热塑性体注塑模具及注塑方法与流程
1.本发明涉及产品注塑技术领域,更为具体地,涉及一种热塑性体注塑模具及注塑方法。
背景技术:
2.目前,在热塑性碳纤维等类似材料的成型过程中,业内普遍采用的是立式机成型方案,板材自身的重力方向和机台开合模方向重合,模具上无需特殊定位设计。
3.但是,采用立式机存在设备资源的局限性,即仅能在立式机上实现对热塑性碳纤维等材料的成型方案,工艺窗口较小。而对于不具备立式机机台而仅具备卧式机机台的工厂而言,若需要完成此类材料的成型作业,需要单独采购设备,导致在生产成本、项目交期等方面很难满足客户要求。
4.因此,目前亟需一种成型工艺能够通过立式或卧式机台,灵活地实现对热塑性材料的高质量成型加工。
技术实现要素:
5.鉴于上述问题,本发明的目的是提供一种热塑性体注塑模具及注塑方法,以解决现有注塑对立式机要求的局限性以及包边注塑质量等问题。
6.本发明提供的热塑性体注塑模具,包括:相适配的前模板和后模板;其中,在后模板内设置有可移动的定位针,在前模板内设置有与定位针位置对应的避让孔;在开模状态下,定位针自后模板内伸出,待注塑热塑性件限位在定位针上;在合模状态下,待注塑热塑性件限位在前模板和后模板之间,定位针插入避让孔内;在注塑状态下,定位针从前模板内移出,通过前模板和后模板配合在待注塑热塑性件上形成注塑件。
7.此外,可选的技术方案是,定位针设置有至少两根。
8.此外,可选的技术方案是,定位针的长度大于后模板的厚度。
9.此外,可选的技术方案是,在后模板上设置有与定位针连接的驱动气缸;驱动气缸用于带动定位针在后模板内运动。
10.此外,可选的技术方案是,待注塑热塑性件的重力方向与前模板和后模板的开模方向相垂直。
11.此外,可选的技术方案是,在待注塑热塑性件上设置有定位孔;待注塑热塑性件通过定位孔悬挂在定位针上。
12.此外,可选的技术方案是,在合模状态下,待注塑热塑性件限位在前模板和后模板配合形成的注塑腔体内;注塑腔体用于形成包裹待注塑热塑性件的至少一侧的注塑件。
13.根据本发明的另一方面,提供一种热塑性体注塑方法,利用上热塑性体注塑模具进行注塑,方法包括:将待注塑热塑性件悬挂在自后模板伸出的定位针上;控制前模板和后模板合模,待注塑热塑性件夹持在前模板和后模板之间;控制定位针自后模板内退出;基于前模板和后模板形成的注塑腔体,在待注塑热塑性件上形成注塑件;待注塑件冷却成型后,
控制前模板和后模板打开,并取出热塑性件和注塑件形成的产品。
14.此外,可选的技术方案是,在将待注塑热塑性件悬挂在定位针之前,还包括:基于数控技术在待注塑热塑性件上设置定位孔;基于外部加热设备将设置有定位孔的待注塑热塑性件加热至软化状态。
15.此外,可选的技术方案是,还包括:对产品的多胶区域进行打磨去除;对打磨后的产品进行喷漆处理。
16.利用上述热塑性体注塑模具及注塑方法,在后模板内设置有可移动的定位针,在前模板内设置有与定位针位置对应的避让孔,在开模状态下,定位针自后模板内伸出,待注塑热塑性件限位在定位针上,在合模状态下,待注塑热塑性件限位在前模板和后模板之间,定位针插入避让孔内,在注塑状态下,定位针从前模板内移出,通过前模板和后模板配合在待注塑热塑性件上形成注塑件,该结构能够通过卧式机台完成对热塑性件的注塑作业,且由于注塑件的胶体会部分注塑至热塑性件的内部,能够起到机械抓胶作用,以及增强热塑性件与塑胶之间的粘接力。
17.为了实现上述以及相关目的,本发明的一个或多个方面包括后面将详细说明的特征。下面的说明以及附图详细说明了本发明的某些示例性方面。然而,这些方面指示的仅仅是可使用本发明的原理的各种方式中的一些方式。此外,本发明旨在包括所有这些方面以及它们的等同物。
附图说明
18.通过参考以下结合附图的说明,并且随着对本发明的更全面理解,本发明的其它目的及结果将更加明白及易于理解。在附图中:
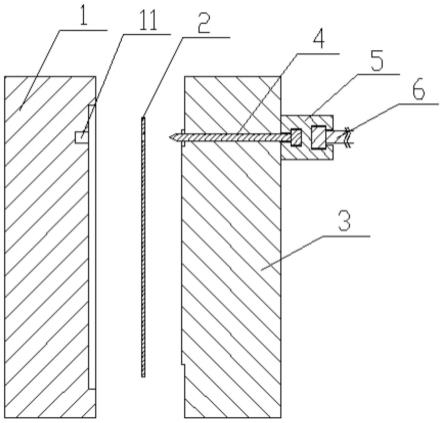
