钢轨焊缝自动识别系统及方法与流程
1.本发明涉及一种钢轨焊缝自动识别系统及方法,其可应用于钢轨探伤设备上,属于钢轨探伤技术领域。
背景技术:
2.中国专利cn201811503525提出了一种利用钢轨表面图像识别的方式识别焊缝的方法。该专利所述方法实时拍摄钢轨表面图像,数据量大,在钢轨无焊缝区域造成大量信息冗余。同时该专利所述图像识别计算和标记过程存在较大延时,焊缝标记位置容易产生误差。同时其利用图像灰度值的差异区分焊缝和正常钢轨需建立在海量标准焊缝照片的提取和训练上,实施条件和难度都很大,在实际探伤中路况状态复杂,识别准确性也难以保证。
3.此外,焊缝数据与轨道缺陷的检测涉及到铁路运行的安全性,快速有效地检测焊缝有利于提高铁路运行安全性,也是长久以来待解决的问题。
4.因此,有必要研究一种钢轨焊缝自动识别系统及其方法来解决上述的技术问题。
技术实现要素:
5.经过研究发现,目前我国现役钢轨中存在的大量焊缝,在采用声波探测钢轨缺陷或伤损时,对探测结果存在一定的干扰。具体地,焊缝的焊筋出波与钢轨母材轨头核伤出波很相近,使得在进行探伤数据分析时不容易区分是焊缝还是伤损。也就是说,例如采用钢轨探伤车进行钢轨缺陷检测时,尽管其运行速度快,但因后期数据分析人员不能区分焊筋波和轨头核伤,很容易造成误判或者漏判。伤损误判会造成工务人员进行无谓的现场复验,费时费力,核伤漏判则容易造成断轨等严重事故。
6.本发明基于以上研究发现,为了解决现有技术中的一个或多个技术问题,提供了一种钢轨焊缝自动识别系统,其特征在于包括:
7.声波传感器,其配置为向钢轨发射声波以及接收来自钢轨的回波;
8.耦合介质;
9.皮轮,其内部固定设置所述声波传感器并填充所述耦合介质,且可滚动地压接在钢轨踏面上以形成声波传感器、耦合介质、皮轮、钢轨之间的声波传输通道;
10.焊缝识别单元,用于对声波传感器接收的回波进行处理以识别焊缝;
11.定位单元,用于确定所识别到的焊缝在钢轨上的坐标位置;
12.存储单元,用于存储修正数据;
13.修正单元,用于根据所述修正数据修正所识别到的焊缝数据。
14.根据本发明的另一方面,修正数据可以包括来自铁路维护部门经过现场确认后的焊缝数据及其对应的坐标位置,也可以包括例如经过焊缝识别单元多次识别均为焊缝的相关数据,或者其组合。
15.根据本发明的另一方面,皮轮设置在可沿轨道运动的钢轨探伤设备上,且随着该探伤设备在轨道上的运动而在钢轨踏面上滚动,以实现钢轨焊缝的连续识别。
16.根据本发明的另一方面,设置所述声波传感器以使得其发射的声波在钢轨踏面的入射点与钢轨踏面中心线之间的距离为0.14~0.4l,且在钢轨踏面处形成35~50度的折射角,且与钢轨纵剖面形成8~15度夹角,其中,l为钢轨侧面与钢轨踏面中心线之间的距离。
17.根据本发明的另一方面,所述声波传感器包括分置于一条钢轨的内外两侧的第一声波传感器和第二声波传感器,第一声波传感器和第二声波传感器在钢轨的同一位置均检测到焊缝时,才将其认定为焊缝。
18.根据本发明的另一方面,所述焊缝识别单元可以包括与所述第一声波传感器和第二声波传感器分别对应的第一焊缝识别单元和第二焊缝识别单元,用于分别根据第一声波传感器和第二声波传感器接收的回波进行处理以独立识别焊缝。
19.根据本发明的另一方面,所述的钢轨焊缝自动识别系统还包括编码器单元,用于发送触发信号到所述声波传感器以触发所述声波传感器周期性地工作,且其同步跟随所述探伤设备的车轮转动,以确定所探测到的焊缝在钢轨上的坐标位置。
20.根据本发明的另一方面,所述回波包括来自焊缝处轨头鄂部带状凸起带来的二面角反射。
21.根据本发明的另一方面,所述焊缝识别单元还包括回波时间增益补偿单元,其中存储有声波传输时间和增益值的对应系数表。
