外观检查装置及不良检查方法与流程
1.本发明涉及在制造工序或流通工序中进行检查对象的外观检查的外观检查装置及使用外观检查装置的不良检查方法。
背景技术:
2.在进行电路基板等检查对象的外观检查的外观检查装置中,有时取得检查对象中的检查区域的平面图像,并且进行高度测定。这是因为,有时仅通过检查区域的平面图像无法检测不良。例如在电路部件的引线30a正常地焊接在电路基板30上的情况下,如图11的(a)所示,在引线30a的周围形成有形成斜面的焊脚30b,但特别是在利用自动机器进行焊接的情况下,如图11的(b)所示,有时会产生焊料30c从引线30a的末端进一步向上侧呈角状突出的焊料突出不良。这样的焊料突出不良难以仅根据电路基板30的平面图像来检测,需要测定焊料部分的高度。
3.而且,为了高效地进行焊料部分的高度测定,优选外观检查装置除了具备取得检查区域的图像的拍摄装置以外,还具备高度测定装置,该高度测定装置通过向焊料部分照射测定光并接收其反射光来测定焊料部分的高度,以非接触的方式测定焊料部分的高度。然而,在这样的高度测定中,在测定光照射到引线30a和突出成角状的焊料30c的情况下,能够准确地测定焊料部分的高度,但在测定光照射到焊脚30b的斜面的情况下,其反射光进一步被电路基板的其他部分反射,有时作为杂散光被高度测定装置接收。其结果,有时会发生焊料突出不良的误检测。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2006-30094号公报
技术实现要素:
7.发明所要解决的课题
8.本发明是鉴于上述情况而完成的,其目的在于提供一种在取得检查对象的检查区域的图像并且测定检查区域内的规定部位的高度的外观检查装置中,能够进行更准确的不良判定的技术。
9.用于解决课题的手段
10.用于解决上述课题的本发明是一种检查装置,其具备:拍摄部,其对检查对象上的检查区域进行拍摄;高度测定部,其通过射出测定光并接收其反射光来测定所述检查对象的规定部位的高度;移动机构,其通过使所述拍摄部及所述高度测定部与所述检查对象相对地移动,变更被所述拍摄部拍摄的所述检查区域及被所述高度测定部测定高度的规定部位;以及判定部,其根据由所述拍摄部拍摄到的所述检查区域的图像和由所述高度测定部测定出的所述规定部位的高度的信息,判定所述检查区域中的所述检查对象有无不良,所述外观检查装置的特征在于,还具备限制部,该限制部在从所述高度测定部射出的测定光
照射到所述检查对象的规定的限制区域的情况下,限制所述判定部基于由所述高度测定部测定出的所述规定部位的高度的信息判定有无所述不良。
11.在本发明的外观检查装置中,基本上,判定部基于由拍摄部拍摄到的检查区域的图像和由高度测定部测定出的规定部位的高度的信息,判定检查区域中的检查对象有无不良。另一方面,在从高度测定部射出的测定光照射到检查对象的规定的限制区域的情况下,限制判定部基于由高度测定部测定出的规定部位的高度的信息判定有无不良。即,对于在向检查对象照射了测定光的情况下,反射光不直接被高度测定部接收而多次反射的结果是作为杂散光被高度测定部接收那样的场所,限制将由高度测定部测定出的信息用于有无不良的判定。由此,能够抑制由于测定光的反射光未以能够测定高度的方式被高度测定部接收,而是作为杂散光被高度测定部接收,而发生不良的误检测。
12.另外,在本发明中,也可以是,所述检查对象是安装有电路部件的电路基板,所述限制区域包含焊脚部分,在该焊脚部分,焊料在焊接于所述电路基板的所述电路部件的引线的周围形成斜面。
13.由此,在通过将电路部件的引线焊接在电路基板上时形成的焊脚使测定光向意外的方向反射而作为杂散光被高度测定部接收的情况下,限制将高度测定部的高度信息用于不良判定,因此能够提高外观检查装置的不良判定的精度。
