微针贴基底层压合分离设备及其控制方法与流程
1.本发明涉及医疗及美容用微针贴的生产设备技术领域,尤其是涉及一种微针贴基底层压合分离设备以及微针贴基底层压合分离设备的控制方法。
背景技术:
2.微针贴产品上设有微针阵列,药物等有效成分设置于微针阵列的针尖上,微针阵列可刺入作用于皮肤内,在皮肤内安全无痛的形成微米级的药物传输通道,增强皮肤对大分子活性成分及药物的渗透性,从而将微针阵列的药物等有效成分有效地输送入皮肤中,安全无痛,实现透皮给药。由于药物等有效成分设置于微针阵列的针尖上,若微针或者微针针尖断裂,则微针贴产品难以保证有效给药,更无法实现精准给药。为了确保微针贴的有效性并实现精准给药,微针贴在贴敷于皮肤之前应保证微针贴上的微针阵列的完整性。
3.参见图1,现有微针贴包括基底层12和设置于基底层12上的多个微针组成的微针阵列,微针贴的基底层12通过粘性层黏附于承托板11上,再由微针贴产品的外包装盒支撑承托板11,从而避免微针贴在存储或运输过程中因受外力作用而出现微针或者微针针尖断裂的现象。
4.为了将微针贴黏附在承托板11上并由承托板11所支撑,则通过粘性层将承托板11黏附在微针贴的基底层12上。现有压合设备通过控制压头的压合面在竖直方向上压合粘性层与微针贴的基底层12,从而使得微针贴黏附在承托板11上以获得支撑。但是,现有压合设备的压头的压合面为直伸平面,由于粘性层具有流动特性,则粘性层的表面存在凹凸不平现象,现有直伸压合面在竖直方向上对粘性层与微针贴的基底层12进行压合时,粘性层的凹凸不平表面与微针贴的基底层12之间的空气难以完全排出,导致粘性层与微针贴的基底层12之间存在明显气泡(参见图2),则降低微针贴与承托板11之间的黏附稳固性,导致微针贴容易从承托板11上脱离,进而微针贴得不到承托板11的支撑,从而导致微针贴的微针或者微针针尖断裂,微针贴产品的不良率极高,从而大大增加生产成本。
5.通过现有压合设备将微针贴的基底层12黏附在承托板11之后,需要将粘合完成的微针贴和承托板11从微针贴的成型阴模上分离以获得微针产品,现有分离方式采用手动方式进行操作,即手动抓取承托板11带动微针贴从成型阴模上分离,因手动分离操作无法统一保证操作人员的技能素养,存在工艺不稳定、生产效率低、生产成本高的问题,且易损坏微针,产品的坏品率高。
技术实现要素:
6.本发明的第一目的是提供一种集聚压合操作和分离操作于一体、自动化程度高、工作稳定可靠、良品率高、生产效率高且生产成本低的微针贴基底层压合分离设备。
7.本发明的第二目的是提供一种上述微针贴基底层压合分离设备的控制方法。
8.为了实现本发明的第一目的,本发明提供一种微针贴基底层压合分离设备,包括机架、移动控制机构、移动座和压合分离装置,压合分离装置设置在移动座上,机架上支撑
有载具,移动控制机构设置在机架上并可控制移动座和/或载具分别在竖直方向上和水平方向上移动,压合分离装置包括旋转控制机构、转盘、弹性压头和弹性真空吸盘,转盘在竖直方向上可位于载具的上方,旋转控制机构可控制转盘绕水平方向旋转,弹性压头和弹性真空吸盘分别设置在转盘的外周壁上,弹性真空吸盘远离转盘的抵接面在转盘的径向上凸出弹性压头远离转盘的压合面设置。
9.微针贴包括基底层和设置于基底层上的多个微针组成的微针阵列,承托板贯穿开设有与微针阵列对应的容纳孔,一个容纳孔用于容纳一个微针贴的微针阵列。承托板位于粘性层和基底层之间,粘性层的一部分黏附在承托板远离基底层的侧面上,粘性层的另一部分覆盖在容纳孔内,且一个粘性层与一个容纳孔适配,通过将与容纳孔对应的粘性层与基底层压合黏附,以使得微针贴获得承托板的支撑。将已填充原料液并固化形成有微针贴的阴模放置于载具上,并将黏附有粘性层的承托板放置在阴模上相应的位置,使承托板的容纳孔与阴模上的微针贴的基底层位置匹配,但在竖直方向上具有一定的间距,从而组成本发明微针贴基底层压合分离设备的载具上的待压合产品。
10.在进行压合操作或者分离操作过程中,本发明微针贴基底层压合分离设备的移动控制机构控制移动座和/或载具分别在竖直方向上和水平方向上移动,使得转盘在竖直方向上位于载具的待压合产品或者已压合产品的上方,随着移动控制机构控制移动座和/或载具在竖直方向上移动,使得弹性压头的压合面能够抵压在待压合产品的粘性层与容纳孔对应的位置上,或者,使得弹性真空吸盘的抵接面能够抵压在承托板上,接着旋转控制机构控制转盘绕水平方向旋转,同时移动控制机构控制移动座或者载具在水平方向上移动,使得弹性压头的压合面抵压在粘性层与容纳孔对应的位置上进行压合操作,或者,弹性真空吸盘开启真空吸附,使得弹性真空吸盘吸附在承托板上进行分离操作。在压合操作或者分离操作进行时,旋转控制机构控制转盘绕水平方向旋转,同时移动控制机构控制移动座或者载具在水平方向上移动,可有效避免因弹性压头与粘性层之间、弹性真空吸盘与承托板之间存在摩擦力而使弹性压头、弹性真空吸盘在旋转方向上拖拽粘性层、承托板形变而导致不良品。