22.根据本发明的另一方面,设置在钢轨同一位置的第一声波传感器和第二声波传感器之一检测到焊缝而另一个未检测到焊缝时,判定为钢轨裂缝,优选地,可通知维护人员进行确认。
23.根据本发明另一方面,根据确认结果生成修正数据存储至存储单元。
24.根据本发明另一方面,设置在钢轨同一位置的第一声波传感器和第二声波传感器之一检测到焊缝而另一个未检测到焊缝时,修正单元进行修正处理,若未修正处理成功,则判定为钢轨裂缝,优选地,通知维护人员进行确认。
25.根据本发明另一方面,本发明还提供了一种钢轨焊缝自动识别方法,其特征在于采用前述的钢轨焊缝自动识别系统对钢轨焊缝进行识别。
26.根据本发明另一方面,本发明还提供了一种钢轨缺陷检测系统,其特征在于采用前述的钢轨焊缝自动识别系统对钢轨缺陷检测结果进行修正。
27.与现有技术相比,本发明具有以下技术效果:1)实现了焊缝实时、自动识别和/或打标,极大地方便了探伤人员监控和分析数据,提高了工务探伤效率;2)可修正焊缝识别结果,提高了准确性和效率;3)提高了铁路运行的安全性。
附图说明
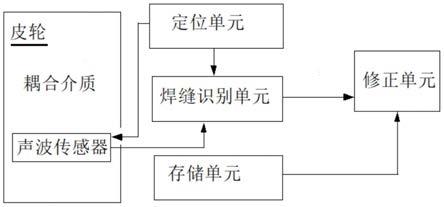
28.图1为根据本发明优选实施例的钢轨焊缝自动识别系统的结构示意图;
29.图2为根据本发明优选实施例的声波反射法识别焊缝的原理图;
30.图3为根据本发明优选实施例的基于fpga和可编程增益放大器的回波时间增益补偿单元的工作流程图示意图。
具体实施方式
31.下面结合附图,通过优选实施例来描述本发明的最佳实施方式,这里的具体实施
方式在于详细地说明本发明,而不应理解为对本发明的限制,在不脱离本发明的精神和实质范围的情况下,可以做出各种变形和修改,这些都应包含在本发明的保护范围之内。
32.实施例1
33.参见图1-2,本发明提供了一种钢轨焊缝自动识别系统,其特征在于包括:
34.声波传感器2,其配置为向钢轨发射声波以及接收来自钢轨的回波;
35.耦合介质;
36.皮轮1,其内部固定设置所述声波传感器2并填充所述耦合介质,且可滚动地压接在钢轨踏面3上以形成声波传感器、耦合介质、皮轮、钢轨之间的声波传输通道;
37.焊缝识别单元,用于对声波传感器接收的回波进行处理以识别焊缝;
38.定位单元,用于确定所识别到的焊缝在钢轨上的坐标位置;
39.存储单元,用于存储修正数据;
40.修正单元,用于根据所述修正数据修正所识别到的焊缝数据。
41.可以理解的是,皮轮1可在钢轨踏面上滚动,而声波传感器2并不随皮轮1的滚动而滚动,其相对于钢轨踏面的距离、角度以及声波在钢轨踏面的入射点位置是相对固定的。也就是说,在皮轮1滚动的过程中,声波传感器2仅仅是平行于钢轨踏面向前移动,工作期间相对于钢轨踏面3的位置优选基本保持固定。可以理解的是,声波传感器2的平行移动是为了连续识别钢轨中不同位置的缺陷。声波例如可以为超声波。
42.进一步,修正数据可以包括来自铁路维护部门经过现场确认后的焊缝数据及其对应的坐标位置,也可以包括例如经过焊缝识别单元多次(例如10次以上)识别均为焊缝的相关数据,或者其组合。可以理解的是,经过长时间的积累和机器学习,可以得到丰富的修正数据。
43.优选地,皮轮1设置在可沿轨道运动的钢轨探伤设备上,且随着该探伤设备在轨道上的运动而在钢轨踏面3上滚动,以实现钢轨焊缝4的连续识别。
44.优选地,设置声波传感器2以使得其发射的声波在钢轨踏面的入射点与钢轨踏面中心线之间的距离为0.14~0.4l,且在钢轨踏面处形成35~50度的折射角,且与钢轨纵剖面形成8~15度夹角,其中,l为钢轨侧面与钢轨踏面中心线之间的距离。研究发现,通过对声波传感器2的相对位置的具体设置,可以实现对钢轨焊缝的可靠识别。
