一种冷冻罗非鱼片智能分拣及配重装箱设备
1.本发明涉及食品加工技术领域,特别涉及一种冷冻罗非鱼片智能分拣及配重装箱设备。
背景技术:
2.在冷冻罗非鱼片生产过程中,需对不同规格的冷冻罗非鱼片进行装箱。现采用的生产方式是人工将流水线上的每一片冷冻罗非鱼片放在电子秤上不断试称,直到达到目标质量才将其放入包装箱中。
3.现有的这种生产方式需要投入大量的工人,因此水产加工企业在一定程度上需要花费较大的人工成本。同时人工的工作效率较低和不能较好地保证包装箱中冷冻罗非鱼片目标质量的精确度。
4.因此有必要提供一种提高生产效率的同时减少人工成本的冷冻罗非鱼片加工设备。
技术实现要素:
5.为解决上述技术问题,本发明采取了如下技术方案:
6.一种冷冻罗非鱼片智能分拣及配重装箱设备,包括:
7.上料装置;
8.整体框架,所述整体框架设置于所述上料装置一侧;
9.分拣装置,所述分拣装置包括支撑架、集电器、分拣称重模块、连接板、分拣控制单元和动力驱动行走机构,所述动力驱动行走机构连接于所述支撑架上,所述集电器连接于所述支撑架一侧,所述连接板连接于所述支撑架远离所述集电器的一侧,所述连接板一端与所述整体框架连接,所述分拣称重模块和所述分拣控制单元均连接于所述支撑架底端;
10.收料装置,所述收料装置设置于所述整体框架一端下侧;
11.装箱装置,所述装箱装置包括圆台、定位箱座、装箱控制单元、第一驱动电机和装箱称重模块,所述圆台设置于所述收料装置一侧,所述圆台顶端中心位置设置有旋转部,所述第一驱动电机连接于所述圆台下侧中心位置,所述第一驱动电机动力输出端与所述旋转部连接,所述定位箱座设置于所述圆台上,所述装箱称重模块连接于所述定位箱座底端,所述装箱控制单元连接于所述圆台底端;
12.中央处理单元,所述中央处理单元分别与所述上料装置、所述整体框架、所述分拣装置、所述收料装置和所述装箱装置电连接。
13.进一步地,所述上料装置包括承接输送装置、缓冲输送装置和注入输送装置,所述承接输送装置和所述注入输送装置分别安装于所述缓冲输送装置两侧,所述缓冲输送装置上设置有双轴输出伺服电机,所述双轴输出伺服电机与所述中央处理单元电连接,所述双轴输出伺服电机分别与所述承接输送装置、所述缓冲输送装置和所述注入输送装置动力连接。
14.进一步地,所述整体框架包括环架、无接缝滑触线、第二驱动电机、主动链轮、从动链轮和椭圆环轨,所述无接缝滑触线通过吊卡连接于所述环架外端面,所述第二驱动电机安装于所述环架上,所述主动链轮和所述从动链轮均连接于所述环架上,所述主动链轮和所述从动链轮通过链条连接,所述第二驱动电机动力输出端与所述主动链轮动力连接,所述椭圆环轨连接于所述环架内侧。
15.进一步地,所述动力驱动行走机构包括第三驱动电机、第一主动滚筒、第一从动滚筒、前车轮、后车轮、弹簧板和侧车轮,所述第三驱动电机安装在所述支撑架上,所述第一主动滚筒和所述第一从动滚筒平行设置在所述支撑架上,所述第一主动滚筒和所述第一从动滚筒通过皮带连接,所述第三驱动电机的动力输出端通过同步带与所述第一主动滚筒连接,所述前车轮和所述后车轮均旋转连接于所述支撑架底端,所述弹簧板连接于所述支撑架底端中心位置,所述侧车轮连接于所述弹簧板一侧,所述连接板连接于所述链条上,所述前车轮和所述后车轮均连接于所述椭圆环轨上端面,所述侧车轮与所述环架内壁相切,所述集电器的碳刷与所述无接缝滑触线的电极相接触。
16.进一步地,所述注入输送装置的皮带和所述分拣装置的皮带相邻,且其上端面处于同一平面。
17.进一步地,所述收料装置包括第二主动滚筒、第二从动滚筒、第四驱动电机和固定架,所述第四驱动电机连接于所述固定架底端,所述第二主动滚筒和所述第二从动滚筒分别连接于所述固定架两端,所述第四驱动电机和所述第二主动滚筒通过同步带传动连接,所述第二主动滚筒和所述第二从动滚筒通过皮带传动连接。
18.进一步地,所述分拣控制单元和所述装箱控制单元结构相同,均包括控制器和无线模块,所述分拣控制单元的无线模块与所述分拣控制单元控制器电连接,所述装箱控制单元的无线模块与所述装箱控制单元控制器电连接。
