熔喷模头打孔装置及其方法与流程
1.本发明属于机械加工领域,尤其涉及一种熔喷模头打孔装置及其方法。
背景技术:
2.喷丝板的作用是将黏流态的高聚物熔体或溶液,通过微孔转变成有特定截面状的细流,经过凝固介质如空气或凝固浴固化而形成丝条。喷丝板在生产加工时需要打孔,现有的打孔装置大多是打竖直的孔,因此在现有技术中,通常用一根打孔针依次在喷丝板上进行打孔工作,但由于喷丝板上的孔较深,需要较长的打孔针进行打孔,而打孔针越长,在工作时越容易发生折断损坏,且只用一根打孔针工作其工作效率较低。
3.例如,中国专利文献公开了一种纺丝机喷丝板用打孔装置[专利申请号:cn201811362991.2],它包括底座,所述底座的上端侧壁竖直固定有支架,所述支架的上端侧壁竖直固定有气缸,且气缸的输出端贯穿支架设置,所述气缸的输出端固定有驱动电机,且驱动电机的输出端竖直连接有打孔轴,所述底座的上端侧壁竖直固定有支柱,且支柱的上端侧壁开设有转动槽,所述支柱的上端横向设有打孔台,且打孔台的下端侧壁竖直固定有连杆,所述连杆的下端固定有转轴,且转轴插设于转动槽中设置,所述支柱的一侧侧壁横向插设有定位销,且定位销贯穿至转动槽中设置。一方面,打孔进度较慢,另一方面,打孔针17的折损率较高。
技术实现要素:
[0004]
本发明的目的是针对上述问题,提供一种熔喷模头打孔装置。
[0005]
本发明的另一目的是提供一种熔喷模头打孔方法。
[0006]
为达到上述目的,本发明采用了下列技术方案:
[0007]
一种熔喷模头打孔装置,包括底座,所述的底座的正上方设有顶座,所述的顶座的顶部连接升降油缸且使顶座沿底座轴向往复移动,所述的顶座和底座上分别设有一个放置槽,两个放置槽的位置相互对应设置,位于顶座上的放置槽两侧分别具有一根平行于该放置槽的导轴,每一导轴上滑动连接有横移块,每一横移块上滑动连接有打孔块,所述的横移块的移动方向与打孔块的移动方向呈垂直设置,每一打孔块靠近放置槽的端面上设有与打孔电机相连的打孔针,两个打孔针的中心线相互重叠。
[0008]
在上述的熔喷模头打孔装置,每一导轴与对应的横移块螺接,且每一导轴的端部连接有设置在顶座内的横移电机,所述的横移块内设有滑槽,所述的打孔块与对应的滑槽形成卡接且滑动与该滑槽内,所述的打孔块连接有设置在横移块内的打孔油缸。
[0009]
在上述的熔喷模头打孔装置中,位于底座上的放置槽两侧分别具有一块与底座滑动连接的夹紧块,所述的夹紧块靠近该放置槽的端面与该放置槽呈平行设置,每一夹紧块连接有夹紧油缸。
[0010]
在上述的熔喷模头打孔装置中,所述的夹紧块靠近放置槽的端面上设有若干个定位轴,所述的放置槽两侧的若干个定位轴一一对置设置,所述的定位轴的长度不大于放置
槽一半的宽度。
[0011]
在上述的熔喷模头打孔装置中,位于顶座上的放置槽深度大于位于底座上的放置槽深度。
[0012]
在上述的熔喷模头打孔装置中,其中一根打孔针的直径大于另一根打孔针的直径。
[0013]
在上述的熔喷模头打孔装置中,所述的打孔电机的输出轴上设有螺杆,所述的打孔针延伸入螺杆内且与螺杆螺接。
[0014]
一种熔喷模头打孔方法,包括以下步骤:
[0015]
步骤:制作喷丝板毛胚,喷丝板毛胚的厚度和长度分别与放置槽的宽度和长度相适配;
[0016]
步骤:将喷丝板毛胚先放置在位于底座上的放置槽内,将顶座在升降油缸的带动下沿着竖直方向向下移动,使喷丝板毛胚延伸至位于顶座上的放置槽内,从而通过两个放置槽限制固定住喷丝板毛胚,此时位于喷丝板毛胚两侧的打孔针正好对准喷丝板毛胚在水平方向上的中心线;
[0017]
步骤:横移块与导轴螺接,导轴与横移电机连接,根据打孔位置,先使喷丝板毛胚其中一侧的横移块在横移电机工作下使该侧的打孔针对准预定孔位置,打孔油缸工作使该侧的打孔针靠近喷丝板毛胚,并在打孔电机的工作下在喷丝板毛胚上打穿一定深度的孔,接着喷丝板毛胚另一侧的打孔针进行打孔并将之前留下的孔打穿形成穿孔;喷丝板毛胚两侧的打孔针可以交替进行工作或先完成喷丝板毛胚其中一侧所有的打孔步骤在完成喷丝板毛胚另一侧的打孔步骤。
[0018]
在上述的熔喷模头打孔方法中,位于底座上的放置槽两侧分别具有一块与底座滑动连接的夹紧块,且夹紧块靠近放置槽的端面上设有若干个定位轴,在步骤中还包括以下步骤;
[0019]
