大缸径低速柴油机气缸套加强背环的装配工装的制作方法
1.本实用新型涉及大缸径低速柴油机气缸套加强背环的装配工装,属于柴油机零部件装配技术领域。
背景技术:
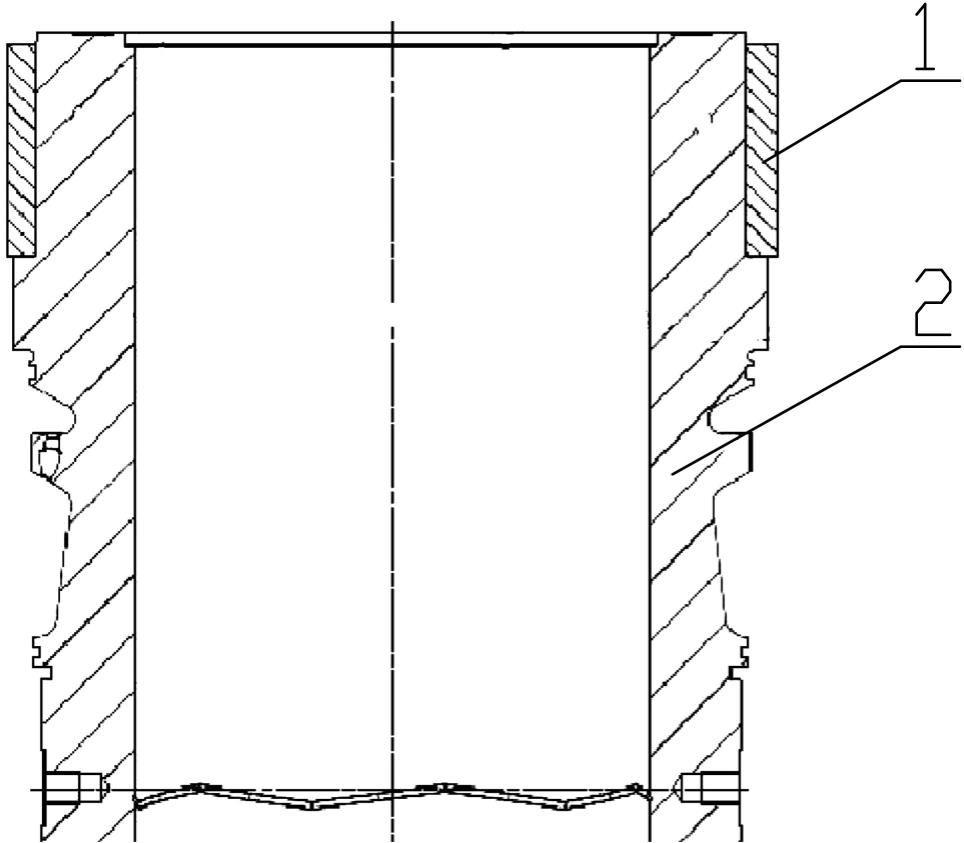
2.气缸套是往复式发动机的中心工作部分,活塞在其中移动。加强背环是安装在柴油机缸套上的一个支撑环套,起到支撑加强的作用,一般采用热套的安装方式进行安装。如图1所示,图中所标识的1即为加强背环。
3.在柴油机的重要零部件缸套装配加强背环的过程当中,通过调查后发现,所有国内制作主机厂家都是采用竖直的装配方式,具体安装过程中,比如一个缸径为500mm的缸套大约在2000kg左右,缸套毛坯产出后首先需要进行热套加强背环,之后再进行二次精加工到成品,原先装配工艺是:先将平躺的毛坯缸套直立,进行一次翻身作业,在此过程中需要用到缸套翻身工装;此外,由于加强背环没有吊装位置,因此后续需要在加强背环上边缘位置焊接两个吊装螺母进行简易起吊工作,其次根据缸套大小,需要登高作业进行加强背环的热套作业,难度大,危险性高,耗材大,往复作业多,且人为不可控因素大,容易造成加强背环卡住导致缸套报废的问题;而且在一定程度上会涉及到安全、时间、人员等一系列问题,因此需要进行装配工艺上的改进。
技术实现要素:
4.针对上述问题,本实用新型的目的在于提供大缸径低速柴油机气缸套加强背环的装配工装,解决了气缸套和加强背环之间采用立式安装方式导致的返工和安全隐患,大大缩短了安装时间,拒绝了反复工期,达到了大幅提高了生产效率和安全的目的和效果,可以推广至一般性大型立式安装的模式改进。
5.为了实现上述的技术特征,本实用新型的目的是这样实现的:大缸径低速柴油机气缸套加强背环的装配工装,它包括内支撑环,所述内支撑环的外圆周上布置安装有用于和缸套的中心孔相配合的支撑锁紧机构;所述内支撑环的顶端通过立板固定有弧形导向板;所述弧形导向板的弧形顶端与待装配的加强背环的弧形内壁相配合;
6.还包括用于对所述加强背环进行吊装的环套,环套采用开口结构,在开口部位弯折形成连接耳,连接耳上加工有吊孔。
7.所述支撑锁紧机构包括多个均布加工在内支撑环上的螺栓孔,螺栓孔呈径向布置;所述螺栓孔上通过螺纹传动配合有顶紧螺栓,并通过顶紧螺栓将内支撑环支撑在中心孔内部。
8.所述内支撑环的外壁上并位于立板的相对侧固定有限位角板,所述限位角板与中心孔相配合。
9.所述连接耳与环套的外壁之间设置有加强筋板。
10.所述弧形导向板和立板之间设置固定有斜撑板。
11.所述弧形导向板的顶端径线与缸套的轴线之间呈夹角a。
12.所述a的取值为5
°‑8°
。
13.装配时,还包括用于对缸套进行支撑的卧式支撑结构;所述卧式支撑结构包括头部垫板,头部垫板的顶端支撑有弧形板,缸套的头部支撑在弧形板的顶端,缸套的尾部支撑在尾部垫板的顶端。