19.进一步地,所述分拣称重模块和装箱称重模块结构相同,均包括压力传感器和hx711ad模块,所述分拣称重模块的压力传感器和所述分拣称重模块的hx711ad模块电连接,所述分拣称重模块的hx711ad模块与所述中央处理单元电连接;所述装箱称重模块的压力传感器和所述装箱称重模块的hx711ad模块电连接,所述装箱称重模块的hx711ad模块与所述中央处理单元电连接。
20.进一步地,所述装箱装置还包括导电滑环,所述导电滑环套设于所述第一驱动电机的输出轴上,所述导电滑环另一端分别与所述装箱控制单元和所述装箱称重模块电连接。
21.本发明的有益效果在于:
22.本发明设置有上料装置、整体框架、分拣装置、收料装置、装箱装置和中央处理单元,工作时各个部分配合工作,可实现多个分拣装置供多个包装箱进行装箱,或者多个分拣装置供一个包装箱进行装箱,通过中央处理单元设定装箱质量,并通过分拣装置对不同质量的冷冻罗非鱼片进行精确称重挑选,完成冷冻罗非鱼片质量精确的装箱作业,整个装箱过程大大节省人工。
附图说明
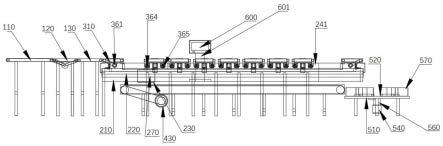
23.图1为本发明一种冷冻罗非鱼片智能分拣及配重装箱设备示意图。
24.图2为本发明一种冷冻罗非鱼片智能分拣及配重装箱设备电路连接图。
25.图3为本发明一种冷冻罗非鱼片智能分拣及配重装箱设备俯视图。
26.图4为上料装置示意图。
27.图5为分拣装置示意图。
28.图6为整体框架示意图。
29.图7为收料装置示意图。
30.图8为装箱装置示意图。
31.其中,图中:
32.100-上料装置;110-承接输送装置;111-承接主动滚筒;112-承接从动滚筒;120-缓冲输送装置;121-缓冲主动滚筒;122-缓冲从动滚筒;130-注入输送装置;131-注入主动滚筒;132-注入从动滚筒;140-双轴输出伺服电机;200-整体框架;210-环架;220-无接缝滑触线;230-第二驱动电机;240-主动链轮;241-链条;250-从动链轮;260-椭圆环轨;270-吊卡;300-分拣装置;310-支撑架;320-集电器;330-分拣称重模块;340-连接板;350-分拣控制单元;360-动力驱动行走机构;361-第三驱动电机;362-第一主动滚筒;363-第一从动滚筒;364-前车轮;365-后车轮;366-弹簧板;367-侧车轮;400-收料装置;410-第二主动滚筒;420-第二从动滚筒;430-第四驱动电机;440-固定架;500-装箱装置;510-圆台;520-定位箱座;530-装箱控制单元;540-第一驱动电机;550-装箱称重模块;560-导电滑环;570-包装箱;600-中央控制单元;601-连接件;700-冷冻罗非鱼片;1~5-皮带;21~25-同步带。
具体实施方式
33.下面将结合本发明实施例中的附图1-8,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.实施例
35.结合图1-8本实施例提供了一种冷冻罗非鱼片智能分拣及配重装箱设备,包括上料装置100、整体框架200、分拣装置300、收料装置400、装箱装置500和中央处理单元600,所述中央处理单元600分别与所述上料装置100、所述整体框架200、所述分拣装置300、所述收料装置400和所述装箱装置500电连接。
36.本实施例中所述中央处理单元600通过连接件601连接于所述整体框架200上侧,作为整套设备的控制系统和数据采集中枢,所述中央处理单元包括plc。
37.所述上料装置100包括承接输送装置110、缓冲输送装置120和注入输送装置130,所述承接输送装置110和所述注入输送装置130分别安装于所述缓冲输送装置120两侧,所述缓冲输送装置120上设置有双轴输出伺服电机140,所述双轴输出伺服电机140分别与所述承接输送装置110、所述缓冲输送装置120和所述注入输送装置130动力连接,所述双轴输出伺服电机140的驱动器与plc电连接,实现双轴输出伺服电机140转速的控制,完成中央处理单元与上料装置100的信息交换过程。
38.进一步地,所述承接输送装置110包括承接架、承接主动滚筒和承接从动滚筒,所述承接主动滚筒111和所述承接从动滚筒112平行连接于与所述承接架两端,且所述承接主