步骤a:在喷丝板毛胚的两侧上制作若干个通孔;
[0020]
在步骤中还包括以下步骤;
[0021]
步骤b:两个夹紧块在夹紧油缸的工作下靠近喷丝板毛胚,使定位轴延伸入对应的通孔中,并使两个夹紧块夹紧喷丝板毛胚。
[0022]
在上述的熔喷模头打孔方法中,其中一根打孔针的直径大于另一根打孔针的直径,步骤还包括以下步骤;
[0023]
步骤c:在打孔过程中,先使直径较细的打孔针对喷丝板毛胚进行打孔,再使直径较粗的打孔针对喷丝板毛胚进行打孔,喷丝板毛胚两侧的打孔针可以交替进行工作或先完成直径较细的打孔针的所有打孔工作再完成喷丝板毛胚另一侧的打孔步骤。
[0024]
与现有的技术相比,本发明的优点在于:
[0025]
1、本发明中的放置槽两侧分别具有横移块,每个横移块上均设有一个打孔针,两个横移块是相互独立进行工作的,在打孔时,两边的打孔针分别进行穿孔,不仅提高工作效率还降低打孔针的折损率。
[0026]
2、本发明中的底座上的放置槽两侧分别具有一块与底座滑动连接的夹紧块,且夹紧块上设有若干个定位轴,进一步对喷丝板毛胚进行固定。
附图说明
[0027]
图1是本发明整体的示意图;
[0028]
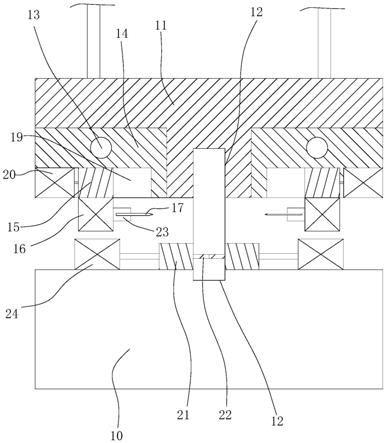
图2是图1内部结构示意图。
[0029]
图中:底座10、顶座11、放置槽12、导轴13、横移块14、打孔块15、打孔电机16、打孔针17、横移电机18、滑槽19、打孔油缸20、夹紧块21、定位轴22、螺杆23、夹紧油缸24。
具体实施方式
[0030]
下面结合附图和具体实施方式对本发明做进一步详细的说明。
[0031]
实施例一
[0032]
结合图1-2所示,一种熔喷模头打孔装置,包括底座10,所述的底座10的正上方设有顶座11,所述的顶座11的顶部连接升降油缸且使顶座11沿底座10轴向往复移动,所述的顶座11和底座10上分别设有一个放置槽12,两个放置槽12的位置相互对应设置,位于顶座11上的放置槽12两侧分别具有一根平行于该放置槽12的导轴13,每一导轴13上滑动连接有横移块14,每一横移块14上滑动连接有打孔块15,所述的横移块14的移动方向与打孔块15的移动方向呈垂直设置,每一打孔块15靠近放置槽12的端面上设有与打孔电机16相连的打孔针17,两个打孔针17的中心线相互重叠。
[0033]
在本实施例中,将喷丝板毛胚放置在底座10的放置槽12上,顶座11在其连接的升降油缸的工作下使上下两个放置槽12将喷丝板毛胚夹紧,此时喷丝板毛胚处于固定不动的状态,且两个打空中17对准喷丝板毛胚的水平中心线上。根据打孔位置,横移块14在导轴13上滑动并带着对应的打孔针17移动至对准预打孔的位置,接着打孔块15在横移块14内反复移动从而反复靠近和远离喷丝板毛胚,此时打孔针17在打孔电机16的工作下高速转动,从而反复在喷丝板毛胚打孔,直到打孔完毕,接着喷丝板毛胚另一侧的打孔针17进行打孔并将之前留下的孔打穿形成穿孔。喷丝板毛胚两侧的打孔针17可以交替进行工作或先完成喷丝板毛胚其中一侧所有的打孔步骤在完成喷丝板毛胚另一侧的打孔步骤。与现有技术相比,在现有技术中,喷丝孔通常只由一根打孔针17进行打孔,孔的深度较深,一方面,打孔进度较慢,另一方面,打孔针17的折损率较高,而在本实施例中,不仅提高工作效率还降低打孔针17的折损率。
[0034]
每一导轴13与对应的横移块14螺接,且每一导轴13的端部连接有设置在顶座11内的横移电机18,所述的横移块14内设有滑槽19,所述的打孔块15与对应的滑槽19形成卡接且滑动与该滑槽19内,所述的打孔块15连接有设置在横移块14内的打孔油缸20。
[0035]
在本实施例中,在横移块14移动过程中,通过横移电机18工作使导轴13转动,通过导轴13与横移块14的螺接使横移块14移动,且通过螺接的方式能够精确定位横移块14的位置,防止打孔位置偏移。通过打孔油缸20反复推动打孔块15进行打孔,打孔油缸20能够提供较大的力。
[0036]
位于底座10上的放置槽12两侧分别具有一块与底座10滑动连接的夹紧块21,所述的夹紧块21靠近该放置槽12的端面与该放置槽12呈平行设置,每一夹紧块21连接有夹紧油缸24。
[0037]