14.所述顶紧螺栓的数量至少为四组,并沿着缸套的轴心线呈对称布置。
15.本实用新型有如下有益效果:
16.1、通过采用本实用新型的装配工装,将原有的立式装配方式,替换为卧式装配方式,解决了立式安装方式导致的返工和安全隐患,大大缩短了安装时间,拒绝了反复工期,达到了大幅提高了生产效率和安全的目的和效果,可以推广至一般性大型立式安装的模式改进。
17.2、通过采用本实用新型的装配工装,减少了翻身作业的步骤;避免登高作业和缸套倾倒的危险性;减少大件吊运率,全部由工人进行简单作业。
18.3、减少加强背环焊接及打磨吊装工装作业时间:以六个缸套为例,周期由原来的6小时缩短到2小时,人员由原来5人同时配合作业减少至3人作业。
19.4、使生产管理、技术管理、质量管理符合现代化企业标准。
附图说明
20.下面结合附图和实施例对本实用新型作进一步说明。
21.图1为本实用新型中加强背环和缸套装配结构图。
22.图2为本实用新型内支撑环主剖视图。
23.图3为本实用新型内支撑环主视图。
24.图4为本实用新型环套主视图。
25.图5为本实用新型内支撑环与缸套组装之后的第一视角三维图。
26.图6为本实用新型内支撑环与缸套组装之后的第二视角三维图。
27.图7为本实用新型加强背环与环套组装之后的三维图。
28.图中:加强背环1、缸套2、内支撑环3、螺栓孔4、立板5、弧形导向板6、斜撑板7、限位角板8、环套9、加强筋板10、连接耳11、吊孔12、加强背环装配段13、弧形板14、头部垫板15、顶紧螺栓16、中心孔17、尾部垫板18。
具体实施方式
29.下面结合附图对本实用新型的实施方式做进一步的说明。
30.实施例1:
31.参见图1-7,大缸径低速柴油机气缸套加强背环的装配工装,它包括内支撑环3,所述内支撑环3的外圆周上布置安装有用于和缸套2的中心孔17相配合的支撑锁紧机构;所述内支撑环3的顶端通过立板5固定有弧形导向板6;所述弧形导向板6的弧形顶端与待装配的加强背环1的弧形内壁相配合;还包括用于对所述加强背环1进行吊装的环套9,环套9采用开口结构,在开口部位弯折形成连接耳11,连接耳11上加工有吊孔12。通过上述的装配工装,能够将原有的立式装配方式,替换为卧式装配方式,解决了立式安装方式导致的返工和
安全隐患,大大缩短了安装时间,拒绝了反复工期,达到了大幅提高了生产效率和安全的目的和效果,可以推广至一般性大型立式安装的模式改进。
32.进一步的,所述支撑锁紧机构包括多个均布加工在内支撑环3上的螺栓孔4,螺栓孔4呈径向布置;所述螺栓孔4上通过螺纹传动配合有顶紧螺栓16,并通过顶紧螺栓16将内支撑环3支撑在中心孔17内部。通过上述的支撑锁紧机构能够用于调节内支撑环3的支撑位置,进而调节弧形导向板6的支撑高度,使其与加强背环装配段13的顶端相平齐,进而实现后续加强背环1装配过程中的导向。