动滚筒111和所述承接从动滚筒112通过皮带1传动连接,所述承接主动滚筒111通过同步带21与双轴输出伺服电机140上半轴动力连接,为所述承接主动滚筒111提供动力源;所述缓冲输送装置120包括缓冲架、缓冲主动滚筒121和缓冲从动滚筒122,所述缓冲主动滚筒121和所述缓冲从动滚筒122平行连接于与所述缓冲架两端,所述缓冲主动滚筒121与所述承接主动滚筒111相邻设置,且所述缓冲主动滚筒121和所述缓冲从动滚筒122通过皮带2传动连接,所述缓冲主动滚筒121通过同步带22与双轴输出伺服电机140下半轴动力连接,为所述缓冲主动滚筒121提供动力源;所述注入输送装置130包括包括注入架、注入主动滚筒131和注入从动滚筒132,所述注入主动滚筒131和所述注入从动滚筒132平行连接于与所述注入架两端,所述注入主动滚筒131与所述缓冲从动滚筒122相邻设置,且所述注入主动滚筒131和所述注入从动滚筒132通过皮带3传动连接,所述注入主动滚筒通过同步带23与双轴输出伺服电机140下半轴动力连接,为所述注入主动滚筒131提供动力源。
39.所述承接输送装置110的皮带1、所述缓冲输送装置120的皮带2和所述注入输送装置130的皮带3的上端面均处于同一平面且相互平行设置,所述双轴输出伺服电机140通过螺钉固定在所述缓冲架的底部中央位置。
40.所述整体框架200包括环架210、无接缝滑触线220、第二驱动电机230、主动链轮240、从动链轮250和椭圆环轨260,所述无接缝滑触线220通过吊卡270连接于所述环架210外端面,所述第二驱动电机230安装于所述环架210上,所述主动链轮240和所述从动链轮250均旋转连接于所述环架210上,所述主动链轮240和所述从动链轮250通过链条241连接,所述第二驱动电力动力输出端与所述主动链轮240动力连接,所述椭圆环轨260固定连接于所述环架210内侧。
41.中央处理单元与整体框架200信息交换实现过程如下:中央处理单元的plc与整体框架200的第二驱动电机230的驱动器线束连接,以实现控制第二驱动电机230的启动与关闭。
42.所述分拣装置300连接于所述整体框架200上端,所述分拣装置300包括支撑架310、集电器320、分拣称重模块330、连接板340、分拣控制单元350和动力驱动行走机构360,所述动力驱动行走机构360连接于所述支撑架310上,所述集电器320连接于所述支撑架310一侧,所述连接板340连接于所述支撑架310远离所述集电器320的一侧底端,所述分拣称重模块330和所述分拣控制单元350均连接于所述支撑架310底端。
43.本实施例中,所述分拣控制单元350包括控制器和无线模块,所述分拣控制单元的无线模块与所述分拣控制单元的控制器电连接;所述分拣称重模块330包括括压力传感器和hx711ad模块,所述分拣称重模块的压力传感器和所述分拣称重模块的hx711ad模块电连接,所述分拣称重模块的hx711ad模块与所述中央处理单元电连接;所述分拣装置300设置有多组,以实现对多组冷冻罗非鱼片的分拣作业;所述分拣称重模块330包括压力传感器和hx711ad模块;所述分拣控制单元350包括控制器和无线模块。
44.所述动力驱动行走机构360包括第三驱动电机361、第一主动滚筒362、第一从动滚筒363、前车轮364、后车轮365、弹簧板366和侧车轮367,所述第三驱动电机361安装在所述支撑架310上,所述第一主动滚筒362和所述第一从动滚筒363平行设置在所述支撑架310上,所述第一主动滚筒362和所述第一从动滚筒363通过皮带4连接,所述第三驱动电机361的动力输出端通过同步带24与所述第一主动滚筒362连接,为所述第一主动滚筒362提供动
力源,所述前车轮364和所述后车轮365均旋转连接于所述支撑架310底端,所述前车轮364安装于所述支撑架310底面中央位置前端,所述后车轮365安装于所述支撑架310底面中央位置后端,所述弹簧板366连接于所述支撑架310底端中心位置,所述侧车轮367通过螺钉连接于所述弹簧板366一侧,所述连接板340连接于所述链条241上,所述前车轮364和所述后车轮365均连接于所述椭圆环轨260上端面,椭圆环轨260为分拣装置300提供支撑和运动轨迹,所述侧车轮367与所述环架210内壁相切,所述集电器320的碳刷与所述无接缝滑触线220的电极相接触。