14.另外,在本发明中,也可以是,所述检查对象是安装有电路部件的电路基板,所述限制区域包含如下区域:该区域是当所述高度测定部与所述电路基板相对地移动时,在所述测定光被照射到焊接于所述电路基板的所述电路部件的引线的时刻的紧前或紧后,被照射所述测定光的区域。
15.在此,在高度测定部一边相对于电路基板相对移动一边测定焊料部分的高度的情况下,在测定光被照射至引线的时刻的紧前或紧后,测定光照射至焊脚,其反射光作为杂散光而被高度测定部接收的可能性变高。因此,将在该时刻被测定光照射的区域作为限制区域,在向限制区域照射测定光的情况下,限制基于由高度测定部测定出的规定部位的高度的信息判定有无不良。因此,能够更可靠地抑制由杂散光引起的不良的误检测。
16.另外,在本发明中,也可以是,在相对于所述限制区域的、所述高度测定部相对于所述电路基板的相对移动的方向或相反方向上,存在与被照射了所述测定光的引线相邻的其他引线和焊脚部分。换言之,限制区域除了上述条件以外,还可以是在相对于该限制区域的、所述高度测定部相对于所述电路基板的相对移动的方向或相反方向上存在与所述引线相邻的其他引线和焊脚部分的区域,在这样的情况下,限制所述判定部基于由所述高度测定部测定出的所述规定部位的高度的信息判定所述不良的有无。
17.即,在包含被照射测定光的引线的焊料部分的附近存在其他焊料部分的情况下,被照射了测定光的焊料部分中的焊脚反射的测定光被相邻的焊料部分中的焊脚再次反射而作为杂散光被高度测定部接收的可能性变高。因此,在这样的情况下,通过限制判定部基于由高度测定部测定出的规定部位的高度的信息判定有无不良,能够更高效地抑制由杂散光引起的不良的误检测。
18.另外,在本发明中,也可以是,还具备设定部,该设定部基于所述电路基板中的所述引线的位置来自动设定所述限制区域。
19.即,在本发明中,只要知道引线的位置,就能够估计焊脚存在的位置,因此也可以
基于引线的位置来估计焊脚的位置,将该区域自动地设为限制区域。由此,能够更容易地对各种电路基板设定限制区域。此外,该情况下的引线的位置可以预先测定,也可以根据电路基板的设计信息而取得。
20.另外,在本发明中,所述不良也可以是在所述电路部件的引线向所述电路基板的焊接中,焊料从该引线的末端突出的焊料突出不良。
21.焊料突出不良难以仅根据由拍摄部拍摄的平面图像进行检测,且由焊脚的反射引起的杂散光对其检测精度产生较大影响。因此,通过将本发明应用于焊料突出不良的判定,能够更高效地抑制不良的误检测。
22.本发明也可以是使用外观检查装置的不良检查方法,该外观检查装置具备:拍摄部,其对检查对象上的检查区域进行拍摄;高度测定部,其通过射出测定光并接收其反射光来测定所述检查对象的规定部位的高度;以及移动机构,其通过使所述拍摄部及所述高度测定部与所述检查对象相对地移动,变更被所述拍摄部拍摄的所述检查区域及被所述高度测定部测定高度的规定部位,所述不良检查方法基于由所述拍摄部拍摄到的所述检查区域的图像和由所述高度测定部测定出的所述规定部位的高度的信息,判定所述检查区域中的所述检查对象有无不良,所述不良检查方法的特征在于,在所述测定光照射到所述检查对象的规定的限制区域的情况下,限制基于由所述高度测定部测定出的所述规定部位的高度的信息判定有无所述不良。
23.另外,在本发明中,也可以是,所述不良检查方法的特征在于,所述检查对象是安装有电路部件的电路基板,所述限制区域包含焊脚部分,在该焊脚部分,焊料在焊接于所述电路基板的所述电路部件的引线的周围形成斜面。
24.另外,在本发明中,也可以是,所述不良检查方法的特征在于,所述检查对象是安装有电路部件的电路基板,所述限制区域包含如下区域:该区域是当所述高度测定部与所述电路基板相对移动时,在所述测定光被照射到焊接于所述电路基板的所述电路部件的引线的时刻的紧前或紧后,被照射所述测定光的区域。