11.本发明微针贴基底层压合分离设备在进行压合操作,伴随着旋转控制机构控制转盘绕水平方向旋转以及移动控制机构控制移动座或者载具在水平方向上移动,使得转盘的外周壁上的弹性压头的压合面抵压在载具上的待压合产品的粘性层上,即弹性压头的压合面抵压在粘性层与承托板的容纳孔对应的位置上,随着旋转控制机构继续控制转盘绕水平方向旋转以及移动控制机构继续控制移动座或者载具在水平方向上移动,弹性压头的压合面在竖直方向上向下给予粘性层的压迫力加大并进行保压工作,从而自动化完成微针贴的基底层与粘性层之间的压合黏附形成已压合产品,自动化程度高,且在压合操作过程中,由于弹性真空吸盘远离转盘的抵接面在转盘的径向上凸出弹性压头远离转盘的压合面设置,弹性真空吸盘的抵接面能够抵压在待压合产品的承托板上,对承托板进行定位,使得压合操作的工作稳定可靠。
12.本发明微针贴基底层压合分离设备在进行分离操作,伴随着旋转控制机构控制转盘绕水平方向旋转以及移动控制机构控制移动座或者载具在水平方向上移动,使得转盘的外周壁上的弹性真空吸盘的抵接面抵压在载具上的承托板上,弹性真空吸盘开启真空吸附,使得弹性真空吸盘吸附在承托板上,随着旋转控制机构继续控制转盘绕水平方向旋转
以及移动控制机构继续控制移动座或者载具在水平方向上移动,使得弹性真空吸盘吸附着承托板能够同步带动已完成压合步骤的微针贴自载具上的阴模分离,从而自动化完成已压合产品从阴模分离形成微针产品,自动化程度高,且在分离操作过程中,由于弹性真空吸盘远离转盘的抵接面在转盘的径向上凸出弹性压头远离转盘的压合面设置,从而避免弹性压头的压合面对已压合的粘性层和承托板具有过大的外推力而影响弹性真空吸盘对已压合部分的承托板的吸附力,能够有效确保分离操作的工作稳定可靠。
13.由于本发明弹性压头和弹性真空吸盘均具有弹性变形能力,在转盘带动弹性压头和弹性真空吸盘绕水平方向旋转进行压合操作或者分离操作过程中,弹性压头的压合面抵压在粘性层上能够发生变形,且弹性真空吸盘的抵接面抵压在承托板上也能够发生变形,从而避免弹性压头、弹性真空吸盘与微针产品之间发生刚性撞击,对粘性层、微针贴和承托板起到保护的作用,进而避免粘性层、微针贴和承托板被压出凹印、压印等不良缺陷,从而提高良品率。
14.此外,由于微针贴位于阴模上,微针阵列位于阴模的微针成型槽中,微针贴的基底层由阴模支撑。本发明中阴模为pdms材质,使得阴模具有一定弹性变形能力,但阴模的弹性变形能力小于弹性压头和弹性真空吸盘的弹性变形能力,因微针贴的微针阵列由阴模的微针成型槽支撑,能够确保当弹性压头抵压在粘性层以及弹性真空吸盘抵压在承托板时,微针贴的微针阵列不会因受外力作用而损坏,实现微针贴的完整性。
15.因此,本发明微针贴基底层压合分离设备集聚压合操作和分离操作于一体,自动化程度高,工作稳定可靠,良品率高,生产效率高,生产成本低。
16.一个优选的方案是,压合面呈二次曲面设置,且压合面远离载具弯曲;或者,压合面呈直伸平面设置,且压合面与转盘的外周壁相切。
17.当本发明弹性压头远离转盘的压合面呈二次曲面设置时,二次曲面至少包括圆柱面、椭圆柱面、抛物柱面、球面、椭球面、椭圆抛物面等,且弹性压头的压合面远离载具弯曲,在弹性压头的二次曲面压合面刚抵接在粘性层与承托板的容纳孔对应的位置上时,二次曲面压合面与待压合产品形成点接触,而接触点之外的粘性层和基底层之间在竖直方向上仍具有一定的间距,点接触的接触面积较小,故能够有效避免点接触位置的气泡引入。伴随着旋转控制机构继续控制转盘绕水平方向旋转以及移动控制机构继续控制移动座或者载具在水平方向上移动,弹性压头的压合面在竖直方向上向下给予粘性层的压迫力加大并进行保压工作,二次曲面压合面的压合面积由接触点沿水平方向逐渐扩大,由于二次曲面压合面弹性形变后的实际压合面积不小于微针贴的基底层与粘性层之间的黏附面积,故能保证二次曲面压合面沿水平方向朝外弹性变形地由点到面与待压合产品抵压,有效地将压合产品内的气泡从二次曲面压合面沿水平方向自内朝外完全排出,从而避免粘性层与微针贴的基底层之间产生气泡的可能性。
18.当本发明弹性压头远离转盘的压合面呈直伸平面设置并与转盘的外周壁相切时,由于转盘带动弹性压头绕水平方向旋转,从而使得直伸压合面相对竖直方向倾斜地抵压在粘性层与承托板的容纳孔对应的位置上,即直伸压合面刚抵接在粘性层上时,直伸压合面与待压合产品形成线接触,而接触线之外的粘性层和基底层之间在竖直方向上仍具有一定的间距,线接触的接触面积较小,故能够有效避免线接触位置的气泡引入。伴随着旋转控制机构继续控制转盘绕水平方向旋转以及移动控制机构继续控制移动座或者载具在水平方
向上移动,弹性压头的直伸压合面在竖直方向上向下给予粘性层的压迫力加大并进行保压工作,直伸压合面的压合面积由线接触沿水平方向逐渐扩大,由于直伸压合面弹性形变后的实际压合面积不小于微针贴的基底层与粘性层之间的黏附面积,故能保证直伸压合面沿水平方向朝外弹性变形地由线到面与待压合产品抵压,有效地将压合产品内的气泡从直伸压合面沿水平方向自一边朝向另一边完全排出,从而避免粘性层与微针贴的基底层之间产生气泡的可能性。
