一种压面机出料调节装置的制作方法
[0001]
本实用新型涉及食品加工技术领域,具体的涉及一种压面机出料调节装置。
背景技术:
[0002]
压面机是把面粉跟水搅拌均匀之后代替传统手工擀面和分切的食品机械。可用于制作面条、吞皮、糕点、面点等,压面机压制出的面条、面筋韧性强度大,耐煮,耐断,适合于家庭宾馆、饭店食堂、糕点厂、面包厂及各类面点加工单位或个体工商户使用。压面机通常包括容料腔和挤压机构,容料腔的一端设有进料口用于放入和好的面团,容料腔的另一端设有多孔板,利用挤压机构推挤面团,面团经过多孔板上的孔就能成型为面条,其操作简单,但其存在如下问题:一,出料(挤出的面条)的粗细不能调节,不能共同满足粗面和细面的需求;二,出料(挤出的面条)的量不能调节,不能共同满足不同份量的需求。
技术实现要素:
[0003]
1.要解决的技术问题
[0004]
本实用新型要解决的技术问题在于提供一种压面机出料调节装置,其结构简单,操作方便,能够调节出料的粗细和份量,从而能够共同满足不同份量的粗面和细面的需求,应用较为方便。
[0005]
2.技术方案
[0006]
为解决上述问题,本实用新型采取如下技术方案:
[0007]
一种压面机出料调节装置,包括容料腔、挤出头及驱动挤出头的液压缸;所述容料腔的上端面敞口,所述液压缸设于容料腔的正上方,所述挤出头的周侧与容料腔的内腔侧壁相适配,所述容料腔的下端呈锥形并在其中心处连接有上出料管,所述挤出头的下部与容料腔的内底部相适配,所述上出料管的下方设有水平设置的转动盘,且所述上出料管的下端口完全贴附在转动盘一侧的上表面上,所述转动盘的中心处连接有竖直设置的转动轴,
[0008]
所述转动盘上沿其周侧设有至少两组挤出单元,且每组所述挤出单元均包括至少两个挤出区,所有的挤出区呈环形等间距分布在同一个以转动轴的中心轴为中心轴的圆上,且每个挤出区的中心点到转动盘上表面的中心点之间的距离等于上出料管的中心轴线到转动盘的中心轴线之间的距离,且每个所述挤出区的尺寸均不大于上出料管的下端口,每个所述挤出区内均开设有供面条挤出的挤出孔,同组挤出单元的挤出区内的挤出孔的孔径一致,不同组挤出单元的挤出区内的挤出孔的孔径不一致,且每组挤出单元的各挤出区内的挤出孔的数量各不相同;所述容料腔的一侧通过连接块设有支撑架,所述支撑架的上端向上延伸至与液压缸连接,所述支撑架的下端向下延伸并连接有水平设置的底板。
[0009]
进一步地,所述挤出头的底部成型有与上出料管内侧壁相适配的凸出块。凸出块的设置能够将容料腔内的面团完全推压在转动盘上,从而可避免面团残留在上出料管内。
[0010]
进一步地,所述转动盘的下方设有正对上出料管的接面槽体,所述接面槽体安装
在底板上。接面槽体用于承接压面机压出的面条,不需要相关人员及时盛接该部分面条,便于应用。
[0011]
更进一步地,所述转动盘的下方设有正对上出料管并位于接面槽体上方的下出料管,所述下出料管的上端口完全贴附在转动盘一侧的下表面上,所述下出料管的口径不小于上出料管的口径,所述下出料管通过支板连接到底板上,且所述支板的上端连接到容料腔的下部。下出料管能够对转动盘排出的面条进行导向,从而能够促进使得该部分面条准确落入接面槽体内;且支板的上端与容料腔接触,能够起到一定的支撑作用,从而能够进一步确保容料腔的稳定性。
[0012]