25.另外,在本发明中,也可以是,所述不良检查方法的特征在于,在相对于所述限制区域的、所述高度测定部相对于所述电路基板的相对移动的方向或相反方向上,存在与被照射了所述测定光的引线相邻的其他引线和焊脚部分。
26.另外,在本发明中,也可以是,所述不良检查方法的特征在于,所述不良是在所述电路部件的引线向所述电路基板的焊接中,焊料从该引线的末端突出的焊料突出不良。
27.需要说明的是,在本发明中,用于解决上述课题的手段可以尽可能地组合使用。
28.发明效果
29.根据本发明,在取得检查对象的检查区域的图像并且测定检查区域内的规定部位的高度的外观检查装置中,能够提高不良判定的精度。
附图说明
30.[图1]是表示应用例中的外观检查装置的概略结构的立体图。
[0031]
[图2]是用于说明现有技术中的杂散光的产生机制的图。
[0032]
[图3]是表示在现有技术中得到的高度测定装置的输出信号的例子的图。
[0033]
[图4]是表示应用例中的掩蔽区域的概略图。
[0034]
[图5]是表示实施例中的检查对象基板、焊料部分和掩蔽区域的图。
[0035]
[图6]是表示实施例中的用于不良检查的设定流程的流程图。
[0036]
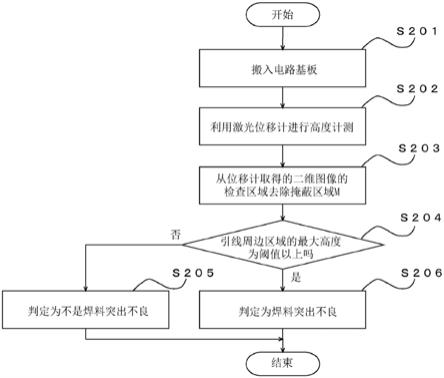
[图7]是表示实施例中的不良检查流程的流程图。
[0037]
[图8]是表示应用实际发明的外观检查装置的另一例的概略结构的立体图。
[0038]
[图9]是用于说明现有技术中的杂散光的产生机制的第二例的图。
[0039]
[图10]是表示实施例中的检查对象基板、焊料部分和掩蔽区域的第二例的图。
[0040]
[图11]是用于说明实际发明中的焊料突出不良的图。
具体实施方式
[0041]
〔应用例〕
[0042]
以下,使用附图对作为本发明的应用例的外观检查装置1进行说明。图1是表示外观检查装置1的主要部分的概略结构的立体图。外观检查装置1主要具备:架台4,其将包含对检查对象进行拍摄的照相机2的作为拍摄部的拍摄单元3支承为能够沿x轴方向移动;滚珠丝杠5,其沿y轴方向驱动架台4;引导件6,其沿y轴方向引导被滚珠丝杠5驱动的架台4;以及框架7,其对上述部件进行支承。在框架7的沿y轴方向延伸的滚珠丝杠支承部7a设置有与滚珠丝杠5平行地检测架台4的位置的线性标尺8。
[0043]
而且,在同样沿框架7的y轴方向延伸的引导件支承部7b处,与对设置于架台4的滑块进行引导的轨道平行地设置有对架台4的位置进行检测的线性标尺9。另外,沿着在x轴方向上延伸的架台4设置有检测拍摄单元3的位置的线性标尺10。这些线性标尺8、9、10分别由沿着框架7和架台4配置的被检测部、以及设置于架台4和拍摄单元3的检测部构成,检测部检测相对于被检测部的位置信息。
[0044]
在图1的外观检查装置1中,在拍摄单元3设置有朝向下方具有视野的照相机2。在照相机2的下方配置有将作为检查对象的电路基板沿x轴方向搬运的输送机。通过输送机从外观检查装置1外搬入的电路基板在照相机2的下方停止,在规定位置被夹紧。然后,当检查结束时,检查对象由输送机从照相机2的下方向外观检查装置1外搬运。
[0045]
在检查对象停止在照相机2的下方的状态下,通过滚珠丝杠5的驱动,架台4在y轴方向上移动,进而,通过滚珠丝杠(未图示)的驱动,拍摄单元3也相对于架台4在x轴方向上移动,从而使拍摄单元3移动至电路基板中的检查位置,对检查对象进行拍摄。由该拍摄单元3拍摄的区域在本实施例中相当于检查区域。然后,在用于外观检查的图像的取得结束时,之后,通过作为高度测定部的激光位移计20,测定焊接在电路基板上的电路部件的引线的高度,进行焊料突出不良的检查。另外,图1所示的仅是激光位移计20的传感器部分,但以下也将该传感器部分称为激光位移计20。
