具有预折功能的盒套成型机的制作方法
1.本发明涉及盒套成型技术领域,尤其是指具有预折功能的盒套成型机。
背景技术:
2.产品包装中礼盒类包装盒产品主要靠包装盒的特异性来突出体现产品跟一般产品的区别,一些较贵重的商品为突出其特点,常使用非常规包装方案来增加美观和独特性。这类非常规且高品质要求包装盒一般无法使用包装行业常用设备来实现生产,大部分时候只能靠纯手工作业+手动设备来完成,生产效率低下,品质也较难保障,因产品达不到品质要求而造成纸张浪费较大。
技术实现要素:
3.本发明的目的在于克服现有技术的不足,提供具有预折功能的盒套成型机。
4.为了解决上述技术问题,本发明采用如下技术方案:
5.具有预折功能的盒套成型机,包括机架,设于所述机架上的上料机构、贴撕胶机构、移栽机构、预折机构、成型机构、旋转除泡机构及下料机构;所述上料机构,贴撕胶机构,移栽机构,预折机构,成型机构,旋转除泡机构及下料机构的位置依次相对应;所述上料机构用于将物料输送至所述贴撕胶机构;所述贴撕胶机构用于对物料贴胶;所述移栽机构用于将贴胶后的物料移栽至所述预折机构;所述预折机构用于对贴胶后的物料预折;所述成型机构用于对预折后的物料折叠成型;所述旋转除泡机构用于对折叠成型后的物料除泡;所述下料机构用于对除泡后的物料下料。
6.其进一步技术方案为:所述上料机构包括放料组件,取料组件及贴撕定位组件;所述放料组件包括物料放置板和挡料板;所述物料放置板与所述机架连接,所述物料放置板上设有放料腔,所述挡料板位于所述放料腔的四周;所述取料组件包括机械手安装底板,移栽机械手,取料气缸安装板及取料气缸;所述机械手安装底板与所述机架连接,所述移栽机械手与所述机械手安装底板连接,所述取料气缸安装板与所述移栽机械手滑动连接,所述取料气缸与所述取料气缸安装板连接,所述取料气缸的伸缩端还连接有取料吸盘,所述取料吸盘位于所述放料腔的下方;所述贴撕定位组件包括定位支撑板,x轴纠偏气缸及y轴纠偏气缸;所述定位支撑板与所述机架连接、且定位支撑板与所述取料组件的位置相对应;所述x轴纠偏气缸及y轴纠偏气缸与所述定位支撑板连接,所述定位支撑板上还分别设有对应于所述x轴纠偏气缸及y轴纠偏气缸的x轴定位块及y轴定位块。
7.其进一步技术方案为:所述贴撕胶机构包括双面胶上料组件,双面胶切胶组件,双面胶贴胶组件及双面胶卷底纸组件;所述双面胶上料组件包括上安装台,上料卷轴及张紧轮;所述上安装台与所述双面胶贴胶组件连接,所述上料卷轴与所述上安装台连接,所述张紧轮与所述上料卷轴传动连接;所述双面胶切胶组件包括切胶气缸安装座,切胶气缸及切刀;所述切胶气缸安装座与所述上安装台连接,所述切胶气缸与所述切胶气缸安装座连接,所述切刀与所述切胶气缸的伸缩端连接;所述双面胶贴胶组件包括下安装台,步进电机,贴
胶部及升降调节部;所述上安装台与所述下安装台连接,所述步进电机与所述下安装台连接,所述贴胶部通过同步带与所述步进电机传动连接,所述升降调节部与所述下安装台连接;所述贴胶部包括滑轨,夹持座,贴胶气缸及覆胶辊筒;所述滑轨与所述下安装台连接,所述夹持座与同步带连接,所述夹持座还与所述滑轨滑动连接,所述贴胶气缸与所述夹持座连接,所述覆胶辊筒与所述贴胶气缸的伸缩端连接;所述升降调节部包括升降导柱,调节安装板及升降气缸;所述升降导柱的下端与所述调节安装板连接、上端与所述下安装台连接;所述升降气缸与所述机架连接,所述调节安装板还与所述升降气缸的伸缩端连接,所述升降导柱上还套设有升降导套;所述双面胶卷底纸组件包括底纸气缸安装座,压底纸气缸,压底纸滚筒及出底纸滚筒;所述底纸气缸安装座与所述上安装台连接,所述压底纸气缸与所述底纸气缸安装座连接,所述压底纸滚筒与所述压底纸气缸的伸缩端连接,所述出底纸滚筒与所述底纸气缸安装座连接、且出底纸滚筒的位置与所述压底纸滚筒相对应。
