的温度依次为120℃,120
‑
600℃,600
‑
1000℃,1000
‑
1300℃,800
‑
1000℃,所述冷却带出口温度700
‑
800℃,所述冷却带热风通过管路返回所述烘干带;所述窑头的喷枪的压力为1.8
‑
2.2mpa,所述窑尾的压力为≥
‑
500pa。
64.进一步的,在所述s4熟料烧结工序中,在所述回转窑的窑头喷入所述煤粉,所述煤粉中h2o≤2%(wt%),所述煤粉的细度为(160#筛残留)≤14%。
65.进一步的,在所述s4熟料烧结工序中,根据所述生料进料量、所述生料中的水分,以维持达到所述烧结温度来确定喷入所述煤粉的煤量。
66.进一步的,在所述s4熟料烧结工序中,还包括对所述回转窑在煅烧所述生料中所
产生的烟气进行电除尘处理,回收所述烟气中的余热,并用于所述s3生料配制工序中加热所述生料,或者用于所述s1催化脱氮工序中加热所述脱氮反应槽内的水。
67.进一步的,在所述s5铝酸钠溶液制备工序中,采用溶出磨,一段溶出温度为70
‑
80℃,溶出时间为20
‑
40分钟,入磨固液比为3.5
±
0.5,调整液温度>70℃,二段溶出液固比为2
±
0.5,溶出沉降槽底流l/s为2.5
‑
4.5,得到所述溶出浆料。
68.进一步的,在所述s5铝酸钠制备工序中,所述熟料破碎、磨细至粒度为≤10
㎜
。
69.进一步的,在所述s5铝酸钠制备工序中,所述立式叶滤机过滤去除浮游物。
70.进一步的,在所述s5铝酸钠制备工序中,所述固体渣为钙硅渣,送入固氟堆场。
71.进一步的,在所述s5铝酸钠制备工序中,所述铝酸钠粗液包含naal0h4、naoh和na2co3,按照al2o3和全碱计算,所述铝酸钠粗液中所述al2o3含量为100
‑
170克/升,所述全碱含量为105
‑
170克/升。
72.进一步的,所述铝灰中氮回收率大于98%,铝灰和赤坭组成的固废中氧化铝回收率大于93%。
73.下面结合附图和具体实施方式对本发明作详细地描述,实施方式不能在此一一赘述,但本发明的实施方式并不因此限定于以下实施方式。
74.铝灰等原料
75.本发明中所使用的铝灰、赤泥、电石渣等固废原料,均来自周边工业园区的废弃物料。其中:
76.铝灰来自某电解铝工厂的二次铝灰,运至公司铝灰暂存仓库,仓库建设标准按照铝灰存储的要求建设。达到防水、防潮、防爆的标准。铝灰为二次铝灰,质量百分比组成为:al2o3占38~50%,aln占25
‑
35%,mgal2o4占1~10%,fe2o3占1~3%,sio2占1~7%,caf2占1~3%,naf占1~5%,kf占0.5~1.5%。
77.赤泥来自某氧化铝厂,赤泥的质量百分比组成为:al2o3占19.5~30.48%,sio2占11.58~23.76%,fe2o3占19.2~38.24%,na2o占5.31~11.48%。
78.电石渣来自某化工厂生产pvc产生的废渣,电石渣的质量百分比组成为:cao占56.8~65%,al2o3占1.25~4%,sio2占2.5~7.5%,fe2o3占0.2~0.96%。
79.煤:含硫量低的无烟煤,煤中h2o≤2%(wt%),煤粉的细度为(160#筛残留)≤14%。
80.本发明中的纯碱、氢氧化钠来自采购的化工商品级原料。
81.实施例1
82.采用如图1所述的铝灰资源化利用工艺流程处理铝灰。具体包括:
83.(1)s1铝灰催化脱氮
84.本实施例中铝灰为二次铝灰,采用催化脱氮方式脱除铝灰中的氮,并回收利用。
85.在配置搅拌的脱氮反应槽内,首先加入水,再加入碱(naoh)调节脱氮反应槽内水溶液的碱浓度2
‑
3wt%,然后加入铝灰,控制脱氮反应槽内的液固比5
‑
8:1。向脱氮反应槽内水溶液通入250℃、4公斤压力的过热蒸汽,脱氮反应槽内水溶液升温至90℃并保持,搅拌,反应2小时。在此过程中,铝灰中氮化铝(aln)发生水解反应,反应原理:
86.aln+3h2o=al(oh)3↓
+nh3↑