[0046]
此外,外观检查装置1具有控制装置15以及根据控制装置15的指令进行外观检查装置1的滚珠丝杠5等的控制的伺服驱动器16。拍摄单元3的图像、由激光位移计20检测出的高度的信息被发送到控制装置15,按照在设置于控制装置15的存储部15a中存储的程序,通过控制装置15内具备的运算部15b进行焊料突出不良的不良判定。在此,在y轴方向上驱动架台4的滚珠丝杠5和使拍摄单元3相对于架台4在x轴方向上移动的滚珠丝杠在本实施例中相当于移动机构。
[0047]
接下来,使用图2,对如上述那样通过激光位移计20进行引线的高度测定并进行焊
料突出不良的检查的情况下的不良情况进行说明。在图2中示出利用激光位移计20检查焊料突出不良时的各时刻的激光的反射的状态。在图2中,激光位移计20一边从图中左侧向右侧移动,一边对电路基板30的各电路部件的引线30a的高度进行测定。另外,在激光位移计20中,激光从出光部20a朝向铅垂下侧射出,由受光部20b接收来自检查对象的反射光。关于受光部20b的受光灵敏度,在激光位移计20的出光部20a侧具有受光灵敏度,在与出光部20a相反的一侧不具有受光灵敏度。
[0048]
在图2中,图2的(a)表示来自出光部20a的射出光刚通过引线30a之后的状态。图2的(b)表示来自出光部20a的射出光照射到引线30a的顶部的情况下的状态。图2(的c)表示来自出光部20a的射出光即将照射到引线30a的顶部之前的状态。首先,在图2的(b)的状态下,来自激光位移计20的出光部20a的射出光直接照射至引线30a的顶部,其反射光直接入射至受光部20b。在该状态下,能够准确地测定引线30a的高度。接着,在图2的(a)的状态下,来自激光位移计20的出光部20a的射出光不直接照射到引线30a的顶部,而是照射到作为焊脚部分的焊脚30b的斜面。而且,在焊脚30b反射的激光被在其前侧相邻的引线30a的焊脚30b进一步反射,其反射光作为杂散光入射到受光部20b。在该状态下,由于该杂散光,从激光位移计20输出比实际的引线30a的高度大的噪声信号。
[0049]
接着,在图2的(c)的状态下,来自激光位移计20的出光部20a的射出光也不直接照射到引线30a的顶部,而是照射到引线30a的后侧的焊脚30b的斜面。而且,在焊脚30b反射的激光被在其后侧相邻的引线30a的焊脚30b进一步反射,该反射光入射到受光部20b。在该状态下,受光部20b不具有针对该方向的入射光的灵敏度,因此从激光位移计20不输出由杂散光引起的噪声信号。
[0050]
图3表示这种情况下的激光位移计20的输出的变化。图3的图的横轴表示时间,纵轴表示激光位移计20的输出。图中实线所示的是基于激光位移计20的射出光直接照射到引线30a的顶部并被反射的光的输出信号,是反映了实际的引线30a的高度的信号。另一方面,虚线所示的是图2的(a)所示的来自在前侧相邻的引线30的焊脚30a的杂散光所引起的噪声信号。另外,图中水平引出的虚线是检查阈值,假如基于照射到引线30a的顶部并被反射的光的输出信号为该阈值以上,则判断为焊料从引线30a的上部进一步朝向上侧突出,判定为焊料突出不良。如图3所示,噪声信号比实际的来自引线30a的顶部的反射光的信号大,超过检查阈值,因此有时误判定为焊料突出不良。
[0051]
与此相对,在本应用例中,激光位移计20的输出信号中的、由焊脚30a的斜面的反射引起的杂散光导致的噪声信号不用于焊料突出不良的判定。更具体而言,在来自激光位移计20的射出光照射到图4中阴影所示的作为限制区域的掩蔽区域m的情况下,不将激光位移计20的输出用于焊料突出不良的判定。由此,能够防止因焊脚30b的斜面的反射光引起的杂散光而导致尽管没有焊料突出不良却误判定为存在焊料突出不良的不良情况。