8.其进一步技术方案为:所述移栽机构包括机械手安装支架,预折取料机械手组件及成型取料机械手组件;所述机械手安装支架与所述机架连接,所述预折取料机械手组件及成型取料机械手组件与所述机械手安装支架连接;所述预折取料机械手组件包括与所述机械手安装支架连接的预折取料机械手,与所述预折取料机械手滑动连接的预折取料气缸及与所述预折取料气缸的伸缩端连接的预折取料吸盘;所述成型取料机械手组件包括与所述机械手安装支架连接的成型取料机械手,与所述成型取料机械手滑动连接的成型取料气缸及与所述成型取料气缸的伸缩端连接的成型取料吸盘。
9.其进一步技术方案为:所述预折机构包括左预折组件,右预折组件及滑台定位组件;所述左预折组件和右预折组件的结构相同;所述左预折组件包括预折电机固定座,预折电机,轴承座,预折同步轮,预折旋转轴,及预折旋转压板;所述预折电机固定座与所述机架连接,所述预折电机与所述预折电机固定座连接,所述预折同步轮通过同步带与所述预折电机传动连接,所述预折旋转轴与所述轴承座连接、且预折旋转轴与所述预折同步轮传动连接;所述预折旋转压板与所述预折旋转轴连接;所述滑台定位组件位于所述左预折组件和右预折组件之间,所述滑台定位组件包括前滑台定位部,及与所述前滑台定位部结构相同的后滑台定位部;所述前滑台定位部包括下滑台气缸,侧滑台气缸,预折定位板及预折压块;所述下滑台气缸与所述机架连接,所述侧滑台气缸与所述下滑台气缸的伸缩端连接,所述预折定位板与所述侧滑台气缸的伸缩端连接,所述预折压块与所述预折定位板连接。
10.其进一步技术方案为:所述成型机构包括成型支撑架,成型定位组件,第一成型组件,第二成型组件及第三成型组件;所述成型支撑架与所述机架连接,所述第一成型组件、第二成型组件及第三成型组件与所述成型定位组件的位置相对应。
11.其进一步技术方案为:所述成型定位组件包括第一定位气缸,第二定位气缸及成型定位板;所述第一定位气缸,第二定位气缸及成型定位板均与所述成型支撑架连接,所述第一定位气缸和第二定位气缸的伸缩端均设有成型定位推板;所述成型定位推板与所述成型定位板的位置相对应;所述第一成型组件包括第一固定座,第一成型气缸及第二成型气缸;所述第一固定座与所述机架连接,所述第一成型气缸与所述第一固定座连接,所述第二成型气缸与所述第一成型气缸的伸缩端连接;所述第二成型气缸的伸缩端还连接有第一成型板;所述第二成型组件包括气缸支撑座和第三成型气缸;所述气缸支撑座与所述成型支撑架连接,所述第三成型气缸与所述气缸支撑座连接,所述第三成型气缸的伸缩端连接有
成型内铲刀;所述第三成型组件包括第二固定座,第四成型气缸及第五成型气缸;所述第二固定座与所述机架连接,所述第四成型气缸与所述第二固定座连接,所述第五成型气缸与所述第四成型气缸的伸缩端连接;所述第五成型气缸的伸缩端还连接有第二成型板。
12.其进一步技术方案为:所述旋转除泡机构包括除泡电机安装座,除泡电机,凸轮分割器,除泡升降气缸,旋转盘,除泡导柱,成型模芯,除泡组件及脱料组件;所述除泡电机安装座与所述机架连接,所述除泡电机与所述除泡电机安装座连接,所述凸轮分割器通过同步带及同步轮与所述除泡电机传动连接,所述除泡升降气缸与所述凸轮分割器连接,所述旋转盘与所述除泡升降气缸的伸缩端连接,所述除泡导柱的下端与所述凸轮分割器连接、上端通过除泡导套与所述旋转盘连接,所述成型模芯与所述旋转盘连接,所述成型模芯的数量为4个,其中一个成型模芯与所述成型定位组件的位置相对应,其中2个成型模芯与所述除泡组件的位置相对应,最后一个成型模芯与所述脱料组件的位置相对应。
13.其进一步技术方案为:所述除泡组件包括第一除泡组件及与所述第一除泡组件结构相同的第二除泡组件;所述第一除泡组件包括除泡支撑座,除泡气缸及除泡板;所述除泡支撑座与所述机架连接,所述除泡气缸与所述除泡支撑座连接,所述除泡板与所述除泡气缸的伸缩端连接,所述除泡板的位置与成型模芯相对应;所述脱料组件包括脱料支撑座,无杆气缸,脱料下推板,脱料上推板及下料放置板;所述脱料支撑座与所述机架连接,所述无杆气缸与所述脱料支撑座连接,所述脱料下推板与所述无杆气缸连接,所述脱料上推板与所述脱料下推板连接、且脱料上推板与成型模芯的位置相对应;所述下料放置板与所述脱料支撑座连接、且下料放置板与所述脱料上推板的位置相对应。