19.更进一步的方案是,压合分离装置还包括至少一个安装座,安装座设置在转盘上,安装座的外周壁沿着转盘的外周壁延伸,且安装座的外周壁上设置有弹性压头和弹性真空吸盘。
20.更进一步的方案是,安装座的外周壁上设置有多个弹性压头和多个弹性真空吸盘,多个弹性压头在转盘的周向上和/或转盘的轴向上排布,且多个弹性真空吸盘在转盘的周向上和/或转盘的轴向上排布。
21.更进一步的方案是,多个弹性真空吸盘的抵接面位于同一平面上。
22.更进一步的方案是,多个弹性压头和多个弹性真空吸盘在转盘的周向上交错设置,和/或,多个弹性压头和多个弹性真空吸盘在转盘的轴向上交错设置。
23.更进一步的方案是,安装座的数量至少为两个,多个安装座在转盘的周向上排布。
24.更进一步的方案是,载具上放置有待压合产品,待压合产品包括微针贴、粘性层和承托板,承托板位于粘性层和微针贴的基底层之间,基底层远离承托板的一侧凸出设置有微针阵列,承托板贯穿开设有与微针阵列对应的容纳孔,压合面可抵压在粘性层与容纳孔对应的位置上,抵接面可抵压在承托板上,转盘的外周壁的直径为d,承托板沿转盘的旋转方向的长度为l,且d=(4-5)l。
25.为了实现本发明的第二目的,本发明提供一种微针贴基底层压合分离设备的控制方法,微针贴基底层压合分离设备为上述的微针贴基底层压合分离设备,控制方法包括压合步骤和分离步骤;
26.压合步骤包括:移动控制机构控制移动座和/或载具分别在竖直方向上和水平方向上移动,使得转盘在竖直方向上位于载具的待压合产品的上方;移动控制机构控制移动座和/或载具在竖直方向上移动,使得弹性压头的压合面能够抵压在待压合产品的粘性层上;旋转控制机构控制转盘绕水平方向旋转,同时移动控制机构控制移动座或者载具在水平方向上移动,使得压合面抵压在粘性层上进行压合形成已压合产品;
27.分离步骤包括:移动控制机构控制移动座和/或载具分别在竖直方向上和水平方向上移动,使得转盘在竖直方向上位于载具的已压合产品的上方;移动控制机构控制移动座和/或载具在竖直方向上移动,使得弹性真空吸盘的抵接面能够抵压在已压合产品的承托板上;旋转控制机构控制转盘绕水平方向旋转,同时移动控制机构控制移动座或者载具在水平方向上移动,且弹性真空吸盘开启真空吸附,使得弹性真空吸盘吸附在承托板上进行分离操作。
28.更进一步的方案是,一个承托板贯穿开设有多个容纳孔,当一个容纳孔对应的粘性层与待压合产品的基底层完成压合步骤后,在转盘的旋转方向上,靠近完成压合步骤的已压合产品的前端弹性真空吸盘开启真空吸附进行分离操作,同时靠近完成压合步骤的已压合产品的后端弹性压头进行下一个容纳孔对应的粘性层压合操作。
附图说明
29.图1是微针贴黏附在承托板上的主视图。
30.图2是现有压头的压合效果图。
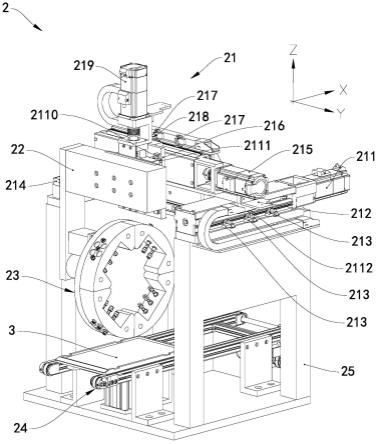
31.图3是本发明微针贴基底层压合分离设备第一实施例的结构图。
32.图4是本发明微针贴基底层压合分离设备第一实施例的主视图。
33.图5是本发明微针贴基底层压合分离设备第一实施例中输送装置的结构图。
34.图6是本发明微针贴基底层压合分离设备第一实施例中压合分离装置的结构图。
35.图7是本发明微针贴基底层压合分离设备第一实施例中安装座的主视图。
36.图8是本发明微针贴基底层压合分离设备第一实施例中安装座的侧视图。
37.图9是本发明微针贴基底层压合分离设备第一实施例中弹性压头的主视图。
38.图10是本发明微针贴基底层压合分离设备第一实施例中弹性真空吸盘的剖视图。
39.图11是本发明微针贴基底层压合分离设备第一实施例的第一工作状态示意图。
40.图12是本发明微针贴基底层压合分离设备第一实施例的第二工作状态示意图。
41.图13是本发明微针贴基底层压合分离设备第一实施例中弹性压头在进行压合操作的第一工作状态示意图。
42.图14是本发明微针贴基底层压合分离设备第一实施例中弹性压头在进行压合操作的第二工作状态示意图。
43.图15是本发明微针贴基底层压合分离设备第一实施例中弹性压头在进行压合操作的第三工作状态示意图。
44.图16是本发明微针贴基底层压合分离设备第一实施例中弹性真空吸盘在进行分离操作的第一工作状态示意图。
45.图17是本发明微针贴基底层压合分离设备第一实施例中弹性真空吸盘在进行分离操作的第二工作状态示意图。
46.图18是本发明微针贴基底层压合分离设备第二实施例中弹性压头的主视图。
47.以下结合附图及实施例对本发明作进一步说明。
具体实施方式
48.微针贴基底层压合分离设备第一实施例:
49.参见图3至图10,本实施例公开一种微针贴基底层压合分离设备2,包括机架25、移动控制机构21、移动座22和压合分离装置23,压合分离装置23设置在移动座22上,机架25上支撑有载具3,移动控制机构21设置在机架25上并可控制移动座22和/或载具3分别在竖直方向上和水平方向上移动,该载具3用于放置已填充并固化形成有微针贴的阴模4(参见图16)和承托板11。其中,本实施例压合分离装置23包括旋转控制机构231、转盘232、弹性压头235和弹性真空吸盘234,转盘232在竖直方向上可位于载具3的上方,旋转控制机构231可控制转盘232绕水平方向(顺/逆时针方向)旋转。并且,本实施例弹性压头235和弹性真空吸盘234分别设置在转盘232的外周壁上,弹性真空吸盘234远离转盘232的抵接面2341在转盘232的径向上凸出弹性压头235远离转盘232的压合面2351设置,弹性压头235的压合面2351呈二次曲面设置,且弹性压头235的压合面2351远离载具3弯曲。弹性压头235由均一性能的弹性材料制成,从而弹性压头235在弹性变形后使得弹性压头235的二次曲面压合面2351对
待压合产品的实际压合面积大于微针贴的基底层12与承托板11之间黏附的粘性层的黏附面积。弹性真空吸盘234采用柔性材料制成,使得弹性真空吸盘234具有受力变形及回弹能力。
50.微针贴包括基底层12和设置于基底层12上的多个微针组成的微针阵列,承托板11贯穿开设有与微针阵列对应的容纳孔,一个容纳孔用于容纳一个微针贴的微针阵列。承托板11位于粘性层和基底层12之间,粘性层的一部分黏附在承托板11远离基底层12的侧面上,粘性层的另一部分覆盖在容纳孔内,且一个粘性层与一个容纳孔适配,通过将与容纳孔对应的粘性层与基底层12压合黏附,以使得微针贴获得承托板11的支撑。将已填充原料液并固化形成有微针贴的阴模4放置于载具3上,并将黏附有粘性层的承托板11放置在阴模4上相应的位置,使承托板11的容纳孔与阴模4上的微针贴的基底层12位置匹配,但在竖直方向上具有一定的间距,从而组成本实施例微针贴基底层压合分离设备2的载具3上的待压合产品。
51.参见图11和图12,在进行压合操作或者分离操作过程中,本实施例微针贴基底层压合分离设备2的移动控制机构21控制移动座22和/或载具3分别在竖直方向上和水平方向上移动,使得转盘232在竖直方向上位于载具3的待压合产品或者已压合产品的上方,随着移动控制机构21控制移动座22和/或载具3在竖直方向(z轴方向)上移动,使得弹性压头235的压合面2351能够抵压在待压合产品的粘性层与承托板11的容纳孔对应的位置上,弹性真空吸盘234的抵接面2341能够抵压在承托板11上,接着旋转控制机构231控制转盘232绕水平方向(y轴方向)旋转,同时移动控制机构21控制移动座22或者载具3在水平方向(x轴方向)上移动,使得弹性压头235的压合面2351抵压在粘性层与承托板11的容纳孔对应的位置上进行压合操作,或者,弹性真空吸盘234开启真空吸附,使得弹性真空吸盘234吸附在承托板11上进行分离操作。
52.在压合操作或者分离操作进行时,旋转控制机构231控制转盘232绕水平方向(y轴方向)旋转,同时移动控制机构21控制移动座22或者载具3在水平方向(x轴方向)上移动,可有效避免因弹性压头235与粘性层之间、弹性真空吸盘234与承托板11之间存在摩擦力而使弹性压头235、弹性真空吸盘234在旋转方向上拖拽粘性层、承托板11形变而导致不良品。
53.参见图13至图15,本实施例微针贴基底层压合分离设备2在进行压合操作,伴随着旋转控制机构231控制转盘232绕水平方向旋转以及移动控制机构21控制移动座22或者载具3在水平方向上移动,使得转盘232的外周壁上的弹性压头235的压合面2351抵压在载具3上的待压合产品的粘性层上,即弹性压头235的压合面2351抵压在粘性层与承托板11的容纳孔对应的位置上,随着旋转控制机构231继续控制转盘232绕水平方向旋转以及移动控制机构21继续控制移动座22或者载具3在水平方向上移动,弹性压头235的压合面2351在竖直方向上向下给予粘性层的压迫力加大并进行保压工作,从而自动化完成微针贴的基底层12与粘性层之间的压合黏附形成已压合产品,自动化程度高,且在压合操作过程中,由于弹性真空吸盘234远离转盘232的抵接面2341在转盘232的径向上凸出弹性压头235远离转盘232的压合面2351设置,弹性真空吸盘234的抵接面2341能够抵压在待压合产品的承托板11上,对承托板11进行定位,使得压合操作的工作稳定可靠。弹性真空吸盘234的弹性形变能力大于弹性压头235的弹性形变能力,因为弹性真空吸盘234的弹性形变量小于弹性压头235的弹性形变量时会出现压合不牢或者破坏承托板11的现象。
