基于3D模型的轨迹路径示教方法及点胶设备与流程
基于3d模型的轨迹路径示教方法及点胶设备
技术领域
[0001]
本发明涉及点胶、点锡领域,尤其涉及基于3d模型的轨迹路径示教方法及点胶设备。
背景技术:
[0002]
随着科技的发展,点胶工艺应用的行业越来越多,领域越来越广;同时用户对点胶的品质和效率的要求也越来越高。点胶设备的编程方式、编程效率等是影响点胶工艺的因素之一,因此对点胶编程方法的优化和改善也是提升点胶工艺能力一个途径。
[0003]
目前点胶设备的编程方法基本是通过目测或相机示教的在线编程,其在编程效率、编程难易度、编辑指令的便捷性以及路径规划等方面尚有不足;本专利通过一种基于3d模型的轨迹路径示教方法,提高点胶编程的直观性和便捷性,降低点胶编程难度,提升编程效率。
[0004]
现有技术存在缺陷,需要改进。
技术实现要素:
[0005]
为了解决现在技术存在的缺陷,本发明提供了一种使点胶编程过程更直观、提高编程效率、降低编程难度、离线操作的基于3d模型的轨迹路径示教方法及点胶设备。
[0006]
本发明提供的技术文案,基于3d模型的轨迹路径示教方法,包括以下步骤:
[0007]
s1、3d视觉模块对产品进行整体或局部拍照,形成产品模型,并传输给控制终端;
[0008]
s2、通过控制终端在产品模型上进行编程操作,将点胶路径画在产品模型上;
[0009]
s3、控制终端生成点胶路径的像素坐标;
[0010]
s4、控制终端将点胶路径的像素坐标转变为运动坐标,并传输至运动控制器模块,运动控制器模块控制点胶阀喷头进行点胶操作。
[0011]
优选的方案,所述步骤s4前还包括s401、视觉像素标定,获得高清工业相机视觉范围内每个像素的尺寸,用于像素坐标与位置坐标之间的转换;s402、视觉中心与点胶阀喷头相对位置标定,获得相机的视觉中心与点胶阀喷头之间的相对位置坐标,用于视觉轨迹与点胶阀喷头运动轨迹之间的转换。
[0012]
优选的方案,步骤s2具体包括以下步骤:
[0013]
s21、控制终端上的点胶软件加载步骤s1中的产品模型;
[0014]
s22、通过控制终端上的点胶软件在产品模型上画出需要点胶的位置,产品模型上同步显示点胶轨迹;
[0015]
s23、对点胶轨迹进行点胶参数设置,并确认。
[0016]
优选的方案,步骤s3具体包括以下步骤:
[0017]
s31控制终端上的点胶软件对设置的点胶轨迹进行编译优化;
[0018]
s32、点胶软件对设置的点胶轨迹进行编译优化,生成点胶路径的像素坐标,并在点胶软件界面上显示出叠加点胶轨迹后的产品模型。
[0019]
优选的方案,所述点胶轨迹包括点、线段、弧线、曲线中的一种或多种。
[0020]
优选的方案,步骤s23中的点胶参数包括点胶量、点胶高度、点胶速度和停留时间。
[0021]
优选的方案,步骤s1中,通过控制终端上的点胶软件移动3d视觉模块至产品上方,对产品进行自动或手动聚焦后通过软件或硬件触发3d视觉模块对产品拍照。
[0022]
优选的方案,所述控制终端设置为工控机或线外编程电脑。
[0023]
一种基于3d模型的轨迹路径示教点胶设备,包括3d视觉模块、运动控制器模块、软件算法模块和工控机,所述3d视觉模块与工控机电性连接,所述运动控制器和软件算法模块集成于工控机内。
[0024]
优选的方案,所述3d视觉模块用于对产品进行整体或局部拍照、用于视觉像素标定,且用于视觉中心与点胶阀喷头相对位置标定;
[0025]
所述运动控制器模块用于视觉像素以及视觉中心与点胶阀喷头相对位置标定时的运动控制、且用于控制点胶阀喷头按照点胶路径的运动坐标执行点胶操作;
