一种人造板生产线中的扫平辊多用途使用控制方法与流程
1.本发明涉及人造板技术领域,特别涉及一种人造板生产线中的扫平辊多用途使用控制方法。
背景技术:
2.现在的人造板生产线免扫平生产对铺装机的要求很高。如中国实用新型专利授权公告号cn2875748y公开的一种均平辊,该均平辊包括辊筒、倾斜地设置于所述的辊筒的外圆周表面上的多个均平齿片,所述的各均平齿片分别与辊筒的轴心线之间成30
°
~60
°
的夹角。在板坯或物料前进的过程中,只有低的部分能通过均平辊,均平辊在与板坯或物料前进方向逆向旋转的过程中使得均平齿片将物料表面高的部分向左右两侧推向低的部位,从而在纵横向对板坯起削峰填谷的作用,使物料在扫平前形成横向、纵向表面高度均匀的板坯,故在铺装板坯时可消除板坯凹凸不平和容积计量时堆积密度不均匀现象,从而可有效地减少板坯的扫平量或实现免扫平,提高板坯质量。
3.还如中国实用新型专利授权公告号cn2875749y公开的一种机械铺装机的铺装成型装置,包括一对下料辊、位于所述的下料辊下侧的一组铺装辊,所述的各铺装辊的轴心线分别相互平行且位于同一平面内,该铺装成型装置还包括与所述的铺装辊相邻的铺装运输架、设置于所述的铺装运输架上的均平辊,所述的均平辊的外圆周边缘处具有多个倾斜分布的均平齿片。在板坯或物料前进的过程中,只有低的部分能通过均平辊,均平辊旋转使得均平齿片将物料表面高的部分向左右两侧推向低的部位,从而在纵横向对板坯起削峰填谷的作用,使物料在扫平前形成横向、纵向表面高度均匀的板坯,故在铺装板坯时可消除板坯凹凸不平现象,从而可有效地减少板坯的扫平量或实现免扫平,提高板坯质量。
4.上述两项专利均是对均平辊进行改进,其均平辊高度无法调节,如果板坯没有出现凹凸不平的现象,如果板坯高度高出均平辊上的均平齿片最低位置,也会进行扫平作业,因此上述两种专利并不能实现真正的免扫平。
技术实现要素:
5.本发明所要解决的技术问题是针对现有扫平辊无法依据纤维铺装厚度自行调节并且在板坯出现凹凸不平时进行调节的人造板生产线中的扫平辊多用途使用控制方法。
6.为了实现上述发明目的,本发明所采用的技术方案是:
7.一种人造板生产线中的扫平辊多用途使用控制方法,具体是通过成型皮带上的重量称控制扫平高度,通过扫平前高度控制铺装皮带的铺装皮带速度设定值,进而改变扫平前高度设定来达到减少扫平量和免扫平功能。
8.在本发明的一个优选实施例中,所述扫平前高度等于板坯高度与扫平辊的高度差值,该高度插值的结果为正时表示扫平的量,结果为负时表示没有扫到料。
9.在本发明的一个优选实施例中,所述板坯高度采用角位移传感器测量的实际角度计算出的高度。
10.在本发明的一个优选实施例中,所述铺装皮带速度设定值是依据如下步骤来获得的:
11.步骤一:将通过成型皮带上的重量称获取的板坯重量实际值和板坯重量设定值输入第一pid控制器,经过第一pid控制器计算得到一扫平高度偏差值;
12.步骤二:依据板坯重量设定值和板坯密度计算出扫平高度初始值,然后依据步骤一的扫平高度偏差值和扫平高度初始值计算出扫平高度设定值,最后依据扫平高度设定值计算出扫平高度实际值;
13.步骤三:依据板坯密度计算出料仓纤维密度;
14.步骤四:依据板坯密度、步骤三的料仓纤维密度、料仓截面积、成型皮带速度、步骤二的扫平高度实际值、扫平前高度设定值计算得到铺装皮带的铺装皮带速度初始值;
15.步骤五:将扫平前高度实际值和扫平前高度设定值输入第二pid控制器,经过第二pid控制器计算得到一铺装皮带的铺装皮带速度偏差值;
16.步骤六:依据步骤五的铺装皮带速度偏差值对步骤四的铺装皮带速度初始值进行修正得到铺装皮带的铺装皮带速度设定值。
17.在本发明的一个优选实施例中,所述板坯重量设定值通过上位机人为根据工艺要求设定的参数,单位为kg/
㎡
;所述板坯重量实际值是通过plc读取重量称的实际值,单位为kg/
㎡
;所述扫平高度偏差值为第一pid控制器计算结果,值的范围是
±
1;所述板坯密度通过上位机设定,单位为kg/m3;料仓纤维密度为板坯密度乘以k,其中k是通过上位机设定的系数,其取值范围为1.2~2.0;所述料仓截面积为料仓高度与料仓宽度的乘积,单位为mm2;所述扫平高度初始值为板坯重量设定值除以板坯密度,单位为mm;所述扫平高度设定值为扫平高度初始值乘以(1+扫平高度偏差值),单位为mm;所述扫平高度实际值为通过plc读取角位移传感器测量的实际角度计算出的实际值;所述扫平前高度设定值通过上位机设定,设定范围是