。铝灰中的氮化铝发生水解反应释放出氨气。
87.在水解反应期间,开启氨气吸收塔和引风机,氨气通过引风机引入氨气吸收塔内,
氨气吸收塔为带喷淋的填料塔。进入吸收塔内的氨气通过吸收塔顶喷淋的水雾、与塔内由塔底上升的氨气,在填料表面吸收形成低浓度氨水,送入氨水储罐暂存,然后泵入锅炉房脱硝使用,氨气经氨吸收后的剩余气体再经过净化处理达标后排放至大气。
88.在本实施例中,喷淋水为常温水,优选为低温水,采用三级及以上塔吸收,喷淋水从最后一级塔入塔,氨气从第1级塔入塔,逆流吸收氨气。
89.脱氮反应完成后,脱氮料浆通过料浆泵泵入厢式压滤机进行固液分离、洗涤后形成固体高铝料和脱氮液,在此过程中,水洗高铝料,其中,含水的固相高铝料,送入矿浆磨制工序,在矿浆球磨机中再溶出铝硅等有价元素配料,脱氮液进入钙化固氟工序进行固氟。
90.铝灰经过催化脱氮工序处理后,形成的固相高铝料的质量百分比组成为:
91.al2o3占68.12%(wt%),mgal2o4占6.31%(wt%),fe2o3占1.05%(wt%),sio2占3.97%(wt%),caf2占0.86%(wt%),na2o占0.85%,含水量为17.39%(wt%),其它占1.45%(wt%)。基本脱除了铝灰中的氮、氟,确保了后续工序熟料烧结出来的产品不含氮、氟杂质。
92.(2)s2钙化固氟
93.在固氟反应槽中注入脱氮后的脱氮液,加入固氟剂电石渣浆,电石渣浆中的氧化钙与脱氮液中的氟化钠、氟化钾,在常温下反应生成氟化钙,此过程不需要另外加温,反应原理:
94.2naf+cao+h2o=caf2+2naoh,2kf+cao+h2o=caf2+2koh
95.固氟反应完成后,将所述固氟反应液用渣浆泵泵入厢式压滤机进行固液分离、洗涤后形成氟化钙和液相,在此过程中,水洗氟化钙,液相进入催化脱氮工序的脱氮槽循环使用,氟化钙送入固废堆场。
96.由于在铝灰催化脱氮工序,热水洗涤铝灰,会溶出铝灰中的氯离子,形成nacl、kcl等一次盐,氯离子在催化脱氮工序进行累积会对工艺产生不利影响,因此,需要监控液相中的氯离子,尤其是采用氯化钙作为固氟剂时,会产生大量的nacl、kcl等一次盐,为防止氯离子含量过高,可定期通过过滤将其中的nacl、kcl洗除。
97.在本实施例中,在催化脱氮工序中,在线监控进入脱氮槽内的液相中的氯离子含量,当氯离子含量较高时,停止或减少液相进入的量,并对液相进行去氯离子处理;去氯离子处理包括膜渗透分离、蒸发结晶除一次盐等。
98.(3)s3生料配制
99.向球磨机内加入上述高铝料,并配入电石渣、赤泥、纯碱和生料煤配制生料,其中:
100.电石渣的质量百分比组成为:氧化钙占64.75%,氧化铝占1.95%,氧化硅占3.5%,氧化铁占0.96%,其他3.08%;烧失量:25.76%;
101.赤泥的质量百分比组成为al2o3占20.7%,s io2占19.88%,fe2o3占30.2%,na2o占9.82%,水份占17.4%,氧化钙占2%。
102.按照生料中:铝硅比a/s=7,碱比n/r为1.04,钙比c/s为2.0,铁铝比f/a为0.098,生料煤为4.5%(wt%),细度为+120#<14%,水份为38~42%(wt%),配制生料。具体配制方法以生料中铝硅比7.0为例进行计算:
103.假设生料中的al2o3与sio2全部来源于高铝料与赤泥(此处不考虑电石渣带入,后续修正计算见后),且这二者总物料加入量为100克。则设高铝料加入量为x克,则赤泥灰加
入量为(100
‑
x)克。高铝料中al2o3含量为68.12%,sio2含量为3.97%;赤泥中al2o3含量为20.7%,sio2含量为19.88%。
104.可得到当铝硅比设定为7.0时,铝料加入量为74.602克,赤泥加入量为25.398克。
105.设定碱比为1.04,加入纯碱为62.9716克;设定钙比为2.0,加入电石渣为22.3099克;此时混合料中实际的铝硅比为6.4288;碱比为1.03;钙比为1.95;铁铝比为0.098。和本实施例中前述的生料中的配料配比基本相近。
