一种实验用蒸压砖压制成型模具
1.本实用新型涉及蒸压砖砖坯成型领域,尤其涉及一种在实验室制备蒸压多孔砖和实心砖砖坯的压制成型模具。
背景技术:
2.蒸压砖作为一种免烧砖,最初主要采用石灰、水泥、砂为主要原料。与传统烧结砖相比,不采用黏土类自然资源,减少了对农田的占用,节约了能源。随着工业发展,工业固体废弃物资源不断增多,蒸压砖所用原材料中采用了越来越多工业废弃物。对蒸压砖的研究也越来越多,需要在实验室进行蒸压砖的压制操作。
3.用于工业生产的蒸压砖模具体积大、重量重,不适用实验室条件下成型。另一方面,由于实验用的原材料种类繁多,采用桶式模具(侧板一体化模具)常出现粘模现象,脱模得到的砖坯开裂、掉角、掉边情况时有发生。
技术实现要素:
4.为解决现有实验室条件下用于压制蒸压砖的桶式模具常出现粘模现象的问题,本实用新型提出一种实验用蒸压砖压制成型模具,该模具利于拆卸、重量轻,能够制备蒸多孔砖和实心砖等不同规格蒸压砖,便于在实验室条件下开展不同材料、不同压力制度的蒸压砖砖坯成型,可以更好推动利废新型蒸压砖的实验研究。
5.本实用新型的技术方案为:
6.所述一种实验用蒸压砖压制成型模具,包括顶板、垫块、侧板、孔棒、底板、箍圈;
7.所述底板分为两层,分别为带孔洞的上底板和不带孔洞的下底板;所述上底板的孔洞与多孔砖孔洞分布一致;所述上底板和下底板的上表面均设置有凹槽,用于固定侧板;
8.所述顶板采用箱型结构,顶板底面带有孔洞,顶板底面的孔洞布局与多孔砖孔洞分布一致;
9.所述垫块的截面形状与顶板底面相同,用于遮蔽顶板底面孔洞,进行实心砖压制;
10.所述侧板分为大侧板和小侧板,两片大侧板以及两片小侧板交替拼接组成矩形筒状结构,且侧板底部位于上底板或下底板上表面的凹槽内;所述矩形筒状结构内壁面能够与所述顶板的箱型结构以及垫块滑动配合;
11.所述箍圈分为上箍圈和下箍圈;
12.所述上箍圈紧套在所述矩形筒状结构上端外侧,用于固定侧板上缘;所述下箍圈紧套在所述矩形筒状结构下端外侧,用于固定侧板下缘;
13.所述孔棒用于在压制多孔砖时,固定在所述上底板的孔洞中,并与顶板底面孔洞配合。
14.进一步的,所述模具采用的钢材硬度不小于hrc200。
15.进一步的,所述上底板和下底板上表面的凹槽采用平面凹槽形式,且上底板中孔洞均位于上底板的平面凹槽内。
16.进一步的,所述大侧板的外侧面上下方向的中部设置固定肋板,固定肋板两端有双排螺孔;两块大侧板的对应位置螺孔通过双头螺杆连接,所述双头螺杆将两块大侧板拉紧固定。
17.进一步的,压制的所述多孔砖尺寸为240*115*90mm;压制的所述实心砖尺寸为240*115*53mm。
18.进一步的,所述垫块厚度为37mm。
19.进一步的,所述孔棒共20支,用于加工多孔砖。
20.进一步的,所述顶板顶部两侧具有板耳,用于下压施力。
21.有益效果
22.本实用新型提出的模具用于在实验室环境下制备蒸压砖坯,可承受压力大,不易变形且拆模方便。能有效避免原材料导致的粘模现象,降低脱模难度,提高压制成功率。采用所述的顶板、垫块、大侧板、小侧板、上箍圈、下箍圈、下底板可制备蒸压实心砖砖坯。采用所述的顶板、大侧板、小侧板、上箍圈、下箍圈、孔棒、上底板、下底板可制备蒸压多孔砖砖坯。
23.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
24.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
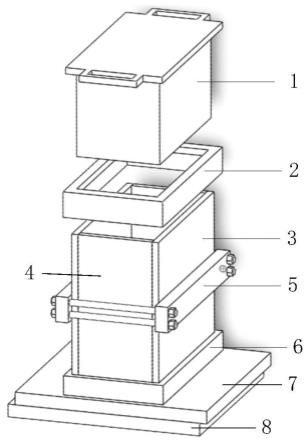
25.图1为本实用新型实验用蒸压多孔砖模具整体结构示意图;
26.图2为本实用新型实验用蒸压实心砖模具整体结构示意图;
27.图3为上、下底板以及孔棒示意图;
28.图4为下底板示意图;
29.图5为顶板示意图;
30.图6为顶板底部示意图;
31.图7为大侧板示意图;
32.图8为小侧板示意图;