[0052]
〔实施例1〕
[0053]
图5表示将作为检查对象的电路基板30的背面的一部分放大的仰视图。如图所示,在电路基板30的背面,引线30a和通过将引线30a焊接于基板30而形成的焊脚30b并列配置成2列。另外,设在图4中激光位移计20从左向右移动。在本实施例中,在图4那样的状况下,向虚线所示的掩蔽区域m射出了测定光的情况下的激光位移计20的输出不用于焊料突出不良的判定。
[0054]
此外,从图5可知,并列的焊脚30b中的掩蔽区域m仅设定在激光位移计20的行进方向上与其他焊脚30b相邻的区域。这是因为,在激光位移计20的行进方向上不与其他焊脚30b相邻的情况下,不会产生图2的(a)所示那样的杂散光引起的噪声输出。换言之,在本实施例中,对于在激光位移计20的行进方向上不与其他焊脚30b相邻的焊脚30a,不设定掩蔽区域m。由此,对于焊脚30b中的、由杂散光引起的噪声输出的产生可能性低的焊脚30b,不设定掩蔽区域m,能够进行更详细的高度测定。
[0055]
接下来,使用图6以及图7,对焊料突出不良的判定所涉及的控制进行说明。图5所示的是焊料突出不良的判定中的各种设定处理所涉及的流程图。本流程图存储于控制装置15内的存储部15a并由运算部15b执行。当执行本流程时,首先,在步骤s101中,设定作为检查对象的电路基板30中的检查位置和激光位移计20的扫描的开始位置和结束位置。接着,在步骤s102中,根据电路基板30的设计信息,取得电路基板30中的引线30a的连接用孔的位置,由此设定引线30a的位置。
[0056]
接着,在步骤s103中,从引线30a的位置自动地设定掩蔽区域m的位置。更具体而言,可以是,从引线30a的位置起,关于激光位移计20的行进方向例如为0.1mm~1mm的范围,关于与激光位移计20的行进方向垂直的方向为引线30a的中心
±
1mm的范围。关于该掩蔽区域m的位置(范围),根据引线30a的粗细、焊脚30b的大小来决定即可。接着,在步骤s104中,决定焊料突出不良的判定阈值。该阈值被设定为比未产生焊料突出不良的情况下的引线30a的高度的偏差的最大值大、且比产生焊料突出不良的情况下的焊料末端高度的偏差的最小值小的值。当步骤s104的处理结束时,结束本例程。在此,执行自动设定遮蔽区域m的步骤s103的控制装置15的运算部15b在本实施例中相当于设定部。
[0057]
接着,在图7中示出焊料突出不良的判定例程的流程图。当执行本例程时,首先,在步骤s201中,将作为检查对象的电路基板30搬入外观检查装置1。接着,在步骤s202中,通过激光位移计20测量焊料部分的引线30a的高度(实际上,在此之前,通过拍摄单元3进行电路基板30中的各检查区域的外观的拍摄)。接着,在步骤s203中,将掩蔽区域m从由激光位移计20取得的二维图像的检查区域中排除。更详细而言,对于掩蔽区域m,也通过激光位移计20进行高度测定,但从该区域得到的高度的信息不用于焊料突出不良的判定。
[0058]
然后,进入步骤s204,判定引线30的周边区域的最大高度是否为在步骤s104中设定的检查阈值以上。此时,从上述的周边区域去除了掩蔽区域m。此外,该引线30的周边区域在本实施例中相当于规定部位。在此,在引线30的(去除了掩蔽区域m的)周边区域的最大高度比在步骤s104中设定的检查阈值小的情况下,进入步骤s205。另一方面,在引线30的(去除了掩蔽区域m的)周边区域的最大高度为在步骤s104中设定的检查阈值以上的情况下,进入步骤s206。
[0059]
在步骤s205中,判定为不是焊料突出不良。另一方面,在步骤s206中,判定为发生了焊料突出不良。当步骤s205或步骤s206的处理结束时,结束本例程。
[0060]