再进一步地,转动盘的上下端面上均同圆心式固定有内防护板和外防护板,所述内防护板和外防护板均呈两端面敞口的圆筒状,且所述内防护板位于所有挤出区形成的环形区域的内侧,所述外防护板位于所有挤出区形成的环形区域的外侧,所述上出料管和下出料管分别夹持于相应侧的内防护板与外防护板之间。内防护板和外防护板随转动盘的转动而转动,上侧的内防护板和外防护板防护在上出料管的两侧,可确保面团被挤压在挤出区;下侧的内防护板和外防护板防护在下出料管的两侧,可确保面条被挤出后能完全进入下出料管。
[0013]
具体地,所述转动盘上沿其周侧设有两组挤出单元,其中一组挤出单元包括第一挤出区和第二挤出区,所述第一挤出区和第二挤出区内开设有大挤出孔,且所述第二挤出区内大挤出孔的数量少于第一挤出区内大挤出孔的数量,另一组挤出单元包括第三挤出区和第四挤出区,所述第三挤出区和第四挤出区内开设有小挤出孔,且所述第四挤出区内小挤出孔的数量少于第三挤出区内小挤出孔的数量。第一挤出区或第二挤出区位于上出料管正下方参与面条的制作,可满足于制作粗面,且第一挤出区满足于制作大份量的粗面,而第二挤出区满足于制作小份量的粗面;第三挤出区或第四挤出区位于上出料管正下方参与面条的制作,可满足于制作细面,且第三挤出区满足于制作大份量的细面,而第四挤出区满足于制作小份量的细面,则能通过选用不同的挤出区参与面条的制作,就能实现对出料面条的粗细调节和份量的调节。
[0014]
进一步地,所述转动轴的另一端连接有步进电机,所述步进电机的输出轴的自由端连接有减速箱,所述转动轴连接在减速箱的输出端,所述步进电机安装在底板上。通过步进电机可实现对转动轴的电控驱动,减速箱能够大大减慢步进电机传递给转动轴的转速,从而能够确保转动盘上各挤出区的变换调整。
[0015]
进一步地,所述底板连接支撑架的一侧开设有供螺钉穿过的安装孔。利用螺钉通过安装孔能够将底板和支撑架固定安装在相应的工作台面上,从而便于实际应用。
[0016]
3.有益效果
[0017]
(1)本实用新型设有容料腔和由液压缸驱动的挤压头,容料腔的底部设有上出料管,上出料管的下方贴附式设有水平设置的转动盘,且转动盘的中心处位于上出料管的旁侧并连接有转动轴,转动盘上沿其周侧设有至少两组挤出单元,且每组挤出单元均包括至少两个挤出区,所有的挤出区呈环形等间距分布在同一个以转动轴的中心轴为中心轴的圆上,且每个挤出区均能正对于上出料管的下端口,每个挤出区内均开设有供面条挤出的挤出孔,同组挤出单元的挤出区内的挤出孔的孔径一致,不同组挤出单元的挤出区内的挤出孔的孔径不一致。应用中,可根据想制作的面条的粗细选定相应组的基础单元(想要粗面就
选定挤出孔孔径较大的挤出单元,想要细面就选定挤出孔孔径较小的挤出单元),之后使选定的挤出单元内的挤出区正对位于上出料管的下端口进行压面制作,即可得到相应粗细的面条,则本实用新型结构简单,操作方便,能够调节出料的粗细,能共同满足粗面和细面的需求。
[0018]
(2)本实用新型的每组挤出单元的各挤出区内的挤出孔的数量各不相同,应用时,在选定挤出单元的前提下,可根据想制作的面条的份量选定相应的挤出区(想要大份的面条就选定挤出孔数量较多的挤出区,想要小份的面条就选定挤出孔数量较少的挤出区),之后使选定的挤出区正对位于上出料管的下端口进行压面制作,即可得到相应份量的粗面或细面,则本实用新型结构简单,操作方便,能够调节出料的份量,能共同满足不同份量的粗面和细面的需求。
[0019]
(3)本实用新型的上出料管的下端口完全贴附在转动盘一侧的上表面上,待面条被挤出至长度达标后立即停止驱动液压缸,挤压头停止下压,并驱动转动盘转动,在此过程中,面条的上端随转动盘转动,相应的挤出孔的上端口沿边能够切断分离面条和面团,使得面条能够顺利落入接面槽体中,最后操作人员将制得的面条取出即可,不需要利用其它工具切断分离面条和面团,应用较为方便。
[0020]