33.进一步的,所述内支撑环3的外壁上并位于立板5的相对侧固定有限位角板8,所述限位角板8与中心孔17相配合。通过上述的限位角板8能够用于对内支撑环3装备过程中的限位,进而使其准确定位安装在中心孔17的内部。
34.进一步的,所述连接耳11与环套9的外壁之间设置有加强筋板10。通过加强筋板10增强了连接耳11和环套9之间的结构强度。
35.进一步的,所述弧形导向板6和立板5之间设置固定有斜撑板7。通过上述的斜撑板7增强了弧形导向板6和立板5之间的支撑结构强度和稳定性。
36.进一步的,所述弧形导向板6的顶端径线与缸套2的轴线之间呈夹角a。所述a的取值为5
°‑8°
。通过采用上述的倾斜角度,保证了后续缸套2能够顺利的滑动装备到加强背环装配段13上。
37.进一步的,装配时,还包括用于对缸套2进行支撑的卧式支撑结构;所述卧式支撑结构包括头部垫板15,头部垫板15的顶端支撑有弧形板14,缸套2的头部支撑在弧形板14的顶端,缸套2的尾部支撑在尾部垫板18的顶端。通过上述的卧式支撑结构能够实现缸套2的卧式支撑,进而替代传统的立式装配。而且保证了缸套2卧式支撑的稳定性,防止其发生晃动。
38.进一步的,所述顶紧螺栓16的数量至少为四组,并沿着缸套2的轴心线呈对称布置。通过采用上述的多组顶紧螺栓16保证了内支撑环3在缸套2内部的支撑位置。
39.进一步的,所述缸套2在卧式装配过程中,呈30
°
角度卧式平躺。
40.实施例2:
41.采用装配工装进行大缸径低速柴油机气缸套加强背环的装配方法,包括以下步骤:
42.步骤一,缸套2的卧倒支撑限位:
43.根据缸套2的尺寸和支撑部位要求,布置相应的弧形板14、头部垫板15和尾部垫板18,将整个缸套2呈一定的倾斜角度支撑在弧形板14和尾部垫板18之间,并保证加强背环装配段13所在侧的高度高于另一端的高度;
44.步骤二,内支撑环3的调整安装:
45.将内支撑环3套装在中心孔17的内部,然后调节相应的顶紧螺栓16的位置,保证弧形导向板6的最顶端与加强背环装配段13的外顶端保持平齐;
46.步骤三,加强背环1的加热处理:
47.根据加强背环1装配时的加热工艺要求,对加强背环1进行加热处理,以保证后续能够顺利套装在缸套2的加强背环装配段13;
48.步骤四,加强背环1的吊装:
49.在加热之后的加强背环1上安装环套9,并通过吊装方式将加强背环1吊起;
50.步骤五,加强背环1的装备:
51.将加强背环1吊装之后套装支撑在弧形导向板6的顶部,并沿着弧形导向板6推动加强背环1使其套装在加强背环装配段13的外部。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1