106.在本实施例中,初始所需物料及质量百分比组成为,高铝料:40.52%,碳酸钠:34.2%,电石渣:11.48%,赤泥:13.8%,生料煤:4.5%,在工业生产循环之后可减少碳酸钠加入量,通过加入循环母液去配生料。根据铝酸钠粗液不同的用途产生的循环母液来调节铝酸钠的浓度及方法。另外,工业生产中还可以向生料中加入脱硅后的硅渣进行配制生料。
107.配制生料,搅拌、送入矿浆球磨机研磨、均化、溶出、得到合格生料。
108.在本实施例中,对高铝料、电石渣、赤泥、纯碱和生料煤所形成的生料在矿浆球磨机中进行湿磨处理,以获得均化的生料,控制生料水份38
‑
42%(wt%),矿浆球磨机的操作条件为:采用一段开路磨矿流程,选用三仓管磨机。将高铝料、纯碱、碳分母液、赤泥、电石渣按书上述生料料浆配制比例磨制生料料浆,球磨时间为15
‑
60min,磨料粒度为(120#筛残留)≤14%,球磨温度为60
‑
80℃。最终形成合适水含量为38%的生料。在本实施方式中,可利用碳分法制备氢氧化铝过程中形成的碳分母液回收利用碳酸钠,加入循环母液去配生料。
109.(4)s4熟料烧结
110.将生料从回转窑的窑尾雾化喷入,同时向所述回转窑窑头喷入成品煤粉,控制烧结温度为1050℃,烧结时间为15分钟,冷却后得到熟料。
111.在本实施例中,回转窑从窑尾到窑头,按照功能依次划分为烘干带、预热带、分解带、烧结带和冷却带,上述各带的温度依次为120℃,120
‑
600℃,600
‑
1000℃,1000
‑
1300℃,800
‑
1000℃,冷却带出口温度700
‑
800℃,冷却带热风通过管路返回烘干带以对进入回转窑的生料料浆进行快速脱水干燥;窑头喷枪的压力为1.8
‑
2.2mpa,窑尾的压力为≥
‑
500pampa。
112.在本实施例中,在回转窑的窑头喷入成品煤粉,优选为含硫量低的煤,煤粉中h2o≤2%(wt%),煤粉的细度为(160#筛残留)≤14%。在熟料烧结工序中,根据生料进料量、生料中的水分,以维持达到所述烧结温度来确定喷入煤粉的煤量,控制喷入的煤量确保熟料烧结好但不过烧为宜。
113.(5)铝酸钠制备
114.熟料进入球磨机,通过破碎、磨细至粒度为≤10
㎜
,后加入碱液进行熟料溶出后得到溶出浆料,再通过沉降、固液分离、水洗涤得到铝酸钠粗液和固体渣,固体渣为钙硅渣,送入水泥厂或固废堆场。固体渣经水洗涤后的形成的洗液可送去熟料溶出进行循环利用。
115.在本实施例中,采用溶出磨,一段溶出温度为70
‑
80℃,溶出时间为20
‑
40分钟,入磨固液比为3.5
±
0.5,调整液温度>70℃,二段溶出液固比为2
±
0.5,溶出沉降槽底流l/s为2.5
‑
4.5,得到溶出浆料。
116.本实施例,通过铝灰催化脱氮、钙化固氟、生料配制、熟料烧结和铝酸钠制备处理,最终制备出合格的铝酸钠粗液产品,其中,铝酸钠粗液包含naal0h4、naoh和na2co3,按照
al2o3和全碱计算,所述铝酸钠溶液中所述al2o3含量为110克/升,所述全碱含量为105克/升。铝灰中氮回收率大于98%,铝灰和赤坭组成的固废中氧化铝回收率大于93%。产品中基本检测不到氮、氟。其中,氮脱除后并回收生成副产品低浓度氨水,氟完成固化形成性质稳定的氟化钙。在整个生产过程中,没有废气排放、系统内产生的废水通过蒸发得到回收,并用于工艺内部的固液分离的水洗、配料,洗涤后的洗液也可用于熟料溶出,因此,也实现了系统内部循环使用,没有废水排放,固废铝灰实现了无害化处理并得到铝、氮等有价元素的资源化利用。系统内部的烧结烟气余热也得到回收利用,整个系统实现了清洁生产。
117.实施例2
118.采用如图1所述的铝灰资源化利用工艺流程处理铝灰。与实施例1不同的是主要有如下方面:
119.(1)s1铝灰催化脱氮
