一种钢丝压波设备及其使用方法与流程
本发明涉及钢丝压波技术领域,具体为一种钢丝压波设备及其使用方法。
背景技术:
钢丝压波设备是对钢丝端部一段长度内进行压波用的设备,是由于钢丝强度高,但表面光滑,与混凝土粘结较差,因此,在先张法构件中将构件端部的钢丝压成波浪形,以提高碳素钢丝与混凝土之间的粘结力。
现有钢丝压波设备的压波块一般都是通过焊接多个钢棒进行制作,从而使得压波块的压料面不够坚硬和光滑,从而影响钢丝的压波效果,并且由于钢丝的压波规格不同,而现有钢丝压波设备只能进行一种规格的压波工作,从而使得在需要进行其他波长和波高规格的压波工作时,不能更换压波块;因此,不满足现有的需求,对此我们提出了一种钢丝压波设备及其使用方法。
技术实现要素:
本发明的目的在于提供一种钢丝压波设备及其使用方法,以解决上述背景技术中提出的现有钢丝压波设备的压波块一般都是通过焊接多个钢棒进行制作,从而使得压波块的压料面不够坚硬和光滑,从而影响钢丝的压波效果,并且由于钢丝的压波规格不同,而现有钢丝压波设备只能进行一种规格的压波工作,从而使得在需要进行其他波长和波高规格的压波工作时,不能更换压波块的问题。
为实现上述目的,本发明提供如下技术方案:一种钢丝压波设备及其使用方法,包括底座,所述底座的上端面固定设置有固定箱,且固定箱的材质为透明亚克力材质,所述固定箱的两侧均设置有支撑柱,且支撑柱设置有四个,四个所述支撑柱分别与底座固定连接,所述支撑柱的上方固定设置有安装座,所述安装座的下方固定安装有液压缸,所述固定箱的上方内壁开设有滑动槽,所述液压缸内部液压轴的一端通过滑动槽延伸至固定箱的内部,所述固定箱两侧内壁的上方均固定设置有滑动座,所述滑动座的一侧端面开设有燕尾槽,所述固定箱的内部设置有压波机构,所述固定箱的两侧外壁均开设有通槽,所述固定箱的一侧设置有固定机构,所述固定机构的一侧设置有支撑机构。
优选的,所述压波机构由连接座、第一压波模具、基座、固定座、第二压波模具、插块和插槽组成,所述连接座位于固定箱内部的上方,所述第一压波模具固定连接在连接座的下方,所述基座固定连接在固定箱的下方内壁,所述固定座固定连接在基座的上方,所述第二压波模具固定连接在固定座的上方,所述插块设置有两个,两个所述插块分别固定连接在第一压波模具的上端面和第二压波模具的下端面,所述插槽设置有两个,两个所述插槽分别开设在连接座的下端面与固定座的上端面。
优选的,所述插块插接在插槽的内部,所述插块的外壁与插槽的内壁贴合且滑动连接,且插块的后端面与插槽的后端内壁贴合,所述连接座的两侧均固定设置有插接块,且插接块插接在燕尾槽的内部,所述插接块的外壁与燕尾槽的内壁贴合且滑动连接,所述连接座的两侧外壁分别与滑动座的一侧端面贴合且滑动连接,所述插块的前端面固定设置有固定板,且固定板的后端面分别与连接座和固定座的前端面贴合,所述固定板分别与基座和连接座通过螺丝固定连接。
优选的,所述液压缸内部液压轴位于固定箱内部的一端与连接座固定连接,所述通槽位于滑动座的下方,所述第一压波模具与第二压波模具的外壁均通过td覆层处理技术进行处理,所述第一压波模具的上端面和第二压波模具的下端面分别与连接座的下端面和固定座的上端面贴合且滑动连接,所述第一压波模具与第二压波模具均由料块通过铣床铣制加工而成。
优选的,所述固定机构由控制箱、支撑框、丝杆、移动块、螺纹孔、支撑板和第一万向轮组成,所述控制箱位于固定箱的一侧,所述支撑框设置有两个,两个所述支撑框分别固定连接在控制箱上端面的前端与后端,所述丝杆的两端分别与支撑框的上下内壁通过轴承转动连接,且丝杆的一端延伸至控制箱的内部,所述移动块设置有两个,所述螺纹孔设置有两个,两个所述螺纹孔分别开设在移动块的内部,所述移动块通过螺纹孔与丝杆螺纹连接,所述支撑板位于控制箱的上方,且支撑板的前端面与后端面分别与移动块固定连接,所述第一万向轮设置有四个,四个所述第一万向轮均固定安装在控制箱的下端面。
优选的,所述移动块的外壁与支撑框的内壁贴合且滑动连接,所述移动块的外壁固定连接有限位滑块,所述支撑框的内壁开设有限位滑槽,所述限位滑块的外壁与限位滑槽的内壁贴合且滑动连接,所述丝杆位于控制箱内部的一端固定连接有第一锥齿轮,所述控制箱的内部设置有控制轴,且控制轴的两端分别与控制箱的前端和后端内壁通过轴承转动连接,所述控制轴的一端延伸至控制箱的前端,所述支撑框的两侧端面均固定设置有推动把手。