综上,本实用新型结构简单,操作方便,能够调节出料的粗细和份量,从而能够共同满足不同份量的粗面和细面的需求,应用较为方便。
附图说明
[0021]
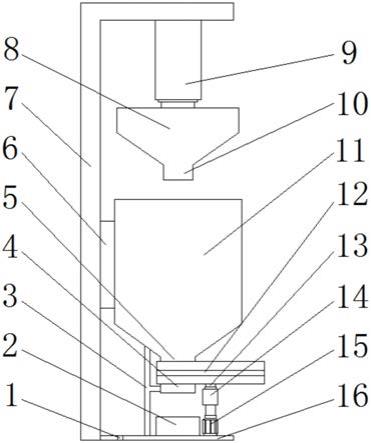
图1为本实用新型的结构示意图;
[0022]
图2为容料腔11、上出料管5、转动盘12及下出料管4的内部结构示意图;
[0023]
图3为转动盘12的俯视图。
[0024]
附图标记:1、安装孔;2、接面槽体;3、支板;4、下出料管; 5、上出料管;6、连接块;7、支撑架;8、挤压头;9、液压缸;10、凸出块;11、容料腔;12、转动盘;13、转动轴;14、减速箱;15、步进电机;16、底板;17、大挤出孔;18、外防护板;19、内防护板; 20、小挤出孔;21、第一挤出区;22、第二挤出区;23、第三挤出区; 24、第四挤出区。
具体实施方式
[0025]
下面结合附图和实施例对本实用新型作进一步详细的说明。
[0026]
实施例1
[0027]
如图1所示的一种压面机出料调节装置,包括容料腔11、挤出头8及驱动挤出头8的液压缸9;所述容料腔11的上端面敞口,所述液压缸9设于容料腔11的正上方,所述挤出头8的周侧与容料腔 11的内腔侧壁相适配,所述容料腔11的下端呈锥形并在其中心处连接有上出料管5,所述挤出头8的下部与容料腔11的内底部相适配,且所述挤出头8的底部成型有与上出料管5内侧壁相适配的凸出块 10,凸出块10的设置能够将容料腔11内的面团完全推压在转动盘 12上,从而可避免面团残留在上出料管5内;
[0028]
如图1及图2所示,所述转动盘12上沿其周侧设有两组挤出单元,其中一组挤出单元包括第一挤出区21和第二挤出区22,所述第一挤出区21和第二挤出区22内开设有大挤出孔17,且所述第二挤出区22内大挤出孔17的数量少于第一挤出区21内大挤出孔17的数量,
另一组挤出单元包括第三挤出区23和第四挤出区24,所述第三挤出区23和第四挤出区24内开设有小挤出孔20,且所述第四挤出区24内小挤出孔20的数量少于第三挤出区23内小挤出孔20的数量。第一挤出区21或第二挤出区22位于上出料管5正下方参与面条的制作,可满足于制作粗面,且第一挤出区21满足于制作大份量的粗面,而第二挤出区22满足于制作小份量的粗面;第三挤出区23或第四挤出区24位于上出料管5正下方参与面条的制作,可满足于制作细面,且第三挤出区23满足于制作大份量的细面,而第四挤出区24满足于制作小份量的细面,则能通过选用不同的挤出区参与面条的制作,就能实现对出料面条的粗细调节和份量的调节;
[0029]
如图1所示,所述容料腔11的一侧通过连接块6设有支撑架7,所述支撑架7的上端向上延伸至与液压缸9连接,所述支撑架7的下端向下延伸并连接有水平设置的底板16。
[0030]
在本实施例中,如图1所示,所述转动盘12的下方设有正对上出料管5的接面槽体2,所述接面槽体2安装在底板16上。接面槽体2用于承接压面机压出的面条,不需要相关人员及时盛接该部分面条,便于应用。
[0031]
实施例2
[0032]
本实施例与实施例1的不同之处在于:
[0033]
在本实施例中,如图1及图2所示,所述转动盘12的下方设有正对上出料管5并位于接面槽体2上方的下出料管4,所述下出料管 4的上端口完全贴附在转动盘12一侧的下表面上,所述下出料管4 的口径不小于上出料管5的口径,所述下出料管4通过支板3连接到底板16上,且所述支板3的上端连接到容料腔11的下部。下出料管 4能够对转动盘12排出的面条进行导向,从而能够促进使得该部分面条准确落入接面槽体2内;且支板3的上端与容料腔11接触,能够起到一定的支撑作用,从而能够进一步确保容料腔11的稳定性。