120.调节脱氮反应槽内水溶液的碱浓度1wt%,然后加入二次铝灰,控制脱氮反应槽内的液固比6:1。将后续的s4熟料烧结过程的回转窑产生的烟气余热回收,通过换热管直接给脱氮反应槽内水溶液进行加热,在线监测脱氮反应槽内水溶液温升情况,向脱氮反应槽内水溶液补入250℃、4公斤压力的过热蒸汽,脱氮反应槽内水溶液升温至90℃并保持,搅拌,反应2小时。铝灰中氮化铝(aln)发生水解反应脱除氮释放出氨气。
121.二次铝灰经过催化脱氮工序处理后,形成的高铝料含水量为19%,基本脱除了铝灰中的氮、氟,确保了后续工序熟料烧制出来的产品不含氮、氟杂质。
122.(2)s3生料配制
123.向球磨机内加入含19%水的高铝料,搅拌、送入矿浆球磨机研磨、均化、溶出、配料,生料料浆水含量为42%。
124.(3)s4熟料烧结
125.将生料料浆从回转窑的窑尾雾化喷入,同时向所述回转窑窑头喷入煤粉,控制烧结温度为1050℃,烧结时间为20分钟,冷却后得到熟料。
126.(4)铝酸钠制备
127.熟料溶出后得到的铝酸钠粗液再通过立式叶滤机去除其中的浮游物制备成铝酸钠精液。
128.本实施例,通过铝灰催化脱氮、钙化固氟、生料配制、熟料烧结和铝酸钠制备处理,最终制备出合格的精铝酸钠溶液产品,其中,精铝酸钠粗液包含naal0h4、naoh和na2co3,按照al2o3和全碱计算,铝酸钠溶液中al2o3含量为112克/升,全碱含量为127克/升。铝灰中氮回收率大于98%,铝灰和赤坭组成的固废中氧化铝回收率大于93%。。产品基本检测不到氮、氟。系统内部的烧结烟气余热也得到回收利用,整个系统实现了清洁生产。
129.实施例3
130.采用如图1所述的铝灰资源化利用工艺流程处理铝灰。与实施例1不同的是主要有如下方面:
131.(1)s3生料配制:向球磨机内加入含21%水的高铝料,搅拌、送入矿浆球磨机研磨、均化、溶出、配料。
132.(2)s4熟料烧结:将生料料浆从回转窑的窑尾喷入,同时向所述回转窑窑头喷入煤粉,控制烧结温度为1050℃,烧结时间为15分钟,冷却后得到熟料。
133.(3)铝酸钠制备:通过铝灰催化脱氮、钙化固氟、生料配制、熟料烧结和铝酸钠制备处理,最终制备出合格的铝酸钠粗液产品,铝酸钠粗液包含naal0h4、naoh和na2co3,按照al2o3和全碱计算,所述铝酸钠溶液中al2o3含量为100克/升,全碱含量为124克/升。铝灰中氮回收率大于98%,铝灰和赤坭组成的固废中氧化铝回收率大于93%。。产品中基本检测不到氮、氟。系统内部的烧结烟气余热也得到回收利用,整个系统实现了清洁生产。
134.实施例4
135.采用如图1所述的铝灰资源化利用工艺流程处理铝灰。与实施例1不同的是在于:在s2钙化固氟工序,固氟反应完成后,将固氟反应液用渣浆泵泵入厢式压滤机进行固液分离形成氟化钙和液相,在此过程中,水洗氟化钙,液相进入s1催化脱氮工序的脱氮槽循环使用,在本实施方式中,不对液相中的氯离子含量进行监控,没有定期过滤将其中的nacl、kcl洗除。
136.最终制备的铝酸钠溶液产品,铝灰中氮回收率大于98%,铝灰和赤坭组成的固废中氧化铝回收率大于93%。尽管在整个生产过程中,没有废气排放、系统内产生的废水通过蒸发得到回收,也实现了系统内部循环使用,没有废水排放,固废铝灰实现了无害化处理并得到氮、铝等有价元素的资源化利用。但是,由于没有对铝灰中的氯元素进行监控,并及时在s1催化脱氮工序进行洗除,导致,氯产生的nacl、kcl等一次盐累积最终导致脱氮设备出现腐蚀情况。
137.实施例5
138.采用如图1所述的铝灰资源化利用工艺流程处理铝灰。与实施例1不同的是在于:在s3生料配制工序,经调配槽内配制的高铝料、电石渣、赤泥、纯碱和生料煤后的生料仅仅在调配槽内进行搅拌、均化、配料,未送入矿浆球磨机研磨制备生料。通过本实施例的最终制备出的铝酸钠粗液产品,其中,铝酸钠粗液包含naal0h4、naoh和na2co3,按照al2o3和全碱计算,铝酸钠溶液中所述al2o3含量为98克/升,全碱含量为110克/升。铝灰中氮回收率大于97%,铝灰和赤坭组成的固废中氧化铝回收率大于89%。。产品中基本检测不到氮、氟。固废铝灰虽然实现了无害化处理并得到氮、铝等有价元素的资源化利用,但是,铝回收率下降,说明生料配制工序生料混合送入矿浆球磨机进行充分研磨所形成的生料料浆,能够确保高铝料中的铝元素充分溶出进入到生料中,对于后续熟料烧结、溶出、回收氧化铝更容易。