[0026]
所述软件算法模块用于视觉像素标定时的计算、视觉中心与点胶阀喷头相对位置标定时的坐标计算、编写点胶路径时的计算和像素坐标转化为运动坐标的计算。
[0027]
本发明具有以下有益效果:
[0028]
(1)使点胶编程过程更直观,提高编程效率,降低编程难度。
[0029]
(2)包括点胶路径的直观的产品模型可作为客户生产点检时的参照模板,避免漏点胶、程序调用错误等。
[0030]
(3)点胶路径的规划、编辑和优化更直观便捷。
[0031]
(4)整个点胶编程过程为离线操作,且操作简单,基本为傻瓜式编程,不需要太多的步骤和指令选择,软件可对图片上选择的图形进行内部指令优化处理,进行合适的轨迹规划,达到所想要的点胶路径效果。
附图说明
[0032]
图1为本发明整体流程示意图1;
[0033]
图2为本发明整体流程示意图2;
[0034]
图3为本发明像素坐标和运动坐标示意图。
具体实施方式
[0035]
需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
[0036]
为了便于理解本发明,下面结合附图和具体实施例,对本发明进行更详细的说明。附图中给出了本发明的较佳的实施例。但是,本发明可以以许多不同的形式来实现,并不限于本说明书所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
[0037]
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本说明书所使用的术语“垂直的”、“水平的”、
“
左”、“右”以及类似的表述只是为了说明的目的。
[0038]
除非另有定义,本说明书所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本发明。
[0039]
下面结合附图对本发明作详细说明。
[0040]
如图1所示,基于3d模型的轨迹路径示教方法,包括以下步骤:
[0041]
s1、3d视觉模块对产品进行整体或局部拍照,形成产品模型,并传输给控制终端;
[0042]
s2、通过控制终端在产品模型上进行编程操作,将点胶路径画在产品模型上;
[0043]
s3、控制终端生成点胶路径的像素坐标;
[0044]
s4、控制终端将点胶路径的像素坐标转变为运动坐标,并传输至运动控制器模块,运动控制器模块控制点胶阀喷头进行点胶操作。
[0045]
其中3d视觉模块设置为高清工业相机,通过控制终端上的点胶软件移动高清工业相机至产品正上方,对产品进行自动拍照,或者通过点胶软件对高清工业相机进行聚焦后自动拍照,或者手动对高清工业相机位置进行调整,手动对高清工业相机进行聚焦后,手动进行触发拍照。
[0046]
若产品较大,对产品进行局部点胶时,对产品进行需要点胶的局部进行拍照,传输给控制终端;若产品较大,但仍需要对产品进行全部点胶操作时,对产品进行局部拍照,传输给控制终端由控制终端进行合成,形成完整的产品模型。
[0047]
步骤s2具体包括以下步骤:
[0048]
s21、控制终端上的点胶软件加载步骤s1中的产品模型;打开控制终端上的点胶软件,进入点胶软件的点胶轨迹编辑界面,加载步骤 s1中的产品模型,开始点胶轨迹的编写;点胶软件安装于工控机或者线外编程电脑上。
[0049]