19.图1为根据本发明实施例的热塑性体注塑模具的分模结构示意图;
20.图2为根据本发明实施例的待注塑热塑性件的悬挂结构示意图;
21.图3为根据本发明实施例的热塑性体注塑模具的合模结构示意图;
22.图4为根据本发明实施例的定位针移出结构示意图;
23.图5为根据本发明实施例的注塑件形成结构示意图;
24.图6为根据本发明实施例的产品脱模结构示意图;
25.图7为根据本发明实施例的产品打磨后的结构示意图;
26.图8为图7中a部分的局部放大图。
27.其中的附图标记包括:前模板1、避让孔11、热塑性件2、定位孔21、后模板3、定位针4、连接块5、驱动气缸6、注塑腔体7、注塑件81、注塑件82。
28.在所有附图中相同的标号指示相似或相应的特征或功能。
具体实施方式
29.在下面的描述中,出于说明的目的,为了提供对一个或多个实施例的全面理解,阐述了许多具体细节。然而,很明显,也可以在没有这些具体细节的情况下实现这些实施例。在其它例子中,为了便于描述一个或多个实施例,公知的结构和设备以方框图的形式示出。
30.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时
针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
31.为详细描述本发明的热塑性体注塑模具及注塑方法,以下将结合附图对本发明的具体实施例进行详细描述。
32.图1至图8分别从不同角度示出了根据本发明实施例的热塑性体注塑模具在不同状态下的示意结构。
33.如图1至图8共同所示,本发明实施例的热塑性体注塑模具,包括相适配的前模板1和后模板3;其中,在后模板3内设置有可移动的定位针4,在前模板1内设置有与定位针4位置对应的避让孔11;在开模状态下(如图1所示),定位针4自后模板3内伸出,待注塑热塑性件(简称热塑性件,下同)限位在定位针4上(如图2所示);在合模状态下(如图3所示),待注塑热塑性件限位在前模板1和后模板3之间,定位针4插入避让孔11内;在注塑状态下,定位针4从前模板1内移出(如图4所示),通过前模板1和后模板3配合在待注塑热塑性件上形成注塑件8(如图5所示),然后通过再次开模将产品(包括热塑性件及注塑其上的注塑件,下同)取出(如图6所示),通过设置定位针4的结构可实现卧式机的热塑性件注塑,克服对立式机的依赖;此外,在注塑过程中,塑胶能够进入到待注塑热塑性件上的定位孔21内,实现机械抓胶作用,增强热塑性件与塑胶之间的结合力。
34.其中,定位针4至少设置有两根,具体的数量可根据产品的结构复杂程度进行灵活设置,通过多根定位针4对待注塑热塑性件进行定位,不仅能够提高定位精度,还能够使得待注塑热塑性件的重力方向与前模板1和后模板3的开模方向相垂直,克服现有仅可通过立式机进行注塑的缺陷。
35.为了确保定位针4能够起到一定的定位作用,可知,定位针4的长度需设置为大于后模板3的厚度,进一步地,当定位针4从后模板3内伸出后,能具有足够的长度悬挂待注塑热塑性件。例如,待注塑热塑性件贴合在后模板3挂在定位针4之后,定位针4仍具有稍许的长度余量,防止合模过程中待注塑热塑性件意外脱落。
36.在本发明的热塑性体注塑模具中,可在后模板3远离前模板1的一侧设置与定位针4连接的驱动气缸6,驱动气缸6和定位针4之间通过连接块5固定连接,通过驱动气缸6带动定位针4在后模板3内运动,从而实现定位针4的顶出以及收回动作。在具体应用过程中,可根据待注塑热塑性件的厚度灵活调整定位针4的位移,进而实现对多种类型的热塑性件的注塑作业。
37.需要说明的是,为了能够将待注塑热塑性件初步定位在定位针4上,还需要在待注塑热塑性件上设置对应的定位孔21,定位孔21的设置个数及位置与定位针4相对应,具体可采用cnc(computerized numerical control,数控技术)在待注塑热塑性件上增加定位孔21,然后通过红外加热设备将其加热至软化状态,然后通过机械手将加热后的热塑性件2转移至模具型腔,并悬挂在定位针4处,热塑性件2通过定位针4的支撑力克服自身的重力,实现注塑前的定位。