14.其进一步技术方案为:所述下料机构包括下料机械手安装支架,下料机械手,下料气缸固定座,下料气缸及下料吸盘;所述下料机械手安装支架与所述机架连接,所述下料机械手与所述下料机械手安装支架连接,所述下料气缸固定座与所述下料机械手滑动连接,所述下料气缸与所述下料气缸固定座连接,所述下料吸盘与所述下料气缸的伸缩端连接,所述下料吸盘与所述下料放置板的位置相对应。
15.本发明与现有技术相比的有益效果是:使得礼盒类包装盒套实现全自动化生产,大大提高了产品良率,减少了原材料浪费,节约了能源。
16.下面结合附图和具体实施例对本发明作进一步描述。
附图说明
17.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
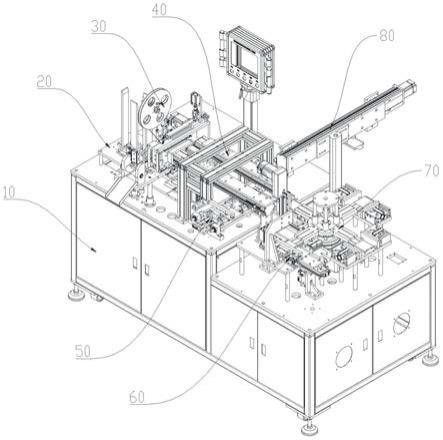
18.图1为本发明具有预折功能的盒套成型机的示意图;
19.图2为本发明上料机构的示意图一;
20.图3为本发明上料机构的示意图二;
21.图4为本发明上料机构的示意图三;
22.图5为本发明上料机构的示意图四;
23.图6为本发明贴撕胶机构的示意图一;
24.图7为本发明贴撕胶机构的示意图二;
25.图8为本发明贴撕胶机构的示意图三;
26.图9为本发明贴撕胶机构的示意图四;
27.图10为本发明移栽机构的示意图一;
28.图11为本发明移栽机构的示意图二;
29.图12为本发明预折机构的示意图一;
30.图13为本发明预折机构的示意图二;
31.图14为本发明成型机构、旋转除泡机构及下料机构的示意图;
32.图15为本发明成型机构的示意图一;
33.图16为本发明成型机构的示意图二;
34.图17为本发明旋转除泡机构的示意图一;
35.图18为本发明旋转除泡机构的示意图二;
36.图19为本发明旋转除泡机构的示意图三;
37.图20为本发明下料机构的示意图。
具体实施方式
38.为了使本发明的目的、技术方案及优点更加清楚明白,下面结合附图和具体实施方式对本发明作进一步详细说明。
39.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
40.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
41.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
42.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
43.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特
征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
44.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不应理解为必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。此外,本领域的技术人员可以将本说明书中描述的不同实施例或示例进行结合和组合。