优选的,所述控制箱下端面的前端固定设置有电机座,所述电机座的上端面固定安装有伺服电机,所述控制轴的外壁固定套接有第二锥齿轮,且第二锥齿轮设置有两个,两个所述第二锥齿轮分别与第一锥齿轮啮合连接,所述伺服电机的输出端与控制轴位于控制箱前端的一端通过联轴器固定连接。
优选的,所述支撑板上端面的前端与后端均固定设置有限位板,所述限位板的上方固定设置有控制板,所述控制板的内部开设有螺孔,所述螺孔的内部螺纹连接有控制螺杆,且控制螺杆的两端分别延伸至控制板的上方与下方,所述限位板之间设置有夹紧板,所述夹紧板的前后端面分别与限位板的外壁贴合且滑动连接,所述夹紧板的上方固定设置有连接块,所述控制螺杆位于控制板下方的一端与连接块通过轴承转动连接,所述控制螺杆位于控制板上方的一端固定设置有转动把手,所述控制螺杆的外壁螺纹连接有固定帽,且固定帽位于控制板的上方。
优选的,所述支撑机构由底板、固定杆、定位板和第二万向轮组成,所述底板位于控制箱的一侧,所述固定杆设置有四个,四个所述固定杆分别固定连接在底板地上端面的两侧,所述定位板固定连接在支撑板的上方,且定位板的上端面与第二压波模具的上端面处于同一水平线,所述第二万向轮设置有四个,四个所述第二万向轮均固定连接在底板的下方。
一种钢丝压波设备的使用方法,包括以下步骤:
步骤一:在需要对钢丝进行压波时,首先根据所需要的压波形状、高度和波长更换相对应的第一压波模具和第二压波模具,将连接座与固定座前端的固定板分别拆除,之后将插块抽出,从而将第一压波模具和第二压波模具分别与连接座和固定座进行分离,之后将相对应的第一压波模具和第二压波模具分别通过插块和插槽安装在连接座的下方和固定座的上方,并且将插块前端的固定板分别与连接座和固定座通过螺丝固定连接;
步骤二:之后通过推动把手将控制箱推动至钢丝摆放地点,之后通过启动伺服电机,伺服电机启动会带动控制轴转动,控制轴会通过第二锥齿轮带动第一锥齿轮进行转动,从而第一锥齿轮带动两个丝杆进行同方向转动,由于移动块通过螺纹孔与丝杆螺纹连接,并且移动块又通过限位滑块和限位滑槽与支撑框的内壁滑动连接,从而通过限位滑块和限位滑槽的限位,使得移动块不会随着丝杆进行转动,因此通过螺纹传递的原理,使得移动块可以垂直移动,从而将移动块下移,移动块带动支撑板下移,支撑板下移后,关闭伺服电机,之后将若干钢丝插至夹紧板与支撑板之间,使得钢丝的一端可以延伸至支撑框的另一侧,并且使得钢丝的中段位置位于夹紧板的下方;
步骤三:之后通过转动把手将控制螺杆进行转动,由于控制螺杆与螺孔螺纹连接,因此可以使得控制螺杆的一端带动夹紧板下移,从而通过夹紧板将钢丝夹紧,并且通过固定帽将控制螺杆进行固定,之后继续推动控制箱,使得控制箱移动至固定箱的一侧,之后再次启动伺服电机,通过伺服电机使得移动块带动支撑板上移,使得支撑板的上端面可以与第二压波模具的上端面保持水平,之后关闭伺服电机,通过推动把手将控制箱进行移动,从而使得支撑板上方钢丝的一端可以通过通槽插接在第一压波模具和第二压波模具之间,之后锁紧第一万向轮,使得控制箱的位置固定,再将钢丝的另一端搭在定位板的上方,通过定位板对钢丝的另一端进行支撑;
步骤四:之后启动液压缸,液压缸内部的液压轴伸出,液压轴带动连接座下移,连接座下移带动第一压波模具下移,从而第一压波模具和第二压波模具互相将钢丝压紧,通过第一压波模具和第二压波模具的形状,将钢丝压成波浪状,由于固定箱的材质为透明亚克力材质,从而工作人员可以通过固定箱对压波工作进行观察,完成压波工作后,关闭液压缸,在需要对钢丝的另一端进行压波时,可以将控制箱进行掉头,之后将钢丝的另一端插入至第一压波模具与第二压波模具之间,进行压波工作,完成压波工作后,工作人员关闭液压缸,松开第一万向轮,将控制箱进行移动,使得钢丝与固定箱分离,之后松开控制螺杆,使得夹紧板与钢丝分离,之后将钢丝抽出。
与现有技术相比,本发明的有益效果是:
1、本发明通过设置压波机构、固定板,从而使得在需要进行其他规格的压波工作时,可以将连接座与固定座前端的固定板分别拆除,之后将插块抽出,从而将第一压波模具和第二压波模具分别与连接座和固定座进行分离,之后将相对应的第一压波模具和第二压波模具分别通过插块和插槽安装在连接座的下方和固定座的上方,并且将插块前端的固定板分别与连接座和固定座通过螺丝固定连接,从而使得压波设备可以更换压波模具,使得压波设备可以进行多种规格的钢丝压波工作,使得钢丝压波设备的适用性更好
2、通过将第一压波模具与第二压波模具设置为均由料块通过铣床一次铣制加工而成,从而使得压波模具的尺寸和形状更加的精准,避免通过人工焊接进行制作,从而使得压波模具的形状和尺寸具有较大的误差,因此影响压波工作,而通过将第一压波模具与第二压波模具的外壁均通过td覆层处理技术进行处理,从而使得第一压波模具和第二压波模具的外表面硬度更高并且更加光滑,从而使得第一压波模具和第二压波模具更加耐磨和耐用,并且也使得压波效果更好,避免钢丝产生劈裂和伤痕。
3、通过设置固定机构、限位板、夹紧板、控制板、控制螺杆,由于在进行钢丝压波工作时,一般都是多个钢丝同时进行压波,从而使得在需要将多个钢丝进行压波时,需要将多根钢丝移动至第二压波模具的上方,从而工作人员需要通过行车将钢丝吊起,而在没有行车的情况下,工作人员难以将钢丝抬起并且移动至第二压波模具的上,从而工作人员可以将控制箱通过推动把手和第一万向轮进行移动,并且之后通过启动伺服电机将支撑板下降,从而支撑板高度下降,工作人员可以直接将钢丝插入至支撑板的上方,并且通过夹紧板将钢丝进行固定,之后在通过启动伺服电机将支撑板上升至第二压波模具的高度,并且通过推动把手将控制箱推动,使得钢丝的一端插入至第二压波模具的上方进行压波工作,从而使得工作人员在进行压波工作时更加的轻松,可以通过伺服电机和支撑板控制钢丝的升降,并且通过第一万向轮对钢丝进行移动,使得在没有行车的情况下,工作人员也可以轻松地将钢丝进行移动升降。
4、通过设置支撑机构,从而使得在进行钢丝压波工作时,在钢丝的长度过长时,可以通过第二万向轮将底板和定位板进行移动,从而将定位板移动至钢丝的另一端,通过定位板对钢丝的另一端进行支撑,避免当夹紧板松开后,钢丝另一端由于没有支撑,致使钢丝向另一端滑落,从而会造成安全事故,因此通过定位板的支撑,使得钢丝的压波工作更加安全。
附图说明
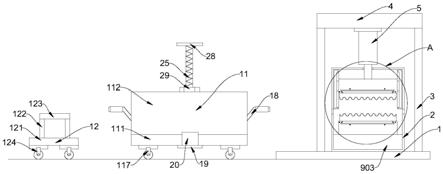
图1为本发明的整体结构示意图;
图2为本发明的a处局部放大结构示意图;
图3为本发明的固定机构侧视结构示意图;
图4为本发明的固定箱与滑动座俯视结构示意图;
图5为本发明的第二压波模具俯视结构示意图;
图6为本发明的内部支撑板与支撑框俯视结构示意图;
图7为本发明的固定板与第二压波模具结构示意图;
图8为本发明的固定座与插槽俯视结构示意图;
图中:1、底座;2、固定箱;3、支撑柱;4、安装座;5、液压缸;6、滑动槽;7、滑动座;8、燕尾槽;9、压波机构;10、通槽;11、固定机构;12、支撑机构;13、插接块;14、限位滑块;15、限位滑槽;16、第一锥齿轮;17、控制轴;18、推动把手;19、电机座;20、伺服电机;21、第二锥齿轮;22、限位板;23、控制板;24、螺孔;25、控制螺杆;26、夹紧板;27、连接块;28、转动把手;29、固定帽;30、固定板;901、连接座;902、第一压波模具;903、基座;904、固定座;905、第二压波模具;906、插块;907、插槽;111、控制箱;112、支撑框;113、丝杆;114、移动块;115、螺纹孔;116、支撑板;117、第一万向轮;121、底板;122、固定杆;123、定位板;124、第二万向轮。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