54.参见图16和图17,本实施例微针贴基底层压合分离设备2在进行分离操作,伴随着旋转控制机构231控制转盘232绕水平方向旋转以及移动控制机构21控制移动座22或者载具3在水平方向上移动,使得转盘232的外周壁上的弹性真空吸盘234的抵接面2341抵压在载具3上的已压合产品的承托板11上,弹性真空吸盘234开启真空吸附,使得弹性真空吸盘234吸附在承托板11上,随着旋转控制机构231继续控制转盘232绕水平方向旋转以及移动控制机构21继续控制移动座22或者载具3在水平方向上移动,使得弹性真空吸盘234吸附着承托板11能够同步带动已压合产品自载具3上的阴模4分离,从而自动化完成已压合产品从阴模4分离形成微针产品,自动化程度高,且在分离操作过程中,由于弹性真空吸盘234远离转盘232的抵接面2341在转盘232的径向上凸出弹性压头235远离转盘232的压合面2351设置,从而避免弹性压头235的压合面2351对已压合产品的粘性层和承托板11具有过大的外推力而影响弹性真空吸盘234对已压合产品的承托板11的吸附力,能够有效确保分离操作的工作稳定可靠。
55.由于本实施例弹性压头235和弹性真空吸盘234均具有弹性变形能力,在转盘232带动弹性压头235和弹性真空吸盘234绕水平方向旋转进行压合操作或者分离操作过程中,弹性压头235的压合面2351抵压在粘性层上能够发生变形,且弹性真空吸盘234的抵接面2341抵压在承托板11上也能够发生变形,从而避免弹性压头235、弹性真空吸盘234与微针产品之间发生刚性撞击,对粘性层、微针贴和承托板11起到保护的作用,进而避免粘性层、微针贴和承托板11被压出凹印、压印等不良缺陷,从而提高良品率。优选地,本实施例弹性真空吸盘234在转盘232的径向上具有大于或者等于3mm的弹性变形量,能够确保弹性真空吸盘234具有优良的弹性变形能力,有效避免真空吸盘与微针产品之间发生刚性撞击。
56.本实施例弹性压头235远离转盘232的压合面2351呈二次曲面设置,二次曲面至少包括圆柱面、椭圆柱面、抛物柱面、球面、椭球面、椭圆抛物面等,且弹性压头235的压合面2351远离载具3弯曲,在弹性压头235的二次曲面压合面2351刚抵接在粘性层与承托板11的容纳孔对应的位置上时,二次曲面压合面2351与待压合产品形成点接触,而接触点之外的粘性层和基底层12之间在竖直方向上仍具有一定的间距,点接触的接触面积较小,故能够有效避免点接触位置的气泡引入。伴随着旋转控制机构231继续控制转盘232绕水平方向旋转以及移动控制机构21继续控制移动座22或者载具3在水平方向上移动,弹性压头235的压合面2351在竖直方向上向下给予粘性层的压迫力加大并进行保压工作,二次曲面压合面2351的压合面积由接触点沿水平方向逐渐扩大,由于二次曲面压合面2351弹性形变后的实际压合面积不小于微针贴的基底层12与粘性层之间的黏附面积,故能保证二次曲面压合面2351沿水平方向朝外弹性变形地由点到面与待压合产品抵压,有效地将压合产品内的气泡从二次曲面压合面2351沿水平方向自内朝外完全排出,从而避免粘性层与微针贴的基底层12之间产生气泡的可能性。
57.此外,由于微针贴位于阴模4上,微针阵列位于阴模4的微针成型槽中,微针贴的基底层12由阴模4支撑。本实施例中阴模4为pdms材质,使得阴模4具有一定弹性变形能力,但阴模4的弹性变形能力小于弹性压头235和弹性真空吸盘234的弹性变形能力,因微针贴的微针阵列由阴模4的微针成型槽支撑,能够确保当弹性压头235抵压在粘性层以及弹性真空吸盘234抵压在承托板11时,微针贴的微针阵列不会因受外力作用而损坏,实现微针贴的完整性。
58.因此,本实施例微针贴基底层压合分离设备2集聚压合操作和分离操作于一体,自动化程度高,工作稳定可靠,良品率高,生产效率高,生产成本低。为了进一步提高弹性压头235的工作可靠性,本实施例弹性压头235的压合面2351为圆球面设置,或者,弹性压头235的压合面2351为椭球面设置。
59.为了提高压合分离装置23的工作可靠性和稳定性,本实施例压合分离装置23还包括至少一个安装座233,安装座233设置在转盘232上,安装座233的外周壁沿着转盘232的外周壁延伸,且安装座233的外周壁上设置有弹性压头235和弹性真空吸盘234。为了进一步提高本实施例微针贴基底层压合分离设备2的生产效率,本实施例安装座233的数量至少为两个,多个安装座233在转盘232的周向上排布,且每一个安装座233的外周壁上设置有多个弹性压头235和多个弹性真空吸盘234,多个弹性压头235在转盘232的周向上和/或转盘232的轴向上排布,且多个弹性真空吸盘234在转盘232的周向上和/或转盘232的轴向上排布。更进一步地,本实施例多个弹性压头235和多个弹性真空吸盘234在转盘232的周向上交错设置,和/或,多个弹性压头235和多个弹性真空吸盘234在转盘232的轴向上交错设置。优选地,每一个安装座233的外周壁上的多个弹性真空吸盘234的抵接面2341位于同一平面236上,在该安装座233的多个弹性真空吸盘234进行分离操作过程中,因同一个承托板11上设有多个容纳孔,分离操作和压合操作同步进行时,能够有效避免已压合微针贴的分离操作对待压合微针贴的压合操作造成影响而导致不良品。