45.如图1至图20所示的具体实施例,本发明公开了一种具有预折功能的盒套成型机,包括机架10,设于所述机架10上的上料机构20、贴撕胶机构30、移栽机构40、预折机构50、成型机构60、旋转除泡机构70及下料机构80;所述上料机构20,贴撕胶机构30,移栽机构40,预折机构50,成型机构60,旋转除泡机构70及下料机构80的位置依次相对应;所述上料机构20用于将物料90输送至所述贴撕胶机构30;所述贴撕胶机构30用于对物料90贴胶;所述移栽机构40用于将贴胶后的物料90移栽至所述预折机构50;所述预折机构50用于对贴胶后的物料90预折;所述成型机构60用于对预折后的物料90折叠成型;所述旋转除泡机构70用于对折叠成型后的物料90除泡;所述下料机构80用于对除泡后的物料90下料,使得礼盒类包装盒套实现全自动化生产,大大提高了产品良率,减少了原材料浪费,节约了能源。
46.其中,如图2至图5所示,所述上料机构20包括放料组件21,取料组件22及贴撕定位组件23;所述放料组件21包括物料放置板211和挡料板212;所述物料放置板211与所述机架10连接,所述物料放置板211上设有放料腔213,所述挡料板212位于所述放料腔213的四周;所述取料组件22包括机械手安装底板221,移栽机械手222,取料气缸安装板223及取料气缸224;所述机械手安装底板221与所述机架10连接,所述移栽机械手222与所述机械手安装底板221连接,所述取料气缸安装板223与所述移栽机械手222滑动连接,所述取料气缸224与所述取料气缸安装板223连接,所述取料气缸224的伸缩端还连接有取料吸盘225,其中,在取料吸盘225的一侧还设有物料支撑块226,用于支撑物料90,使得物料90在运输过程中更加平稳;所述取料吸盘225位于所述放料腔213的下方;所述贴撕定位组件23包括定位支撑板231,x轴纠偏气缸232及y轴纠偏气缸233;所述定位支撑板231与所述机架10连接、且定位支撑板231与所述取料组件22的位置相对应;所述x轴纠偏气缸232及y轴纠偏气缸233与所述定位支撑板231连接,所述定位支撑板231上还分别设有对应于所述x轴纠偏气缸232及y轴纠偏气缸233的x轴定位块234及y轴定位块235。
47.其中,物料90堆叠放置于物料放置板211上,挡料板212对物料90进行限位,然后取料气缸224上行,取料吸盘225通过放料腔213吸取物料90,然后取料气缸224带动取料吸盘225下行,移栽机械手222带动取料气缸安装板223移至贴撕定位组件23的位置,然后移栽机械手222带动取料气缸安装板223复位,x轴纠偏气缸232及y轴纠偏气缸233从x,y方向推动物料90进行精确定位,以确保贴胶精度。
48.其中,如图6至图9所示,所述贴撕胶机构30包括双面胶上料组件31,双面胶切胶组件32,双面胶贴胶组件33及双面胶卷底纸组件34;所述双面胶上料组件31包括上安装台311,上料卷轴312及张紧轮313;所述上安装台311与所述双面胶贴胶组件33连接,所述上料
卷轴312与所述上安装台311连接,所述张紧轮313与所述上料卷轴312传动连接;所述双面胶切胶组件32包括切胶气缸安装座321,切胶气缸322及切刀323;所述切胶气缸安装座321与所述上安装台311连接,所述切胶气缸322与所述切胶气缸安装座321连接,所述切刀323与所述切胶气缸322的伸缩端连接;所述双面胶贴胶组件33包括下安装台331,步进电机332,贴胶部333及升降调节部334;所述上安装台311与所述下安装台331连接,所述步进电机332与所述下安装台331连接,所述贴胶部333通过同步带与所述步进电机332传动连接,所述升降调节部334与所述下安装台331连接;所述贴胶部333包括滑轨3331,夹持座3332,贴胶气缸3333及覆胶辊筒3334;所述滑轨3331与所述下安装台331连接,所述夹持座3332与同步带连接,所述夹持座3332还与所述滑轨3331滑动连接,所述贴胶气缸3333与所述夹持座3332连接,所述覆胶辊筒3334与所述贴胶气缸3333的伸缩端连接;所述升降