‑
35~55mm,设定为负时是免扫平;所述铺装皮带的铺装皮带速度偏差值为第二pid控制器计算结果,值的范围是
±
1;
18.所述铺装皮带的铺装皮带速度初始值通过如下公式计算,单位mm/s
[0019][0020]
所述铺装皮带的铺装皮带速度设定值为铺装皮带的铺装皮带初始值乘以(1+铺装皮带速度偏差值),单位为mm/s。
[0021]
在本发明的一个优选实施例中,所述第一pid控制器和第二pid控制器均为西门子plc自带的pid控制功能块。
[0022]
在本发明的一个优选实施例中,所述第一pid控制器和第二pid控制器均为博图的pid_temp。
[0023]
由于采用了如上的技术方案,本发明在现有的设备上通过plc程序控制实现扫平量减少或者是免扫平生产,降低了免扫平对铺装机的要求,降低用户的生产成本。
附图说明
[0024]
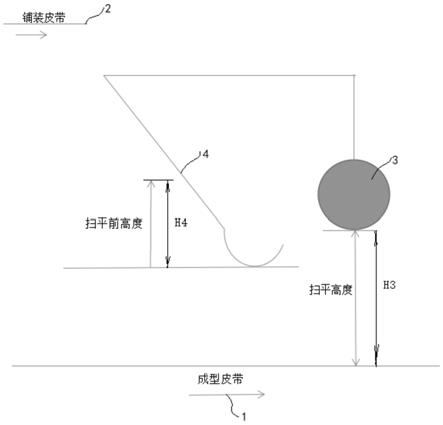
图1为扫平辊安装位置示意图。
[0025]
图2为扫平前高度计算示意图。
[0026]
图3为料仓自动下料控制流程图。
具体实施方式
[0027]
以下结合附图和具体实施方式来进一步描述本发明。
[0028]
本发明的一种人造板生产线中的扫平辊多用途使用控制方法的原理是:参见图1和图2,通过成型皮带1上的重量称(图中未示出)控制扫平高度h3,通过扫平前高度h4控制铺装皮带2的铺装皮带速度设定值,进而改变扫平前高度h4设定来达到减少扫平量和免扫平功能。
[0029]
扫平前高度h4等于板坯高度h1与扫平辊3的高度h2差值,即:
[0030]
h4=h1
‑
h2;
[0031]
h4=h2
‑
h1,结果为正的时候表示扫平的量,结果为负时表示没有扫到料,例如:h4设定为+10时,表示需要扫的料时10mm,设定为
‑
10时,表示没有扫到料,即免扫平。
[0032]
板坯高度h1采用角位移传感器4测量的实际角度计算出的高度。
[0033]
参见图3,铺装皮带速度设定值是依据如下步骤来获得的:
[0034]
步骤一:将通过成型皮带1上的重量称获取的板坯重量实际值和板坯重量设定值输入第一pid控制器5,经过第一pid控制器5计算得到一扫平高度偏差值,值的范围是
±
1;其中,板坯重量设定值通过上位机人为根据工艺要求设定的参数,单位为kg/
㎡
,板坯重量实际值是通过plc读取重量称的实际值,单位为kg/
㎡
;
[0035]
步骤二:依据板坯重量设定值和板坯密度计算出扫平高度初始值,然后依据步骤一的扫平高度偏差值和扫平高度初始值计算出扫平高度设定值,最后依据扫平高度设定值计算出扫平高度实际值;其中,扫平高度初始值为板坯重量设定值除以板坯密度,单位为mm;扫平高度设定值为扫平高度初始值乘以(1+扫平高度偏差值),单位为mm;
[0036]
步骤三:依据板坯密度计算出料仓纤维密度;板坯密度通过上位机设定,根据现场实际修改,单位为kg/m3;料仓纤维密度为板坯密度乘以k,其中k是通过上位机设定的系数,可以根据现场实际修改,其取值范围为1.2~2.0;
[0037]
步骤四:依据板坯密度、步骤三的料仓纤维密度、料仓截面积、成型皮带速度、步骤二的扫平高度实际值、扫平前高度设定值计算得到铺装皮带2的铺装皮带速度初始值;其中,料仓截面积为料仓高度与料仓宽度的乘积,单位为mm2,扫平高度实际值是扫平辊3根据扫平高度设定值自动升降,通过plc读取角位移传感器4测量的实际角度计算出的实际值,单位为mm;
[0038]
步骤五:将扫平前高度实际值和扫平前高度设定值输入第二pid控制器6,经过第二pid控制器计算得到一铺装皮带速度偏差值,值的范围是
±
1;扫平前高度设定值通过上位机设定,设定范围是
‑
35~55mm,设定为负时是免扫平;
[0039]
步骤六:依据步骤五的铺装皮带速度偏差值对步骤四的铺装皮带速度初始值进行修正得到铺装皮带速度设定值,铺装皮带2的铺装皮带速度设定值为铺装皮带2的铺装皮带初始值乘以(1+铺装皮带速度偏差值),单位为mm/s。
[0040]
铺装皮带速度初始值通过如下公式计算,单位mm/s
[0041]
[0042]
上述第一pid控制器5和第二pid控制器6均为西门子plc自带的pid控制功能块。例如博图的pid_temp。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1