60.为了确保安装座233在更换时的位置统一性,本实施例转盘232设置有定位销(未标示),定位销在转盘232的轴向上延伸,安装座233开设有定位孔2331,定位孔2331套设在定位销上,且安装座233通过螺丝(未标示)与转盘232紧固连接,即转盘232上设有螺纹固定孔(未标示),安装座233设有沉头螺纹孔2332,螺丝穿过沉头螺纹孔2332与螺纹固定孔螺纹连接以便将安装座233紧固安装在转盘232上。
61.其中,本实施例弹性压头235包括依次连接的安装部2354、连接部2353和压合部2352,压合面2351位于压合部2352上,安装座233的外周壁开设有容纳槽2333,安装部2354嵌入容纳槽2333内。弹性压头235采用具有弹性的材料制成,本实施例优选弹性压头235由聚二甲基硅氧烷、固化剂和硅溶胶组合制成,更优选地,聚二甲基硅氧烷、固化剂和硅溶胶之间的配重比例为(12-15):1:(0-3)之间,更优选的,弹性压头235的安装部2354和连接部2353由聚二甲基硅氧烷、固化剂和硅溶胶之间的配重比例为(12-15):1:(0.5-3)制成,弹性压头235的压合部2352由聚二甲基硅氧烷、固化剂和硅溶胶之间的配重比例为(12-15):1:(0-0.5)制成,使得制备的弹性压头235的安装部2354和连接部2353的硬度高于弹性压头235的压合部2352,弹性压头235的压合部2352具有良好柔软性的同时又具有一定刚性,弹性压头235的安装部2354和连接部2353的密度较大,硬度较高,能够保证弹性压头235在压合操作时不会因弹性形变而发生偏移。弹性压头235的压合部2352具有良好柔软性,能够满足位于压合部2352上的二次曲面压合面2351在弹性形变后的实际压合面积不小于微针贴的基底层12与粘性层之间的黏附面积的需求。弹性压头235能实现受力变形后达到自主弹性施压贴合,外力作用解除后弹性压头235能恢复形变的目的,且弹性压头235的表面光泽性好,不会损伤产品表面,化学稳定性良好,环保无毒性,使用安全。
62.为了进一步提高本实施例微针贴基底层压合分离设备2的工作稳定性和可靠性以保证产品的生产质量,本实施例移动控制机构21包括第一马达211、第一丝杆2117、第一滑
台212、第二马达215、第二丝杆(未标示)、第二滑台216、第三马达219和第三丝杆,第一马达211和第一丝杆2117分别设置在机架25上,第一马达211的驱动轴与第一丝杆2117连接,第一丝杆2117在第一方向上延伸,第一滑台212可在第一方向上滑动地套设在第一丝杆2117上,第二马达215和第二丝杆分别设置在第一滑台212上,第二马达215的驱动轴与第二丝杆连接,第二丝杆在第二方向上延伸,第二滑台216可在第二方向上滑动地套设在第二丝杆上,第二方向和第一方向在水平方向上相交设置,第三马达219和第三丝杆分别设置在第二滑台216上,第三马达219的驱动轴与第三丝杆连接,第三丝杆在竖直方向上延伸,移动座22可在竖直方向上滑动地套设在第三丝杆上。本实施例移动控制机构21利用马达、丝杆和滑台之间的配合形成伺服控制机构,能够确保本实施例微针贴基底层压合分离设备2在工作过程中不会因为移动控制机构21的驱动速度过快或者在外力作用下而导致移动座22带动压合分离装置23出现抖动或位移不准确情况,从而保证产品的生产质量,进而提高本实施例微针贴基底层压合分离设备2的工作稳定性和可靠性。其中,本实施例竖直方向为z轴方向,第一方向为x轴方向,第二方向为y轴方向。
63.为了进一步提高本实施例微针贴基底层压合分离设备2的工作稳定性和可靠性以保证产品的生产质量,本实施例机架25上设置有第一导轨214,第一导轨214在第一方向上延伸,第一滑台212设置有第一滑块2116,第一滑块2116可在第一方向上滑动地与第一导轨214配合;第一滑台212上设置有第二导轨2113,第二导轨2113在第二方向上延伸,第二滑台216设置有第二滑块(未标示),第二滑块可在第二方向上滑动地与第二导轨2113配合;第二滑台216上设置有第三导轨2110,第三导轨2110在竖直方向上延伸,移动座22设置有第三滑块2111,第三滑块2111可在竖直方向上滑动地与第三导轨2110配合。具体地,本实施例机架25上设置有两个第一光电感应器213,两个第一光电感应器213在第一方向上并排设置,每一个第一光电感应器213开设有第一过槽,第一滑台212设置有第一感应片2112,第一感应片2112在第一方向上可移动地插入每一个第一光电感应器213的第一过槽内,两个第一光电感应器213分别用于第一感应片2112在第一方向上往复移动的停止点。另外,本实施例第一滑台212上设置有两个第二光电感应器217,两个第二光电感应器217在第二方向上并排设置,每一个第二光电感应器217开设有第二过槽,第二滑台216设置有第二感应片218,第二感应片218在第二方向上可移动地插入每一个第二光电感应器217的第二过槽内,两个第二光电感应器217分别用于第二感应片218在第二方向上往复移动的停止点。此外,本实施例第二滑台216上设置有两个第三光电感应器,两个第三光电感应器在竖直方向上并排设置,每一个第三光电感应器开设有第三过槽,移动座22设置有第三感应片,第三感应片在竖直方向上可移动地插入每一个第三光电感应器的第三过槽内,两个第三光电感应器分别用于第三感应片在竖直方向上往复移动的停止点。
