一种涡轮壳喉舌结构的制作方法
1.本实用新型涉及涡轮壳结构技术领域,具体涉及一种涡轮壳喉舌结构。
背景技术:
2.道路国6及非道路t4发动机为满足排放需求,采用大比例egr来降低nox排放,且一般要求在1400r/min左右就要形成egr。大幅降低pm及烟度要求,要求改善发动机中低转速及部分负荷烟度。明显提升了中低速扭矩,明显增加了扭矩储备系数,对增压器响应性提出了更高要求。要求明显改善发动机经济性,降低co2排放,需要继续提升增压器效率。
3.叶片通过频率bpf(blade passing frequency)及其谐次频率定义为f=i*f0*n,其中i=1,2,3,
…
,f0为转子旋转频率,n为叶片数量。增压器转速越高,bpf及其谐次频率就越突出。
4.涡轮机bpf噪声产生的机理:涡轮叶片载荷明显不均匀,这与涡轮机流体运动的不稳定有密切关系,非定常仿真分析也揭示了流动不稳定与噪声之间的联系,试验研究也证实了流动不稳定造成噪声。涡轮壳喉舌对流场产生重要影响,是导致流动不稳定的主要影响因素,由于喉舌影响,涡轮进口流场圆周和轴向方向呈现出明显不均匀性,尤其是在喉舌区域。此外,涡轮内部流场存在明显压力和速度梯度,当涡轮扫过喉舌时,涡轮应力周期性变化,再加上进入气流的扰动,产生涡轮机bpf噪声,频率可至20khz以上。
5.传统涡轮壳喉舌设计的涡轮进口圆周方向静压分布,涡轮进口静压分布在喉舌附近产生明显的压力变化,这样导致涡轮在扫过喉舌时,涡轮应力产生周期性变化,从而产生涡轮机bpf噪声。涡轮进口圆周方向静压在30
°
~300
°
间差异性小,300
°
~30
°
(顺时针方向)间静压分布明显周向不均匀。300
°
~360
°
间静压分布呈v形,338
°
附近静压值最低,300
°
和360
°
静压值基本相同。0
°
~30
°
间静压分布呈倒v形,12
°
附近静压值最高,0
°
和30
°
静压值基本相同。涡轮进口轴向方向静压分布均匀性要比周向方向好得多,300
°
~30
°
(顺时针方向)间轴向静压分布最不均匀。
6.喉舌结构对流场产生重要影响,是涡轮进口静压分布周向和轴向不均匀的主要原因。
7.现代发动机强化程度不断增加,使得涡轮增压器转速不断提升,通过以上bpf的定义可知,涡轮机bpf噪声及其谐波成分就会更加突出,尤其在发动机中低转速区域,涡轮机bpf频率分布在8000hz-12000hz,人耳对该频率段非常敏感,非常容易识别出来。
8.为满足这些要求,废气旁通增压器需要明显降低涡轮机通流能力,明显改善涡轮机效率,现有的涡壳结构在使用过程中,也逐渐的暴露出了该技术的不足之处,主要表现在以下几方面:
9.第一,此时发动机转速低,机械负荷、热负荷等均比较低,整体发动机噪音处于较低水平;相反,由于传统涡轮壳设计中由于涡轮壳喉口附近涡轮转子进口环面静压分布不均匀,从而导致涡轮叶片旋转过程中经过喉口部分时,经历大的压力变化,从而对涡轮振动产生较大激振作用,引起涡轮叶片周期性振动而产生涡端bpf噪音。
10.第二,由于传统涡轮壳设计由于环面静压分布不均匀,两股气流在喉口附近急剧混合,明显降低涡轮机效率。
11.第三,由于涡轮机通流能力减小,导致发动机低转速时增压器转速提升明显。
12.以上综合因素导致发动机低转速时涡轮增压器涡端bpf噪音明显超出发动机本体噪音,人耳朵非常容易听到该声音,影响到驾驶舒适性。涡轮机效率低,影响到发动机经济性提升,同时由于气流对涡轮激励高,影响到涡轮高周疲劳可靠性。