调节部334包括升降导柱3341,调节安装板3342及升降气缸3343;所述升降导柱3341的下端与所述调节安装板3342连接、上端与所述下安装台331连接;所述升降气缸3343与所述机架10连接,所述调节安装板3342还与所述升降气缸3343的伸缩端连接,所述升降导柱3341上还套设有升降导套3344,通过升降气缸3343可调节整个贴撕胶机构30的高度,能够满足不同厚度物料90的贴胶需求,扩大了应用场景;所述双面胶卷底纸组件34包括底纸气缸安装座341,压底纸气缸342,压底纸滚筒343及出底纸滚筒344;所述底纸气缸安装座341与所述上安装台311连接,所述压底纸气缸342与所述底纸气缸安装座341连接,所述压底纸滚筒343与所述压底纸气缸342的伸缩端连接,所述出底纸滚筒344与所述底纸气缸安装座341连接、且出底纸滚筒344的位置与所述压底纸滚筒343相对应。其中,对应于出底纸滚筒344的位置还设有底纸导向板345,起到对底纸进行导向的作用,便于底纸的收集。
49.其中,物料90在贴撕定位组件23上定位后,双面胶卷在上料卷轴312上固定,并通过张紧轮313张紧,当双面胶拉到设计长度位置时,切胶气缸322带动切刀323切双面胶(双面胶切断,底纸不切断),然后步进电机332通过同步带将贴胶部333运动至物料90的上方,贴胶气缸3333带动覆胶辊筒3334下行和物料90接触,将双面胶贴合在物料90上,底纸被双面胶卷底纸组件34卷走,实现底纸和双面胶分离(实现自动贴双面胶和撕双面胶),底纸自动掉落在废料收集区。
50.其中,如图10至图11所示,所述移栽机构40包括机械手安装支架41,预折取料机械手组件42及成型取料机械手组件43;所述机械手安装支架41与所述机架10连接,所述预折取料机械手组件42及成型取料机械手组件43与所述机械手安装支架41连接;所述预折取料机械手组件42包括与所述机械手安装支架41连接的预折取料机械手421,与所述预折取料机械手421滑动连接的预折取料气缸422及与所述预折取料气缸422的伸缩端连接的预折取料吸盘423;所述成型取料机械手组件43包括与所述机械手安装支架41连接的成型取料机械手431,与所述成型取料机械手431滑动连接的成型取料气缸432及与所述成型取料气缸432的伸缩端连接的成型取料吸盘433。
51.其中,物料90在贴撕好双面胶后,预折取料气缸422带动预折取料吸盘423下行吸取物料90,然后通过预折取料机械手421移送至预折工位,预折机构50预折物料90,预折成型后成型取料气缸432带动成型取料吸盘433下行吸取物料90,然后通过成型取料机械手431移送至成型工位。
52.其中,如图12至图13所示,所述预折机构50包括左预折组件51,右预折组件52及滑
台定位组件53;所述左预折组件51和右预折组件52的结构相同;所述左预折组件51包括预折电机固定座511,预折电机512,轴承座513,预折同步轮514,预折旋转轴515,及预折旋转压板516;所述预折电机固定座511与所述机架10连接,所述预折电机512与所述预折电机固定座511连接,所述预折同步轮514通过同步带与所述预折电机512传动连接,所述预折旋转轴515与所述轴承座513连接、且预折旋转轴515与所述预折同步轮514传动连接;所述预折旋转压板516与所述预折旋转轴515连接;所述滑台定位组件53位于所述左预折组件51和右预折组件52之间,所述滑台定位组件53包括前滑台定位部531,及与所述前滑台定位部531结构相同的后滑台定位部532;所述前滑台定位部531包括下滑台气缸5311,侧滑台气缸5312,预折定位板5313及预折压块5314;所述下滑台气缸5311与所述机架10连接,所述侧滑台气缸5312与所述下滑台气缸5311的伸缩端连接,所述预折定位板5313与所述侧滑台气缸5312的伸缩端连接,所述预折压块5314与所述预折定位板5313连接。