64.为了进一步提高本实施例微针贴基底层压合分离设备2的自动化程度,本实施例移动控制机构21还包括设置在机架25上的输送装置24,输送装置24包括第一输送带241、第二输送带242和输送控制机构,第一输送带241和第二输送带242可移动地支撑在机架25上,输送控制机构可控制第一输送带241和第二输送带242同步在水平方向上移动,载具3放置在第一输送带241和第二输送带242上,从而输送控制机构控制第一输送带241和第二输送带242同步在水平方向上移动以自动化输送载具3,进而提高工作效率。具体地,本实施例输送控制机构包括第四马达243、主动轮、从动轮、同步带、联动轴244、第一转轮、第二转轮、第
三转轮245和第四转轮246,第四马达243设置在机架25上,第一转轮、第二转轮、第三转轮245和第四转轮246分别可转动地支撑在机架25上,主动轮套接在第四马达243的驱动轴上,从动轮套接在联动轴244上,同步带套接在主动轮和从动轮之间,且第一转轮和第二转轮分别套接在联动轴244上,第三转轮245和第一转轮在第一输送带241的移动方向上并排设置,第一输送带241套接在第三转轮245和第一转轮之间,第四转轮246和第二转轮在第一输送带241的移动方向上并排设置,第二输送带242套接在第四转轮246和第二转轮之间,从而使得本实施例输送控制机构能够控制第一输送带241和第二输送带242同步在水平方向上稳定可靠移动。其中,本实施例输送控制机构可控制第一输送带241和第二输送带242同步在x轴方向上移动。
65.本实施例微针贴基底层压合分离设备2的控制方法包括压合步骤和分离步骤,在往复循环压合步骤和分离步骤的过程中,能够将承托板11上的粘性层与微针贴的基底层12压合形成已压合产品,并能够将已压合产品从阴模4上分离。
66.其中,压合步骤包括:移动控制机构21控制移动座22和/或载具3分别在竖直方向上和水平方向上移动,使得转盘232在竖直方向上位于载具3的待压合产品的上方;移动控制机构21控制移动座22和/或载具3在竖直方向上移动,使得弹性压头235的压合面2351能够抵压在待压合产品的粘性层上;旋转控制机构231控制转盘232绕水平方向旋转,同时移动控制机构21控制移动座22或者载具3在水平方向上移动,使得弹性压头235的压合面2351抵压在粘性层上进行压合形成已压合产品。
67.并且,分离步骤包括:移动控制机构21控制移动座22和/或载具3分别在竖直方向上和水平方向上移动,使得转盘232在竖直方向上位于载具3的已压合产品的上方;移动控制机构21控制移动座22和/或载具3在竖直方向上移动,使得弹性真空吸盘234的抵接面2341能够抵压在已压合产品的承托板11上;旋转控制机构231控制转盘232绕水平方向旋转,同时移动控制机构21控制移动座22或者载具3在水平方向上移动,且弹性真空吸盘234开启真空吸附,使得弹性真空吸盘234吸附在承托板11上进行分离操作。
68.本实施例转盘232的外周壁的直径为d,承托板11沿转盘232的旋转方向的长度为l,且d=(4-5)l。由于安装座233的外周壁沿着转盘232的外周壁延伸,即本实施例安装座233的外周壁的直径为d,承托板11沿安装座233的旋转方向的长度为l,则d=(4-5)l。其中,一个安装座233上安装有多个弹性压头235和多个真空吸盘234组成一组压合分离单元。沿安装座233的旋转方向,每一组压合分离单元分布的长度小于承托板11的长度。
69.当d=(4-5)l时,使安装座233在旋转30
°
-40
°
时能够完成承托板11脱离阴模4,即完成微针贴分离操作。当d<4l时,安装座233的旋转角度太大,旋转时安装座233的圆周面过于弯曲,弹性压头235与粘性层的压合角度太大,压合操作的时候,粘性层与微针贴的基底层12之间的气体无法完全排出,出现气体残留现象,使粘性层与基底层12之间具有气泡,导致不良品。当d>5l时,旋转时安装座233的圆周面过于平整,弹性压头235与粘性层的压合角度太小,压合操作的时候,作用在粘性层上的受力不均衡,前端受力过大,后端受力不足,导致粘性层与微针贴的基底层12之间贴合不牢,导致不良品。
70.优选地,d=(4.3-4.5)l。
71.承托板11为pet材质制成的,具有一定的韧性和刚性,当弹性真空吸盘234吸附承托板11,带动微针贴从阴模4脱模时不会发生形变。当一个承托板11贯穿开设有多个容纳孔
时,则一个承托板11上可支撑多个微针贴。