45.所述中央处理单元与所述分拣装置300的信息交换实现过程如下:所述分拣装置300的皮带上的冷冻罗非鱼片作用在分拣称重模块330上,使得分拣称重模块330的压力传感器的应变片变化并以模拟电压输出,随后经过hx711ad模块转化为数字信号,再通过hx711ad模块的io口输入给分拣控制单元350的控制器,控制器将得到冷冻罗非鱼片的质量数据通过无线模块发送出去;中央处理单元的无线模块接收数据,随后plc通过计算、分析、组合、筛选,选出总质量符合目标质量的目标,接着中央处理单元通过无线模块发送第三驱动电机361运动执行指令到相应的分拣控制单元350上,控制器与第三驱动电机361线束连接,从而控制第三驱动电机361启动。
46.所述注入输送装置130的皮带3与所述分拣装置300的皮带4相邻且其上端面处于同一平面上。
47.所述收料装置400包括第二主动滚筒410、第二从动滚筒420、第四驱动电机430和固定架440,所述电机模块连接于所述固定架440底端,所述第二主动滚筒410和所述第二从动滚筒420分别连接于所述固定架440两端,所述第四驱动电机430和所述第二主动滚筒410通过同步带25传动连接,所述第二主动滚筒410和所述第二从动滚筒420通过皮带5传动连接。
48.所述中央处理单元与收料装置400信息交换实现过程如下:中央处理单元的plc与收料装置400的第四驱动电机430的驱动器线束连接,以实现控制第四驱动电机430的启动与关闭。
49.所述收料装置400设置在所述整体框架200下方,且所述收料装置400的中心面与所述整体框架200的中心面对齐设置。
50.所述装箱装置500设置在所述收料装置400运动方向的末端,用于接收由收料装置400收集的冷冻罗非鱼片。
51.所述装箱装置500包括圆台510、定位箱座520、装箱控制单元530、第一驱动电机540和装箱称重模块550,所述圆台510顶端中心位置旋转连接设置有旋转部,所述第一驱动电机540连接于所述圆台510下侧中心位置,所述第一驱动电机540动力输出端与所述旋转部连接,所述定位箱座520设置于所述圆台510上,所述装箱称重模块550连接于所述定位箱座520底端,所述装箱控制单元530连接于所述圆台510底端;本实施例中包装箱570固定放置在所述定位箱座520上。
52.所述装箱控制单元530包括控制器和无线模块,所述装箱控制单元的无线模块与所述装箱控制单元的控制器电连接;所述装箱称重模块550包括压力传感器和hx711ad模块,所述装箱称重模块的压力传感器和所述装箱称重模块的hx711ad模块电连接,所述装箱称重模块的hx711ad模块与所述中央处理单元电连接。
53.作为优化,所述第一驱动电机540的输出轴上套设有导电滑环560,所述导电滑环560用于为所述装箱控制单元530和所述装箱称重模块550提供电能。
54.中央处理单元与装箱装置500的信息交换实现过程如下:包装箱570的重量作用在装箱称重模块550,使得装箱称重模块550的压力传感器应变片变化并以模拟电压输出,随后经过hx711ad模块转化为数字信号,再通过hx711ad模块的io口输入给装箱控制单元530的控制器,控制器将得到的冷冻罗非鱼片的质量数量通过无线模块发送出去;中央处理单元的无线模块接收数据,随后plc通过计算、分析,确定需要装箱的包装箱570;接着中央处理单元通过无线模块发送电机运动执行指令到的装箱控制单元530上,控制器与第一驱动电机540线束连接,从而控制第一驱动电机540转动将相应包装箱570放置在收料装置400运动方向的末端。
55.本发明公开的一种冷冻罗非鱼片智能分拣及配重装箱设备的运动过程如下:
56.接通设备电源,如图4所示,双轴输出伺服电机140启动,带动上料装置100各部分的皮带转动;如图5、6所示,整体框架200上的无接缝滑触线220实现通电,同时第二驱动电机230依次通过主动链轮240、链条241、连接板340带动分拣装置300在椭圆环轨260表面做椭圆运动;分拣装置300通过集电器320的碳刷与无接缝滑触线220的电极滑动接触,实现第三驱动电机361、分拣称重模块330和分拣控制单元350通电;如图7所示,收料装置400的第四驱动电机430启动,带动收料装置400的皮带转动;如图8所示,装箱装置500的第一驱动电机540启动,带动圆台510上的包装箱570转动,将包装箱570放置在收料装置400的运动方向末端,同时导电滑环560为装箱称重模块550和装箱控制单元530供电;如图2所示,中央处理单元通电初始化,由设备管理员设定目标质量。
57.本发明公开的一种冷冻罗非鱼片智能分拣及配重装箱设备运行工作时,分为两种工作状态:
58.第一种为多个分拣装置300供一个包装箱570进行装箱,首先将冷冻罗非鱼片通过上料装置100输送到分拣装置的皮带上,随后分拣称重模块330将测得的质量通过控制单元发送至中央处理单元,中央处理单元收集好各个分拣装置上的冷冻罗非鱼片的质量,通过计算、分析、组合和筛选操作,筛选出最接近目标质量组合的对应分拣装置,随后中央控制单元600发送指令并通过分拣控制单元350控制第三驱动电机361运动,带动相应的分拣装置运动并将其皮带上的冷冻罗非鱼片输送至收料装置400上;随后收料装置400将冷冻罗非鱼片输送到包装箱570中,同时中央处理单元监测分拣称重模块330质量为零的分拣装置与注入输送装置的距离,并控制双轴输出伺服电机140下半轴的转动速度,从而控制注入输送装置的皮带运动速度,保证冷冻罗非鱼片准确输送到分拣称重模块330质量为零的分拣装置皮带上,确保每个分拣装置的皮带上均放置有冷冻罗非鱼片;当包装箱570内装有冷冻罗非鱼片后,定位箱座520底部的装箱称重模块550对装箱质量进行检测,若未达到装箱质量要求,则通过装箱控制单元530将差额质量发送至中央处理单元,由中央处理单元再次计算、分析、组合和筛选符合要求的冷冻罗非鱼片,按照上述步骤依次通过分拣装置、收料装置400输送到包装箱570中,不断重复上述操作直到达到目标质量要求;若达到要求,则直接完成冷冻罗非鱼片的装箱。
59.第二种为多个分拣装置供多个包装箱570进行装箱,首先将冷冻罗非鱼片通过上料装置100输送到分拣装置的皮带上;随后分拣称重模块330将测得的质量通过控制单元发
送至中央处理单元,中央处理单元收集好各个分拣装置上的冷冻罗非鱼片的质量,通过计算、分析、组合和筛选操作,筛选出总质量接近比目标质量少2kg的皮带14,随后中央控制单元600发送指令并通过分拣控制单元350控制第三驱动电机361运动,带动相应的分拣装置运动并将其皮带上的冷冻罗非鱼片输送至收料装置400上;随后收料装置400将冷冻罗非鱼片输送到第一个包装箱570中;同时中央处理单元监测分拣称重模块330质量为零的分拣装置与注入输送装置的距离,并控制双轴输出伺服电机140下半轴的转动速度,从而控制注入输送装置的皮带运动速度,保证冷冻罗非鱼片准确输送到分拣称重模块330质量为零的分拣装置皮带上,确保每个分拣装置的皮带上均放置有冷冻罗非鱼片;当第一个包装箱570装有冷冻罗非鱼片后,定位箱座520底部的装箱称重模块550称得第一个包装箱570的质量,通过装箱控制单元530发送至中央处理单元备份;同时第一驱动电机540启动,带动圆台510上的第二个包装箱转动至收料装置400的运动方向的末端;进一步按照上述步骤进行第二个包装箱的冷冻罗非鱼片装箱,直到将圆台510的第六个包装箱装有冷冻罗非鱼片;随后中央处理单元将接收到的分拣称重模块330传送的重量与已备份好六个包装箱的质量进行计算、分析、组合、筛选,选出符合目标质量的分拣装置皮带上的冷冻罗非鱼片,此时装箱装置500的圆台510将符合要求的包装箱旋转至收料装置400的运动方向的末端;随后通过收料装置400的皮带输送到符合要求的包装箱中,完成该箱的装配;剩余的包装箱均按照上述步骤完成冷冻罗非鱼片装箱。
60.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对上述实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1