在本实施例中,为了进一步防止喷丝板毛胚移动和提高固定喷丝板毛胚的牢固程度,夹紧油缸24工作使夹紧块21抵住,通过两个夹紧块21进一步夹紧喷丝板毛胚。
[0038]
所述的夹紧块21靠近放置槽12的端面上设有若干个定位轴22,所述的放置槽12两侧的若干个定位轴22一一对置设置,所述的定位轴22的长度不大于放置槽12一半的宽度。
[0039]
在本实施例中,由于在打孔过程中,打孔针17高速转动容易使喷丝板毛胚产生震动,为了进一步固定喷丝板毛胚,在夹紧块21夹紧喷丝板毛胚时,定位轴22穿入在制作喷丝板毛胚预留在喷丝板毛胚上的插孔。
[0040]
位于顶座11上的放置槽12深度大于位于底座10上的放置槽12深度。
[0041]
在本实施例中,由于喷丝板毛胚的底部通过夹紧块21进一步夹紧,因此喷丝板毛胚的顶部延伸入较深的放置槽12中进一步进行固定。
[0042]
其中一根打孔针17的直径大于另一根打孔针17的直径。
[0043]
在本实施例中,打孔针17打出的穿孔一端大一端小,且先使直径较小的打孔针17进行穿孔形成小孔,接着使直径较大的打孔针17进行穿孔形成大孔且与小孔连通,且在直径较大的打孔针17打孔过程中会延伸入小孔中,从而使大孔与小孔的连接部分形成曲面。一方面能够制作较细的喷丝,且大孔与小孔的曲面连接部分使喷丝流速稳定。
[0044]
所述的打孔电机16的输出轴上设有螺杆23,所述的打孔针17延伸入螺杆23内且与螺杆23螺接。
[0045]
在本实施例中,当打孔针17折断之后,可以通过螺接对打孔针17进行替换,此外,打孔针旋入螺杆23的方向与打孔电机16工作使的转动方向相反,从而在工作过程中,不会使打孔针17旋出。
[0046]
实施例二
[0047]
本实施例是在实施例一提供的熔喷模头打孔装置的基础上实现的熔喷模头打孔方法,如图1-2所示。
[0048]
包括以下步骤:
[0049]
步骤1:制作喷丝板毛胚,喷丝板毛胚的厚度和长度分别与放置槽12的宽度和长度相适配;
[0050]
步骤2:将喷丝板毛胚先放置在位于底座10上的放置槽12内,将顶座11在升降油缸的带动下沿着竖直方向向下移动,使喷丝板毛胚延伸至位于顶座11上的放置槽12内,从而通过两个放置槽12限制固定住喷丝板毛胚,此时位于喷丝板毛胚两侧的打孔针17正好对准喷丝板毛胚在水平方向上的中心线;
[0051]
步骤3:横移块14与导轴13螺接,导轴13与横移电机18连接,根据打孔位置,先使喷丝板毛胚其中一侧的横移块14在横移电机18工作下使该侧的打孔针17对准预定孔位置,打孔油缸20工作使该侧的打孔针17靠近喷丝板毛胚,并在打孔电机16的工作下在喷丝板毛胚上打穿一定深度的孔,接着喷丝板毛胚另一侧的打孔针17进行打孔并将之前留下的孔打穿形成穿孔;喷丝板毛胚两侧的打孔针17可以交替进行工作或先完成喷丝板毛胚其中一侧所有的打孔步骤在完成喷丝板毛胚另一侧的打孔步骤。
[0052]
位于底座10上的放置槽12两侧分别具有一块与底座10滑动连接的夹紧块21,且夹紧块21靠近放置槽12的端面上设有若干个定位轴22,在步骤1中还包括以下步骤;
[0053]
步骤a:在喷丝板毛胚的两侧上制作若干个通孔;
[0054]
在步骤3中还包括以下步骤;
[0055]
步骤b:两个夹紧块21在夹紧油缸24的工作下靠近喷丝板毛胚,使定位轴22延伸入
对应的通孔中,并使两个夹紧块21夹紧喷丝板毛胚。
[0056]
其中一根打孔针17的直径大于另一根打孔针17的直径,步骤3还包括以下步骤;
[0057]
步骤c:在打孔过程中,先使直径较细的打孔针17对喷丝板毛胚进行打孔,再使直径较粗的打孔针17对喷丝板毛胚进行打孔,喷丝板毛胚两侧的打孔针17可以交替进行工作或先完成直径较细的打孔针17的所有打孔工作再完成喷丝板毛胚另一侧的打孔步骤。
[0058]
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
[0059]
尽管本文较多地使用了底座10、顶座11、放置槽12、导轴13、横移块14、打孔块15、打孔电机16、打孔针17、横移电机18、滑槽19、打孔油缸20、夹紧块21、定位轴22、螺杆23、夹紧油缸24等,使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1