72.再参见图15至图17,在弹性压头235a的压合面2351抵压在承托板11的一个容纳孔对应的粘性层上,使得该粘性层与微针贴121的基底层12完成压合步骤后,即微针贴121通过基底层12与粘性层之间的黏合而支撑在承托板11上,且在转盘232的旋转方向上,靠近完成压合步骤的已压合产品的前端弹性真空吸盘234a的抵接面2341依然保持抵压在承托板11上,则前端弹性真空吸盘234a开启真空吸附进行分离操作,此时弹性真空吸盘234b和弹性真空吸盘234c未启动真空,同时靠近完成压合步骤的已压合产品的后端弹性压头235b进行下一个容纳孔对应的粘性层压合操作,则后端弹性压头235b的压合面2351抵压在承托板11的下一个容纳孔对应的粘性层上以将粘性层与下一个微针贴122的基底层12压合,从而使得本实施例微针贴基底层压合分离设备2能够同步进行压合和分离的步骤操作,生产高效。在后端弹性压头235b的压合面2351抵压在承托板11的下一个容纳孔对应的粘性层上,使得该粘性层与微针贴122的基底层12完成压合步骤后,弹性真空吸盘234b启动真空吸附进行分离操作,当微针贴122完成分离操作时,弹性真空吸盘234c启动真空吸附,从而由弹性真空吸盘234a、234b和234c共同作用将已压合产品递送到下一道工序上,使得本实施例微针贴基底层压合分离设备2可同时在待压合产品上同步进行压合操作和分离操作,提升生产效率。
73.具体地,沿安装座233的旋转方向,位于最前端的弹性真空吸盘234a与承托板11先接触,随着安装座233的继续旋转,靠近最前端弹性真空吸盘234a的弹性压头235a与粘性层点接触,安装座233继续旋转,弹性压头235a与粘性层的接触面积由点扩大到面,完成承托板11上的粘性层与微针贴121的基底层12压合。接着,打开最前端的弹性真空吸盘234a,由于弹性真空吸盘234a的抵接面2341在转盘232的径向上凸出弹性压头235a远离转盘232的压合面2351,当弹性压头235a完全压合于粘性层上时,弹性真空吸盘234a仍压于承托板11表面,从而弹性真空吸盘234a能够吸附承托板11进行分离操作,即随着安装座233的旋转,带动承托板11及粘附于承托板11上对应于最前端弹性压头235a位置的微针贴121脱模,使微针贴121完全脱离阴模4。同时中间位置的弹性真空吸盘234b压于承托板11上,因中间位置的弹性真空吸盘234b的抵压作用,即使最前端的弹性真空吸盘234a吸附承托板11,仍能保持中间弹性真空吸盘234b的后面承托板11抵压于载具3上,此时第二个弹性压头235b与粘性层点接触。随着安装座233的继续旋转,第二个弹性压头235b完成压合后,第二个弹性真空吸盘234b打开吸附在承托板11上带动紧挨着其后端的微针贴122脱模。当紧挨着第二个弹性真空吸盘234b的微针贴122脱模完成后,打开紧挨其后的第三个弹性真空吸盘234c,三个弹性真空吸盘234a、234b和234c同时吸附承托板11,随着安装座233的旋转,将粘附有微针贴121、122的承托板11运送至下一道工序。
74.本实施例微针贴基底层压合分离设备2实现粘附于同一张承托板11上的多个微针贴同步进行微针贴压合和脱模操作,提升生产效率,同时生产设备集成化,减小设备占用空间及生产线占用空间,降低生产成本。
75.微针贴基底层压合分离设备第二实施例:
76.作为对本发明微针贴基底层压合分离设备第二实施例的说明,以下仅对与微针贴基底层压合分离设备第一实施例的不同之处进行说明。
77.参见图18,本实施例弹性压头235
′
的压合面2351
′
呈直伸平面设置,且弹性压头
235
′
的压合面2351
′
与转盘232的外周壁相切。
78.由于转盘232带动弹性压头235
′
绕水平方向旋转,从而使得直伸压合面2351
′
相对竖直方向倾斜地抵压在粘性层与承托板11的容纳孔对应的位置上,即直伸压合面2351
′
刚抵接在与粘性层上时,直伸压合面2351
′
与待压合产品形成线接触,而接触线之外的粘性层和基底层12之间在竖直方向上仍具有一定的间距,线接触的接触面积较小,故能够有效避免线接触位置的气泡引入。伴随着旋转控制机构231继续控制转盘232绕水平方向旋转以及移动控制机构21继续控制移动座22或者载具3在水平方向上移动,弹性压头235
′
的直伸压合面2351
′
在竖直方向上向下给予粘性层的压迫力加大并进行保压工作,直伸压合面2351
′
的压合面积由线接触沿水平方向逐渐扩大,由于直伸压合面2351
′
弹性形变后的实际压合面积不小于微针贴的基底层12与粘性层之间的黏附面积,故能保证直伸压合面2351
′
沿水平方向朝外弹性变形地由线到面与待压合产品抵压,有效地将压合产品内的气泡从直伸压合面2351
′
沿水平方向自一边朝向另一边完全排出,从而避免粘性层与微针贴的基底层12之间产生气泡的可能性。
79.以上实施例,只是本发明的较佳实例,并非来限制本发明实施范围,故凡依本发明申请专利范围的构造、特征及原理所做的等效变化或修饰,均应包括于本发明专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1