33.图9上底板与孔棒示意图。
34.图中,1、顶板;2、上箍圈;3、大侧板;4、小侧板;5、固定肋板;6、下箍圈;7、上底板;8、下底板;9、孔棒;10、垫块。
具体实施方式
35.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
36.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
37.本实施例中的实验用蒸压砖压制成型模具,包括顶板、垫块、侧板、孔棒、底板、箍圈。
38.所述底板分为两层,分别为带孔洞的上底板和不带孔洞的下底板;所述上底板的孔洞与多孔砖孔洞分布一致,共计20个孔洞;所述上底板和下底板的上表面均设置有10mm深的平面凹槽,用于固定侧板;上底板的20个孔洞均位于上底板的平面凹槽内。
39.所述顶板采用箱型结构,顶板底面带有孔洞,顶板底面的孔洞布局与多孔砖孔洞分布一致,本实施例中压制的所述多孔砖尺寸为240*115*90mm;所述顶板顶部两侧具有板耳,用于下压施力。
40.所述垫块的截面形状与顶板底面相同,用于遮蔽顶板底面孔洞,进行实心砖压制;所述垫块厚度为37mm;压制的所述实心砖尺寸为240*115*53mm。
41.所述侧板分为大侧板和小侧板,两片大侧板以及两片小侧板交替拼接组成矩形筒状结构,且侧板底部位于上底板或下底板上表面的凹槽内;所述矩形筒状结构内壁面能够与所述顶板的箱型结构以及垫块滑动配合;所述大侧板的外侧面上下方向的中部设置固定肋板,固定肋板两端有双排螺孔;两块大侧板的对应位置螺孔通过双头螺杆连接,所述双头螺杆将两块大侧板拉紧固定。
42.所述箍圈分为上箍圈和下箍圈;所述上箍圈紧套在所述矩形筒状结构上端外侧,用于固定侧板上缘;所述下箍圈紧套在所述矩形筒状结构下端外侧,用于固定侧板下缘;
43.所述孔棒共20支,用于在压制多孔砖时,固定在所述上底板的孔洞中,并与顶板底面孔洞配合。
44.整个模具采用的钢材硬度不小于hrc200,本实施例中采用冷作模具钢板。
45.下面结合附图说明采用本模具进行砖坯压制和拆模过程。包括a多孔砖砖坯和实心砖砖坯。
46.a多孔砖砖坯
47.压制过程:
48.采用顶板1、大侧板3和小侧板4、上底板7和下底板8。
49.组装模具:将下底板8和上底板7组合,然后将孔棒9插入上底板7的孔洞中;组装侧板:将大侧板、小侧板插入下箍圈和上底板凹槽内,拧紧大侧板双头螺杆,扣紧上箍圈。
50.在大侧板和小侧板围成的矩形筒状结构内装料。
51.在矩形筒状结构上部安装顶板,顶板孔洞插入孔棒,并手动预紧。
52.按压制制度压制。
53.脱模过程:
54.取掉上箍圈;松开双头螺杆两侧螺栓,取出双头螺杆;拆除大侧板和小侧板、取出顶板;缓慢取出孔棒,得到多孔砖砖坯。
55.b实心砖砖坯
56.压制过程:
57.采用顶板1、垫块、大侧板3和小侧板4、以及下底板8。
58.组装侧板:将大侧板、小侧板插入下箍圈和下底板凹槽内,拧紧大侧板双头螺杆,扣紧上箍圈。
59.在大侧板和小侧板围成的矩形筒状结构内装料。
60.在矩形筒状结构上部先装垫块,再安装顶板并手动预紧。
61.按压制制度压制。
62.脱模过程:
63.取掉上箍圈;松开双头螺杆两侧螺栓,取出双头螺杆;拆除大侧板和小侧板、取出顶板,得到实心砖砖坯。
64.本模具重量轻,采用本模具在实验室环境下制备蒸压砖坯,可承受压力大,不易变形且拆模方便。能有效避免原材料导致的粘模现象,降低脱模难度,提高压制成功率。
65.尽管上面已经示出和描述了本实用新型的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本实用新型的限制,本领域的普通技术人员在不脱离本实用新型的原理和宗旨的情况下在本实用新型的范围内可以对上述实施例进行变化、修改、替换和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1