如以上所说明的那样,根据本实施例,对于来自激光位移计20的测定光被焊脚30b反射而成为杂散光,有可能被激光位移计20接收的区域,不将测定出的高度的信息用于焊料突出不良的判定。由此,能够抑制在焊料突出不良的判定中产生误判定。在此,执行将遮蔽区域m从由激光位移计20取得的二维图像的检查区域中排除的步骤s203的处理的控制装置15的运算部15b在本实施例中相当于限制部。另外,执行步骤s204~步骤s206的处理的控
制装置15的运算部15b在本实施例中相当于判定部。
[0061]
此外,在本实施例中,如图1所示,对激光位移计20固定于外观检查装置1的拍摄单元3,使拍摄单元3移动来测定作为检查对象的电路基板30的检查部位的高度的情况进行了说明,但应用本发明的外观检查装置1并不限于图1所示的结构。例如,如图8所示,也可以应用于在外观检查装置1的引导件支承部7b具备激光位移计11以及12,在电路基板30向外观检查装置1搬入时,测定基板30中的检查部位的高度的类型。
[0062]
另外,在本实施例中,如图2所示,关于对激光位移计20的探头,相对于其行进方向,出光部20a配置于比受光部20b靠前侧的例子进行了说明。然而,应用本发明的激光位移计20的配置不限于上述的配置。对于相对于激光位移计20的行进方向出光部20a配置于比受光部20b靠后侧的装置,也能够应用本发明。使用图9对相对于激光位移计20的行进方向出光部20a配置于比受光部20b靠后侧的位置的情况进行说明。图9表示在该情况下利用激光位移计20检查焊料突出不良时的各时刻的激光的反射的状态。
[0063]
与图2的情况相同,图9的(a)表示来自出光部20a的射出光刚通过引线30a之后的状态。图9的(b)表示来自出光部20a的射出光照射到引线30a的顶部的情况下的状态。图9的(c)表示来自出光部20a的射出光即将照射到引线30a的顶部之前的状态。在图9的(b)的状态下,来自激光位移计20的出光部20a的射出光直接照射至引线30a的顶部,其反射光直接入射至受光部20b。接着,在图9的(a)的状态下,来自激光位移计20的出光部20a的射出光照射到焊脚30b的斜面。而且,在焊脚30b反射的激光被在其前侧相邻的引线30a的焊脚30b进一步反射,其反射光作为杂散光入射到受光部20b。此时,受光部20b不具有对该方向的入射光的灵敏度,因此从激光位移计20不输出由杂散光引起的噪声信号。
[0064]
接着,在图9的(c)的状态下,来自激光位移计20的出光部20a的射出光也不直接照射到引线30a的顶部,而是照射到引线30a的后侧的焊脚30b的斜面。而且,在焊脚30b反射的激光被在其后侧相邻的引线30a的焊脚30b进一步反射,该反射光入射到受光部20b。在该状态下,由于该杂散光,从激光位移计20输出比实际的引线30a的高度大的噪声信号。
[0065]
因此,在相对于激光位移计20的行进方向出光部20a配置于比受光部20b靠后侧的位置的情况下,如图10所示,掩蔽区域m也可以设定于激光位移计20的测定光即将照射到引线30a之前所照射的区域。
[0066]
并且,本发明也能够应用于出光部20a和受光部20b相对于激光位移计20的行进方向垂直地配置的装置。在该情况下,在来自出光部20a的射出光刚通过引线30a之后以及来自出光部20a的射出光即将照射到引线30a的顶部之前这两种状态下,有时被焊脚30b反射的测定光作为杂散光入射到受光部20b。因此,在该情况下,也可以针对激光位移计20的测定光在即将照射至引线30a之前照射的区域及照射至引线30a之后照射的区域这两者设定掩蔽区域m。关于本实施例中所说的激光位移计20的测定光在即将照射至引线30a之前所照射的区域及照射至引线30a之后所照射的区域,如前所述,可以是从引线30a的位置起在激光位移计20的行进方向或其相反方向上例如为0.1mm~1mm的范围。