45.优选地,所述声波传感器包括分置于一条钢轨的内外两侧的第一声波传感器和声波传感器,第一声波传感器和第二声波传感器在同一坐标位置(钢轨的同一位置)均检测到焊缝时,才确定焊缝的存在。可以理解的是,通过两组用于检测钢轨焊缝的声波传感器来消除干扰,例如分置于一条钢轨的内外两侧对钢轨焊缝进行检测。这样避免了其中一个声波传感器故障或误检测时,将潜在的裂缝缺陷当作焊缝排除在外而未进行后期维护,可以最大程度地保证列车运行的安全。
46.优选地,所述焊缝识别单元可以包括与所述第一声波传感器和第二声波传感器分别对应的第一焊缝识别单元和第二焊缝识别单元,用于分别根据第一声波传感器和第二声波传感器接收的回波进行处理以独立识别焊缝。
47.优选地,所述的钢轨焊缝自动识别系统还包括编码器单元,用于发送触发信号到声波传感器2以触发该声波传感器2周期性地工作,且其同步跟随所述钢轨探伤设备的车轮转动,以确定所探测到的焊缝4在钢轨上的坐标位置。
48.优选地,所述回波包括来自焊缝处轨头鄂部带状凸起带来的二面角反射。有利地,通过该二面角的检测,可以高效地实现对焊缝的可靠检测。可以理解的是,本发明并不限于此,例如还可以选择通过焊缝的其它部位对声波反射,尽管其检测效果可能并不是最佳的。
49.优选地,焊缝识别单元还包括回波时间增益补偿单元,其中存储有声波传输时间和增益值的对应系数表,以提高来自所述二面角的回波的灵敏度并抑制该回波以外的干扰波。
50.优选地,在同一坐标位置(钢轨的同一位置)第一声波传感器和第二声波传感器之一检测到焊缝而另一个未检测到焊缝时,判定为钢轨裂缝,并通知维护人员进行确认。
51.优选地,例如维护人员,根据确认结果生成修正数据存储至存储单元。例如,该修正数据为焊缝及其坐标位置,也可以是非焊缝及其坐标位置。
52.优选地,在同一坐标位置(钢轨的同一位置)第一声波传感器和第二声波传感器之一检测到焊缝而另一个未检测到焊缝时,先通过修正数据进行修正处理,若未修正处理成功(即,修正数据里不存在该坐标位置的相关修正数据时),则判定为钢轨裂缝,并通知维护人员进行确认。
53.优选地,本发明还提供了一种钢轨焊缝自动识别方法,其特征在于采用前述的钢轨焊缝自动识别系统对钢轨焊缝进行识别。
54.优选地,本发明还提供了一种钢轨缺陷检测系统,其特征在于采用前述的钢轨焊缝自动识别系统对钢轨缺陷检测结果进行修正。
55.实施例2
56.优选地,本发明还提供了一种钢轨焊缝自动识别系统,其包括焊缝监测探头和焊缝识别单元。
57.优选地,参见图2,焊缝监测探头包括声波传感器2、耦合介质和皮轮1。声波传感器实现声波的发射和接收。声波传感器在外部编码器触发下发射声波,声波在钢轨内发生反射,反射声波被声波传感器自身接收。优选地,该声波传感器2频率为2mhz~5mhz。
58.优选地,焊缝识别单元对声波传感器回波信息进行处理。具体的,该单元在钢轨鄂部焊缝处反射的时间跨度内设置闸门(阈值),当监测声波传感器回波触发闸门时即为存在焊缝,否则即为正常钢轨。所谓闸门,即在回波的某段时间内设置一个幅度阈值,当回波信号在该时间段内幅度超过阈值,即是触发了闸门。焊缝识别后将结果送至信息汇总单元。
59.优选地,编码器采用增量式光电编码器,同钢轨探伤设备的行驶轮随动。探伤设备车轮行走一圈,编码器即旋转360度。编码器每旋转360度,即向外给出固定数量的脉冲触发信号,作为声波传感器启动一次发射接收和信息处理的外触发。由于编码器在转动中输出脉冲信号是均匀的,即转动单位距离或角度输出的脉冲信号是固定的,因此通过对外触发的计数计算出编码器的转动圈数,进而可以得到车轮的转动圈数与行驶距离。因此在每一次编码器触发时,可以确切的知道此次探伤数据和/或焊缝信息与一个唯一编码器位置的对应关系。