53.其中,物料90通过预折取料机械手421移送至预折工位上,前滑台定位部531和后滑台定位部532的侧滑台气缸5312带动预折定位板5313向中间运动准确定位物料90,然后前滑台定位部531和后滑台定位部532的下滑台气缸5311下行带动预折压块5314(共4个)下压物料90,确保物料90被压紧,然后预折电机512通过预折同步轮514及预折旋转轴515带动预折旋转压板516旋转预压物料90(预折旋转压板516托住物料90往内折超150度),预折压块5314在物料90的理论压线位置,确保预折位置符合生产需求,达到破坏物料90反弹力作用的目的。
54.其中,如图14至图16所示,所述成型机构60包括成型支撑架61,成型定位组件62,第一成型组件63,第二成型组件64及第三成型组件65;所述成型支撑架61与所述机架10连接,所述第一成型组件63、第二成型组件64及第三成型组件65与所述成型定位组件62的位置相对应。所述成型定位组件62包括第一定位气缸621,第二定位气缸622及成型定位板623;所述第一定位气缸621,第二定位气缸622及成型定位板623均与所述成型支撑架61连接,所述第一定位气缸621和第二定位气缸622的伸缩端均设有成型定位推板624;所述成型定位推板624与所述成型定位板623的位置相对应,便于对物料90完成精准定位。所述第一成型组件63包括第一固定座631,第一成型气缸632及第二成型气缸633;所述第一固定座631与所述机架10连接,所述第一成型气缸632与所述第一固定座631连接,所述第二成型气缸633与所述第一成型气缸632的伸缩端连接;所述第二成型气缸633的伸缩端还连接有第一成型板634;所述第二成型组件64包括气缸支撑座641和第三成型气缸642;所述气缸支撑座641与所述成型支撑架61连接,所述第三成型气缸642与所述气缸支撑座641连接,所述第三成型气缸642的伸缩端连接有成型内铲刀643;所述第三成型组件65包括第二固定座651,第四成型气缸652及第五成型气缸653;所述第二固定座651与所述机架10连接,所述第四成型气缸652与所述第二固定座651连接,所述第五成型气缸653与所述第四成型气缸652的伸缩端连接;所述第五成型气缸653的伸缩端还连接有第二成型板654。
55.其中,通过成型取料机械手431把预折好的物料90移送至成型工位后,第一定位气缸621和第二定位气缸622推动物料90靠紧成型定位板623,精准定位,成型模芯77下压,第一成型气缸632上行推动物料90向上折90度,再第二成型气缸633的伸缩端伸展将物料90折90度成u字型,然后第三成型气缸642带动超薄成型内铲刀643下行,推动物料90向下折90度,同时第四成型气缸652带动第五成型气缸653上行,将物料90另一边上折90度,当物料90
双面接触后,第三成型气缸642带动超薄成型内铲刀643上行,脱离物料90,第四成型气缸652继续上行,完成物料90成型,然后第五成型气缸653的伸缩端伸展压紧贴胶成型面,粘紧物料90,以使物料90最终成型。
56.其中,如图17至图19所示,所述旋转除泡机构70包括除泡电机安装座71,除泡电机72,凸轮分割器73,除泡升降气缸74,旋转盘75,除泡导柱76,成型模芯77,除泡组件78及脱料组件79;所述除泡电机安装座71与所述机架10连接,所述除泡电机72与所述除泡电机安装座71连接,所述凸轮分割器73通过同步带及同步轮与所述除泡电机72传动连接,所述除泡升降气缸74与所述凸轮分割器73连接,所述旋转盘75与所述除泡升降气缸74的伸缩端连接,所述除泡导柱76的下端与所述凸轮分割器73连接、上端通过除泡导套(图中未示出)与所述旋转盘75连接,所述成型模芯77与所述旋转盘75连接,所述成型模芯77的数量为4个,其中一个成型模芯77与所述成型定位组件62的位置相对应,其中2个成型模芯77与所述除泡组件78的位置相对应,最后一个成型模芯77与所述脱料组件79的位置相对应。