13.综上可知,现有技术在实际使用上显然存在不便与缺陷,所以有必要加以改进。
技术实现要素:
14.针对现有技术中的缺陷,本实用新型解决了传统技术中由于涡轮壳喉口附近涡轮转子进口环面静压分布不均匀,从而导致涡轮叶片旋转过程中经过喉口部分时,经历大的压力变化,从而对涡轮振动产生较大激振作用,引起涡轮叶片周期性振动而产生涡端bpf噪音;两股气流在喉口附近急剧混合,明显降低涡轮机效率;以及由于涡轮机通流能力减小,导致发动机低转速时增压器转速提升明显的问题。
15.为解决上述问题,本实用新型提供如下技术方案:
16.一种涡轮壳喉舌结构,包括喉舌,所述喉舌处开设有导流槽。
17.作为一种优化的方案,所述导流槽包括中间凹槽结构。
18.作为一种优化的方案,所述导流槽包括下部凹槽结构。
19.作为一种优化的方案,所述导流槽包括靠近涡轮壳出气端的下部凹槽结构。
20.作为一种优化的方案,所述导流槽包括靠近涡轮壳出气端的斜凹槽结构。
21.作为一种优化的方案,所述下部凹槽结构的槽底由槽壁的一侧向另一侧槽壁呈渐扩式设置。
22.作为一种优化的方案,所述斜凹槽结构靠近涡轮壳出气端的一侧槽壁倾斜设置。
23.作为一种优化的方案,所述中间凹槽结构的槽宽为2-6mm,槽深为1-15mm。
24.作为一种优化的方案,所述下部凹槽结构的槽宽为2-6mm,槽深为1-15mm。
25.作为一种优化的方案,所述斜凹槽结构的槽深为1-15mm,斜度为10-60
°
。
26.与现有技术相比,本实用新型的有益效果是:
27.通过涡轮壳喉舌结构优化设计,能够明显改善涡轮进口静压分布。这样当涡轮叶片旋转过程中经过喉口部分时,经历的气流压力变化明显改善,从而气流对涡轮振动产生的激振作用明显减弱,涡轮叶片周期性振动明显改善,涡端bpf噪音明显改善,提升噪声舒适性。同时由于涡轮壳涡轮转子进口环面静压分布明显改善,喉口附近的两股气流在喉口附近急剧混合现象明显改善,实际测试可以改善涡轮机效率。同时涡轮壳激振力明显改善,气流对涡轮的激振力降低,有助于改善涡轮机高周疲劳可靠性;
28.该方案结构简单,可以继续使用现有涡轮壳模具,加工过程并不需要特殊工装夹具及新的刀具,也不需要新的加工设备,成本低廉;
29.三种涡轮壳喉舌结构设计可以通过铸造或加工方式实现,采用铸造方式可以完全借用现有铸造工艺,只需修改涡轮壳芯模获得。如果采用加工方式实现,则可以继续使用现有涡轮壳模具,只需通过补充加工涡轮壳喉舌方式就可以实现;加工过程并不需要特殊工装夹具及新的刀具,也不需要新的加工设备,成本低廉,可靠性好。该专利涡轮壳喉口设计
方案继续沿用现有工艺措施,不需要增加新的设备,也不需要增加新的工艺工装及夹具等,所以具备很好工艺通用性,继续沿用现有增压器的生产线,成本低廉;效率提升,提高了稳定性的同时还降低了生产成本。
附图说明
30.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
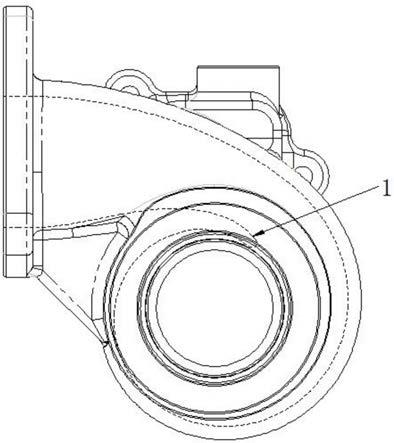
31.图1为本实用新型喉舌位置的结构示意图;
32.图2为本实用新型中间凹槽结构的结构示意图;
33.图3为本实用新型下部凹槽结构的结构示意图;
34.图4为本实用新型下部凹槽结构立体状态的结构示意图;
35.图5为本实用新型斜凹槽结构的结构示意图;
36.图6为现有结构的结构示意图;