60.优选地,编码器触发分辨率即探伤设备行驶多远距离进行一次声波探伤。为满足不同的脉冲触发分辨率,可以设置每一个脉冲均触发或者收到连续几个脉冲后再触发。本发明编码器触发单元实现高分辨率步进扫查,使每个声波传感器2的脉冲发射间隔小于等于3mm。
61.优选地,本发明每一个编码器位置均可以准确获得焊缝是否存在的信息,焊缝识别和标记无任何延迟,实时性高,确保打标位置及时、准确。。
62.优选地,研究发现,钢轨焊缝在轨鄂和轨腰处均会出现带状凸起,其声传输特性与钢轨母材形成较大差异。具体的,本发明采用如图2所示装置实现声波反射法焊缝监测。声波传感器2在皮轮1内,皮轮1紧贴在钢轨踏面3上,皮轮1内填充液体,作为声波在声波传感器2和钢轨之间传输的耦合介质。4为焊缝,5为焊缝在轨鄂部形成的二面角。
63.优选地,声波传感器2在编码器触发下发射声波,声波在踏面折射进入钢轨,发生折射。若处在焊缝位置,钢轨内折射声波会在焊缝鄂部二面角5位置发生反射,反射声波经过皮轮和耦合介质被声波传感器2所接收。根据焊缝鄂部二面角5的反射波出现时间设置闸门。该反射声波会出现在声波传感器2所设置好的闸门内,被焊缝识别单元监测到。若是在其他轨鄂部位,则不会出现焊缝鄂部二面角反射波,焊缝识别单元则不会判定此处为焊缝。本发明即利用声波在焊缝处轨头鄂部带状凸起带来的二面角反射来区别正常钢轨和焊缝,从而实现焊缝监测。
64.优选地,由于焊缝处钢轨晶粒更加粗大,杂波很多,同时声波在踏面处的反射很强,造成声波传感器2所接收的回波信号杂波多,对焊缝鄂部二面角干扰明显,且易造成闸门误触发。若通过降低灵敏度设置来降低杂波幅度,则会影响焊缝鄂部二面角回波监测,造成焊缝漏判。为解决上述问题,本发明设计了基于fpga和可编程增益放大器的时间增益补偿(time gain compensation,tgc)方法,在提高焊缝鄂部二面角回波灵敏度的同时可以对其附近的干扰波进行显著抑制,从而提高焊缝识别准确度。
65.优选地,本发明回波时间增益补偿方法逻辑设计框图如图3所示。将带有声波传输时间和增益值两组一一对应的系数下发至fpga中,fpga采用片内缓存单元进行存储。时间-增益系数表的设置方式为焊缝鄂部二面角出波位置设置高增益,杂波位置设置低增益。
66.优选地,tgc功能可以开启或者关闭。tgc系数是先验设计的、在不同的回波时间设置不同增益值的表格,这可以通过研究和经验总结来获得。在开启状态下,当编码器触发到来时,fpga读取tgc系数中的一组距离d0和增益值g0,在钢轨内声波声速已知的前提下(声波纵波5.92mm/μs,横波3.23mm/μs),fpga通过记录声波传输时间计算出声波的传播距离d,当d=d0时,即采用串行配置接口将g0配置到可编程增益放大器。然后fpga会读取第二组距离增益系数d1和g1,当d计时到d1时,即采用串行配置接口将g0配置到可编程增益放大器,直到fpga配置完最后一组距离增益值。此时逻辑会等待下一次编码器触发的到来。
67.优选地,在tgc功能关闭时,操作人员也可以手动修改增益。
68.优选地,本发明采用fpga进行焊缝鄂部二面角回波的时间增益补偿,提高了焊缝二面角回波灵敏度和监测准确度,且比数据处理实时性更高,结果更加准确,同时降低了计算压力,提高了系统运行效率。
69.与现有技术相比,本发明具有以下技术效果:1)实现了焊缝实时、自动识别和/或打标,极大地方便了探伤人员监控和分析数据,提高了工务探伤效率;2)可修正焊缝识别结果,提高了准确性和效率;3)提高了铁路运行的安全性。
70.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1