57.其中,如图17至图19所示,所述除泡组件78包括第一除泡组件781及与所述第一除泡组件781结构相同的第二除泡组件782;所述第一除泡组件781包括除泡支撑座7811,除泡气缸7812及除泡板7813;所述除泡支撑座7811与所述机架10连接,所述除泡气缸7812与所述除泡支撑座7811连接,所述除泡板7813与所述除泡气缸7812的伸缩端连接,所述除泡板7813的位置与成型模芯77相对应;所述脱料组件79包括脱料支撑座791,无杆气缸792,脱料下推板793,脱料上推板794及下料放置板795;所述脱料支撑座791与所述机架10连接,所述无杆气缸792与所述脱料支撑座791连接,所述脱料下推板793与所述无杆气缸792连接,所述脱料上推板794与所述脱料下推板793连接、且脱料上推板794与成型模芯77的位置相对应;所述下料放置板795与所述脱料支撑座791连接、且下料放置板795与所述脱料上推板794的位置相对应。
58.其中,4个成型模芯77的工位转盘设计为:第一工位成型,第二、第三工位除泡,第四工位脱料下料,循环完成,第一工位成型时,第二、第三工位同时进行除泡,第四工位脱料;除泡电机72通过同步带和同步轮带动凸轮分割器73旋转,每次旋转90度,实现4个成型模芯77的工位同时工作(成型、除泡、除泡、脱料);除泡电机72带动凸轮分割器73上4个成型模芯77转动前,除泡升降气缸74上行带动旋转盘75向上运动,避免成型模芯77转动时撞到其他部件;成型模芯77转动到位后,除泡升降气缸74带动成型模芯77下行,然后除泡气缸7812双向前行,通过除泡板7813挤压除泡,陆续在第二、第三工位除泡2次确保除泡效果;除泡后的物料90通过成型模芯77转至第四工位后,无杆气缸792带动脱料下推板793及脱料上推板794前行,把物料90推离成型模芯77,实现脱料至下料放置板795。
59.其中,如图20所示,所述下料机构80包括下料机械手安装支架81,下料机械手82,下料气缸固定座83,下料气缸84及下料吸盘85;所述下料机械手安装支架81与所述机架10连接,所述下料机械手82与所述下料机械手安装支架71连接,所述下料气缸固定座83与所述下料机械手82滑动连接,所述下料气缸84与所述下料气缸固定座83连接,所述下料吸盘85与所述下料气缸84的伸缩端连接,所述下料吸盘85与所述下料放置板795的位置相对应。
60.其中,下料气缸84带动下料吸盘85下行,下料吸盘85从下料放置板795中吸取物料90,然后下料气缸84带动下料吸盘85上行,下料机械手82将下料气缸固定座83移送至下料位置,然后下料吸盘85将物料90放下,完成下料操作。
61.本发明的具有预折功能的盒套成型机应用场景如下:根据物料90规格调整放料组件21的位置,然后取料组件22将物料90移送至贴撕定位组件23,贴撕定位组件23对物料90进行定位,然后贴撕胶机构30开始工作,对物料90进行贴胶、撕胶操作,然后预折取料机械手组件42将贴撕胶后的物料90移送至预折机构50,预折机构50对贴撕胶后的物料90进行预折,防止物料90开胶,确保成型效果,然后成型取料机械手组件43将预折的物料90移送至成型机构60,成型机构60对预折的物料90进行折叠成型;然后旋转除泡机构70对折叠成型后的物料90进行两次除泡,然后下料机构80吸取除泡后的物料90下料,完成整个作业流程。
62.上述实施例为本发明较佳的实现方案,除此之外,本发明还可以其它方式实现,在不脱离本技术方案构思的前提下任何显而易见的替换均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1