s22、通过控制终端上的点胶软件在产品模型上画出需要点胶的位置,产品模型上同步显示点胶轨迹;此过程中通过将产品模型放大或缩小,对画出的轨迹进行精确设置点胶轨迹与产品模型进行叠加,形成带点胶轨迹的产品模型。点胶轨迹为点、线段、弧线、曲线中的一种或根据产品需要进行多种形式的叠加。
[0050]
s23、对点胶轨迹进行点胶参数设置,并确认。此处的点胶参数包括点胶量、点胶高度、点胶速度和停留时间等与点胶或点锡工艺相关的参数。
[0051]
步骤s3具体包括以下步骤:
[0052]
s31控制终端上的点胶软件对设置的点胶轨迹进行编译优化;
[0053]
s32、点胶软件对设置的点胶轨迹进行编译优化,生成点胶路径的像素坐标,并在点胶软件界面上显示出叠加点胶轨迹后的产品模型。
[0054]
如图2所示,所述步骤s4前还包括s401、视觉像素标定,获得高清工业相机视觉范围内每个像素的尺寸,其单位为mm/pixel或 pixel/mm,用于像素坐标与位置坐标之间的转换;s402、视觉中心与点胶阀喷头相对位置标定,获得相机的视觉中心与点胶阀喷头之间的相对位置坐标(x,y,z),用于视觉轨迹与点胶阀喷头运动轨迹之间的转换。
[0055]
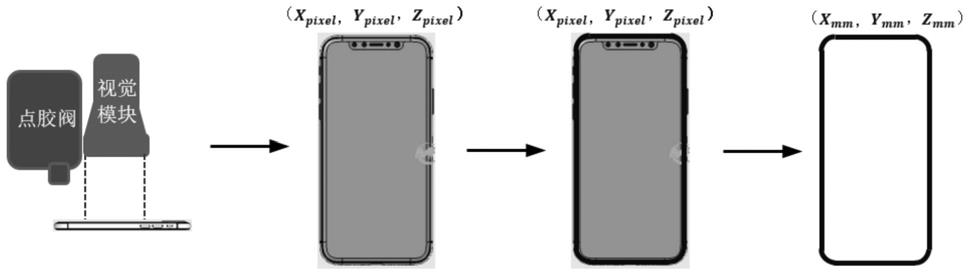
如图3所示,工作原理:首先通过高清工业相机对产品进行整体拍照,如果产品超出高清工业相机视野,则对产品多处拍照后进行拼接处理,在产品模型上使用鼠标或触控方式直观地增加/编辑点胶路径,由于产品模型的每个位置都对应单独的像素坐标(x
pixel
,
y
pixel
, z
pixel
),因此整个点胶路径有其对应的像素坐标。通过视觉像素标定、视觉中心与点胶阀喷头相对位置标定,可以将产品模型的像素坐标 (x
pixel
,y
pixel
,z
pixel
)转化为运动坐标(x
mm
,y
mm
,z
mm
),提供给运动控制模块控制点胶阀喷头沿规划的点胶路径点胶。
[0056]
一种基于3d模型的轨迹路径示教点胶设备,包括3d视觉模块、运动控制器模块、软件算法模块和工控机,所述3d视觉模块与工控机电性连接,所述运动控制器和软件算法模块集成于工控机内。
[0057]
优选的方案,所述3d视觉模块用于对产品进行整体或局部拍照、用于视觉像素标定,且用于视觉中心与点胶阀喷头相对位置标定;
[0058]
所述运动控制器模块用于视觉像素以及视觉中心与点胶阀喷头相对位置标定时的运动控制、且用于控制点胶阀喷头按照点胶路径的运动坐标执行点胶操作;
[0059]
所述软件算法模块用于视觉像素标定时的计算、视觉中心与点胶阀喷头相对位置标定时的坐标计算、编写点胶路径时的计算和像素坐标转化为运动坐标的计算。
[0060]
点胶作业过程为:
[0061]
产品流至点胶设备,高清工业相机定位mark后,将编写好的点胶轨迹匹配至产品,点胶软件与基于前面的3d视觉模块的像素标定、高清工业相机视觉中心与点胶阀喷头之间的相对位置标定,将轨迹路径转化为点胶阀喷头的运动路径,执行点胶操作。
[0062]
本申请通过一种基于3d模型的轨迹路径示教方法,使点胶编程过程更直观,提高编程效率,降低编程难度。同时直观的产品模型及点胶路径也可作为客户生产点检时的参照模板,避免漏点胶、程序调用错误等;点胶路径的规划、编辑和优化更直观便捷;整个点胶编程过程为离线操作,且操作简单,基本为傻瓜式编程,不需要太多的步骤和指令选择,软件可对图片上选择的图形进行内部指令优化处理,进行合适的轨迹规划,达到所想要的点胶路径效果。
[0063]
需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1