139.对比实施例1
140.参考现有技术对铝灰进行资源化利用,具体地,铝灰先进行水解脱氮、固液分离的脱氮液进行钙化固氟,分离的高铝料配入纯碱后直接送入矿浆球磨机进行充分研磨所形成的高铝料生料,将生料从回转窑的窑尾喷入,同时向回转窑窑头喷入煤粉,控制烧结温度为1000
‑
1100℃下进行烧结。
141.与实施例1不同的是在于:本对比实施例中,由于高铝料没有配入电石渣和赤泥,即生料的配方不同于实施例1,导致生料中铁铝比过低,烧结碱耗高、成本高。说明在生料配制阶段,向高铝料中配入一定比例的电石渣、赤泥、纯碱和生料煤,能够满足碱石灰烧结法的运行条件,起到协同促进铝灰中的铝等有价元素的高效回收、溶出。
142.对比实施例2
143.参考现有技术对铝灰进行资源化利用,具体地,铝灰不进行水解脱氮、固氟,而是直接将铝灰与电石渣、赤泥和纯碱进行混合、研磨、均化,制备铝料生料,将生料从回转窑的
窑尾喷入,同时向回转窑窑头喷入煤粉,控制烧结温度为1000
‑
1100℃,烧结时间为20分钟,冷却后得到熟料,熟料进入球磨机,通过破碎、磨细,熟料溶出后得到溶出浆料,再通过沉降、固液分离得到铝酸钠粗液和固体渣。
144.与实施例1不同的是在于:在本对比实施例中,铝灰没有先进行水解脱氮、固氟,而是直接采用实施例1中的生料的组成配方配制生料,由于氮化铝见水会释放氨气,导致现场进行生料配制时,现场会产生大量氨气,引发环境保护问题。如果进行干法喂料,后期产生的烟气属于危废,治理非常麻烦。总之,本实施方式下,生产现场无法操作,不符合环保要求。
145.对比实施例3
146.采用如图1所述的铝灰资源化利用工艺流程处理铝灰。与实施例1不同的是在于:本对比实施例中,在s3生料配制工序中,高铝料、电石渣、赤泥、纯碱配比按照a/s=3.5、碱比n/r为1.04、钙比c/s为2.0进行配制形成生料,然后按照后续流程进行处理。
147.具体生料配制中,假设生料中的al2o3与sio2全部来源于高铝料与赤泥(此处先不考虑电石渣带入,后续修正计算见后),且这二者总物料加入量为100g。则设高铝料加入量为x g,则赤泥灰加入量为(100
‑
x)g。高铝料中al2o3含量为68.12%,sio2含量为3.97%;赤泥中al2o3含量为20.7%,sio2含量为19.88%。
148.可得到当铝硅比设定为3.5、碱比n/r为1.04、钙比c/s为2.0时,高铝料加入量为47.408g,赤泥加入量为52.592g,加入纯碱为49.93g,加入电石渣为33.94g,此时混合料中,实际的铝硅比为3.4288,碱比为1.02,钙比为1.7,铁铝比为0.2429。
149.由上可知,对于普通烧结法配料,用高铝料、赤泥、电石渣进行烧结法配料,当按照常规条件下设定铝硅比为3.5或小于3.5时,铝硅比、碱比、钙比都能够满足要求,铁铝比和正常的0.08
‑
0.12配比要求相比差距太大,当按照正常的熟料烧结要求例如实施例1中s4熟料烧结工序条件下进行烧结时容易结圈、结团,使熟料窑无法正常运转。
150.本对比实施例结果说明,采用本发明的铝灰和赤泥等固废资源化利用时,如果固守传统的烧结法的铝硅比例如3.5进行生料配比,而不提高配制的生料中的铝硅比到a/s≥5,将无法满足熟料烧结工序要求,正常生产无法进行,铝灰和赤坭组成的固废中氧化铝不能得到回收利用。
151.以上所述仅为本发明的一个实施方式而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1