38.进一步地,控制前模板1和后模板3进行合模,在合模状态下,待注塑热塑性件限位在前模板1和后模板3配合形成的注塑腔体7内;注塑腔体7用于形成包裹待注塑热塑性件的至少一侧的注塑件8,具体的注塑腔体7的形状可根据产品需求进行灵活设置,并不限于附
图中所示具体结构。
39.在本发明的一个具体实施方式中,由于前模板1内的避让孔11以及后模板3内的定位针4的设置,在注塑完成后,会在热塑性件2和注塑件8形成的产品上存在多胶区域,因此,还需要对这些多胶区域进行打磨及喷涂处理,直至外观满足生产要求位置。
40.其中,可通过打磨去除避让孔11及定位针4所在孔形成的多胶区域(如图7所示),然后在打磨后的产品的表面喷涂与热塑性件2颜色相同的色漆进行遮盖。而位于原定位孔21内的塑胶则残留在产品内,该结构不仅能够实现有效的包边注塑,提高抓胶能力,还能够增加热塑性件2与塑胶之间的接触面积,增加粘接力。
41.此外,上述待注塑热塑性件和热塑性件及热塑性体均指具有热塑性特点的结构件,例如热塑性碳纤维板材等结构件;形成在待注塑热塑性件上的注塑件8的位置及形状可以根据产品的要求相应调整注塑腔体7的形状来实现。
42.在本发明的一个具体实施例中,位于热塑性件上的注塑件8分别位于上下两端,包括注塑件81和注塑件82;此外,也可以将注塑件设置为侧面全包的形式,即注塑件同时包括热塑性件的上侧、后侧及下侧等。
43.与上述热塑性体注塑模具相对应地,本发明还提供一种热塑性体注塑方法,具体地,本发明实施例的热塑性体注塑方法,主要包括:
44.s110:将待注塑热塑性件悬挂在自后模板伸出的定位针上;
45.在将待注塑热塑性件悬挂在定位针之前,还包括:基于数控技术在待注塑热塑性件上预先设置若干个定位孔,然后,基于外部加热设备将设置有定位孔的待注塑热塑性件加热至软化状态,最后将软化状态的热塑性件通过定位孔悬置在定位针处。软化状态的待注塑热塑性件在定位针上竖直悬挂,定位针与前模板和后模板开模方向平行,即待注塑热塑性件的重力方向与所述前模板和所述后模板的开模方向相垂直,实现了待注塑热塑性件在卧式机的应用
46.s120:控制前模板和后模板合模,待注塑热塑性件夹持在前模板和后模板之间;
47.通过外部控制设备控制前模板和后模板靠近并将待注塑热塑性件夹持在前模板和后模板形成的注塑空腔中。
48.s130:控制定位针自后模板内退出;
49.启动与定位针连接的驱动气缸,驱动气缸带动定位针向后模板内移动,以使定位针头退回到后模板内。
50.s140:基于前模板和后模板形成的注塑腔体,在待注塑热塑性件上形成注塑件;
51.可以根据产品的要求调整注塑空腔,以获得在待注塑热塑性件上不同位置或者获得不同形状的注塑件。
52.s150:待注塑件冷却成型后,控制前模板和后模板打开,并取出热塑性件和注塑件形成的产品。
53.本发明的热塑性体注塑方法还包括:对产品的多胶区域进行打磨去除;对打磨后的产品进行喷漆处理。
54.需要说明的是,上述热塑性体注塑方法实施例可参考热塑性体注塑模具实施例中的描述,此处不再一一赘述。
55.利用上述根据本发明的热塑性体注塑模具及注塑方法,能够将立式机注塑方案转
移至卧式机上,提高设备的利用率,降低项目成本及注塑工艺难度;此外,还可实现有效的包边注塑,提高注塑产品的质量。
56.如上参照附图以示例的方式描述根据本发明的热塑性体注塑模具及注塑方法。但是,本领域技术人员应当理解,对于上述本发明所提出的热塑性体注塑模具及注塑方法,还可以在不脱离本发明内容的基础上做出各种改进。因此,本发明的保护范围应当由所附的权利要求书的内容确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1