37.图7为本实用新型中间凹槽结构与现有技术的bpf噪音对比示意图;
38.图8为本实用新型下部凹槽结构与现有技术的bpf噪音对比示意图;
39.图9为本实用新型斜凹槽结构与现有技术的bpf噪音对比示意图;
40.图10为本实用新型中间凹槽结构与现有技术的压力振幅对比示意图;
41.图11为本实用新型下部凹槽结构与现有技术的压力振幅对比示意图;
42.图12为本实用新型斜凹槽结构与现有技术的压力振幅对比示意图;
43.图13为本实用新型中间凹槽结构与现有技术的涡轮效率对比示意图;
44.图14为本实用新型下部凹槽结构与现有技术的涡轮效率对比示意图;
45.图15为本实用新型斜凹槽结构与现有技术的涡轮效率对比示意图;
46.图中:1-喉舌,2-中间凹槽结构,3-下部凹槽结构,4-斜凹槽结构。
具体实施方式
47.下面将结合附图对本实用新型技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,因此只作为示例,而不能以此来限制本实用新型的保护范围。
48.实施例一,
49.如图1和图2所示,涡轮壳喉舌结构,包括喉舌,喉舌处开设有导流槽。
50.导流槽包括中间凹槽结构,适用于大型涡轮增压器。
51.中间凹槽结构的槽宽为2-6mm,槽深为1-15mm。
52.实施例二,
53.如图3和图4所示,
54.导流槽包括下部凹槽结构,适用于中、小型涡轮增压器;侧部凹槽方案涡轮进口静压值整体减少0.2kpa左右,改善2.5%左右;原喉舌结构涡轮壳激振力为1700pa,优化喉舌结构后涡轮壳激振力为1430pa,涡轮壳激振力改善15.9%;优化喉舌结构后,涡轮机效率提
升2%左右;
55.下部凹槽结构的槽底由槽壁的一侧向另一侧槽壁呈渐扩式设置。
56.下部凹槽结构的槽宽为2-6mm,槽深为1-15mm。
57.实施例三,
58.如图5所示,
59.导流槽包括斜凹槽结构,特别适用于小型涡轮增压器。
60.斜凹槽结构靠近涡轮壳出气端的一侧槽壁倾斜设置。
61.斜凹槽结构的槽深为1-15mm,斜度为10-60
°
。
62.如图7-9所示,
63.中部凹槽结构,下部凹槽结构,斜凹槽结构均可以明显改善涡轮机bpf噪声。
64.如图10-12所示,
65.将涡轮进口静压取平均值后进行傅里叶变换,可以得到压力振幅与频率的关系。压力振幅代表气流对涡轮的激励,压力振幅越低,涡轮叶片受到的气流作用力越小,越有利于涡轮增压器可靠性。压力振幅与运行工况密切相关,增压器转速越高,涡前压力及流量越大,压力振幅越大,涡轮叶片受到的作用力越大。
66.当气流激振频率与涡轮叶片固有自振频率相同时,会引起涡轮叶片共振,对涡轮叶片可靠性产生不利影响。现代发动机要求不断提升升功率,涡轮机膨胀比及转速越来越高,气流作用力呈增加趋势。涡轮叶片存在多阶次固有自振频率,实际过程涡轮叶片共振现象不可避免。涡轮一阶自振频率15000hz~23000hz范围内,中部凹槽、下部凹槽、斜凹槽结构均涡轮壳激振力均明显优于原方案。
67.如图13-15所示,
68.凹槽结构不同程度改善了涡轮进口气流均匀性,涡轮效率均有不同程度提升,以120000r/min为例。
69.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围,其均应涵盖在本实用新型的权利要求和说明书的范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1