[0034]
在本实施例中,如图1所示,所述转动轴13的另一端连接有步进电机15,所述步进电机15的输出轴的自由端连接有减速箱14,所述转动轴13连接在减速箱14的输出端,所述步进电机15安装在底板16上。通过步进电机15可实现对转动轴13的电控驱动,减速箱 14能够大大减慢步进电机15传递给转动轴13的转速,从而能够确保转动盘12上各挤出区的变换调整。
[0035]
其它同实施例1。
[0036]
实施例3
[0037]
本实施例与实施例2的不同之处在于:
[0038]
在本实施例中,如图1及图2所示,转动盘12的上下端面上均同圆心式固定有内防护板19和外防护板18,所述内防护板19和外防护板18均呈两端面敞口的圆筒状,且所述内防护板19位于所有挤出区形成的环形区域的内侧,所述外防护板18位于所有挤出区形成的环形区域的外侧,所述上出料管5和下出料管4分别夹持于相应侧的内防护板19与外防护板18之间。内防护板19和外防护板18随转动盘12的转动而转动,上侧的内防护板19和外防护板18防护在上出料管5的两侧,可确保面团被挤压在挤出区;下侧的内防护板19 和外防护板18防护在下出料管4的两侧,可确保面条被挤出后能完全进入下出料管4。
[0039]
在本实施例中,如图1所示,所述底板16连接支撑架7的一侧开设有供螺钉穿过的安装孔1。利用螺钉通过安装孔1能够将底板16 和支撑架7固定安装在相应的工作台面上,从而便于实际应用。
[0040]
其它同实施例2。
[0041]
上述压面机出料调节装置的具体应用过程为:
[0042]
先通过液压缸9带动挤压头8上升至位于容料腔11上端口的上方,并保持足够供面团放入的距离,再将和好的面团从容料腔11的上端口置于容料腔11内,然后根据想制作的面条的粗细选定相应的挤出单元(想要粗面就选定挤出孔孔径较大的挤出单元,想要细面就选定挤出孔孔径较小的挤出单元),并根据想制作的面条的份量选定相应的挤出区(想要大份的面条就选定挤出孔数量较多的挤出区,想要小份的面条就选定挤出孔数量较少的挤出区):若想制作大份的粗面,则选定第一挤出区21;若想制作小份的粗面,则选定第二挤出区22;若想制作大份的细面,则选定第三挤出区23;若想制作小份的细面,则选定第四挤出区24。选定挤出区之后通过启动步进电机 15(未设置步进电机15的用手动的方式转动转动轴13)带动转动盘 12转动,将选定的挤出区转动至正对上出料管5,然后通过液压缸9 带动挤压头8下降,挤压头8下降会将面团推压在选定的挤出区上,面团通过该挤出区上的挤出孔向下排出即成型为面条,待面条排出至长度达标后立即停止驱动液压缸9,挤压头8停止下压,并驱动转动盘12转动,在此过程中,面条的上端随转动盘12转动,相应的挤出孔的上端口沿边能够切断分离面条和面团,使得面条能够顺利落入接面槽体2中,最后操作人员将制得的面条取出即可。
[0043]
由上述内容可知,本实用新型结构简单,操作方便,能够调节出料的粗细和份量,从而能够共同满足不同份量的粗面和细面的需求,应用较为方便。
[0044]
本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本实用新型,而并非用作为对本实用新型的限定,只要在本实用新型的实质精神范围内,对以上所述实施例的变化、变型都将落在本实用新型的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1