[0067]
另外,在上述的实施例中,将掩蔽区域m从由激光位移计20取得的二维图像的检查区域中排除。更详细而言,关于掩蔽区域m,也通过激光位移计20进行高度测定,但从该区域得到的高度的信息不用于焊料突出不良的判定。但是,本发明中的掩蔽区域m的处理不限于此。例如,关于掩蔽区域m,也可以不通过激光位移计20进行高度测定。或者,关于掩蔽区域
m,也可以将由激光位移计20测定出的高度的信息一律设为明显低于引线30a的高度的值。进而,关于掩蔽区域m,也可以对由激光位移计20测定出的高度的信息乘以规定的系数(例如,
×
0.1等1以下的系数)。在本实施例中,这些处理相当于“对判定部基于由高度测定部测定出的规定部位的高度的信息来判定有无不良进行限制”。
[0068]
进而,在上述实施例中,将作为检查对象的电路基板30固定在外观检查装置1内,使拍摄单元3及激光位移计20移动,由此使拍摄单元3及激光位移计20相对于电路基板30相对移动。然而,应用本发明的外观检查装置也可以是如下装置:拍摄单元3及激光位移计20被固定,检查对象移动,由此使拍摄单元3及激光位移计20相对于检查对象相对移动。
[0069]
需要说明的是,以下为了能够对比本发明的构成要件和实施例的结构,带附图的附图标号地记载本发明的构成要件。
[0070]
《发明1》
[0071]
一种外观检查装置(1),其具备:
[0072]
拍摄部(3),其拍摄检查对象(30)上的检查区域;
[0073]
高度测定部(20),其通过射出测定光并接收其反射光来测定所述检查对象的规定部位的高度;
[0074]
移动机构(5),其通过使所述拍摄部(3)及所述高度测定部(20)与所述检查对象相对地移动,变更被所述拍摄部(3)拍摄的所述检查区域和被所述高度测定部(20)测定高度的规定部位;以及
[0075]
判定部(15),其根据由所述拍摄部(3)拍摄到的所述检查区域的图像和由所述高度测定部(20)测定出的所述规定部位的高度的信息,判定所述检查区域中的所述检查对象有无不良,
[0076]
所述外观检查装置(1)的特征在于,还具备限制部(15),该限制部(15)在从所述高度测定部(20)射出的测定光照射到所述检查对象的规定的限制区域(m)的情况下,限制所述判定部基于由所述高度测定部(20)测定出的所述规定部位的高度的信息判定有无所述不良。
[0077]
《发明7》
[0078]
一种使用外观检查装置(1)的不良检查方法,该外观检查装置(1)具备:
[0079]
拍摄部(3),其拍摄检查对象上的检查区域;
[0080]
高度测定部(20),其通过射出测定光并接收其反射光来测定所述检查对象的规定部位的高度;以及
[0081]
移动机构(5),其通过使所述拍摄部(3)及所述高度测定部(20)与所述检查对象相对地移动,变更被所述拍摄部(3)拍摄的所述检查区域及被所述高度测定部测定高度的规定部位,
[0082]
该不良检查方法基于由所述拍摄部(3)拍摄到的所述检查区域的图像和由所述高度测定部(20)测定出的所述规定部位的高度的信息,判定所述检查区域中的所述检查对象有无不良,
[0083]
该不良检查方法的特征在于,在所述测定光照射到所述检查对象的规定的限制区域(m)的情况下,限制基于由所述高度测定部(20)测定出的所述规定部位的高度的信息判定有无所述不良。
[0084]
标号说明
[0085]
1:外观检查装置;2:照相机;3:拍摄单元;8、9、10:线性标尺;15:控制装置;16:伺服驱动器;20:激光位移计;30:电路基板;30a:引线;30b:焊脚;30c:焊料突出不良;m:掩蔽区域。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1