请参阅图1-8,本发明提供的一种实施例:一种钢丝压波设备及其使用方法,包括底座1,底座1的上端面固定设置有固定箱2,且固定箱2的材质为透明亚克力材质,固定箱2的两侧均设置有支撑柱3,且支撑柱3设置有四个,四个支撑柱3分别与底座1固定连接,支撑柱3的上方固定设置有安装座4,安装座4的下方固定安装有液压缸5,固定箱2的上方内壁开设有滑动槽6,液压缸5内部液压轴的一端通过滑动槽6延伸至固定箱2的内部,固定箱2两侧内壁的上方均固定设置有滑动座7,滑动座7的一侧端面开设有燕尾槽8,通过设置滑动座7和燕尾槽8,从而连接座901可以通过插接块13和燕尾槽8的配合使得移动更加地稳定,固定箱2的内部设置有压波机构9,固定箱2的两侧外壁均开设有通槽10,固定箱2的一侧设置有固定机构11,固定机构11的一侧设置有支撑机构12。
进一步,压波机构9由连接座901、第一压波模具902、基座903、固定座904、第二压波模具905、插块906和插槽907组成,连接座901位于固定箱2内部的上方,第一压波模具902固定连接在连接座901的下方,基座903固定连接在固定箱2的下方内壁,固定座904固定连接在基座903的上方,第二压波模具905固定连接在固定座904的上方,插块906设置有两个,两个插块906分别固定连接在第一压波模具902的上端面和第二压波模具905的下端面,插槽907设置有两个,两个插槽907分别开设在连接座901的下端面与固定座904的上端面,通过设置插块906和插槽907,从而便于将第一压波模具902和第二压波模具905进行拆除和安装。
进一步,插块906插接在插槽907的内部,插块906的外壁与插槽907的内壁贴合且滑动连接,且插块906的后端面与插槽907的后端内壁贴合,连接座901的两侧均固定设置有插接块13,且插接块13插接在燕尾槽8的内部,插接块13的外壁与燕尾槽8的内壁贴合且滑动连接,连接座901的两侧外壁分别与滑动座7的一侧端面贴合且滑动连接,插块906的前端面固定设置有固定板30,且固定板30的后端面分别与连接座901和固定座904的前端面贴合,固定板30分别与基座903和连接座901通过螺丝固定连接,通过设置固定板30,从而通过固定板30对第一压波模具902和第二压波模具905进行固定。
进一步,液压缸5内部液压轴位于固定箱2内部的一端与连接座901固定连接,通槽10位于滑动座7的下方,第一压波模具902与第二压波模具905的外壁均通过td覆层处理技术进行处理,通过将第一压波模具902与第二压波模具905的外壁均通过td覆层处理技术进行处理,从而使得第一压波模具902和第二压波模具905的外表面硬度更高并且更加光滑,从而使得第一压波模具902和第二压波模具905更加耐磨和耐用,并且也使得压波效果更好,避免钢丝产生劈裂和伤痕,第一压波模具902的上端面和第二压波模具905的下端面分别与连接座901的下端面和固定座904的上端面贴合且滑动连接,第一压波模具902与第二压波模具905均由料块通过铣床铣制加工而成。
进一步,固定机构11由控制箱111、支撑框112、丝杆113、移动块114、螺纹孔115、支撑板116和第一万向轮117组成,控制箱111位于固定箱2的一侧,支撑框112设置有两个,两个支撑框112分别固定连接在控制箱111上端面的前端与后端,丝杆113的两端分别与支撑框112的上下内壁通过轴承转动连接,且丝杆113的一端延伸至控制箱111的内部,移动块114设置有两个,螺纹孔115设置有两个,两个螺纹孔115分别开设在移动块114的内部,移动块114通过螺纹孔115与丝杆113螺纹连接,支撑板116位于控制箱111的上方,且支撑板116的前端面与后端面分别与移动块114固定连接,第一万向轮117设置有四个,四个第一万向轮117均固定安装在控制箱111的下端面,通过设置第一万向轮117,从而便于通过第一万向轮117将控制箱111进行移动。
进一步,移动块114的外壁与支撑框112的内壁贴合且滑动连接,移动块114的外壁固定连接有限位滑块14,支撑框112的内壁开设有限位滑槽15,限位滑块14的外壁与限位滑槽15的内壁贴合且滑动连接,丝杆113位于控制箱111内部的一端固定连接有第一锥齿轮16,控制箱111的内部设置有控制轴17,且控制轴17的两端分别与控制箱111的前端和后端内壁通过轴承转动连接,控制轴17的一端延伸至控制箱111的前端,支撑框112的两侧端面均固定设置有推动把手18,通过设置推动把手18,从而便于工作人员将控制箱111进行推动。
进一步,控制箱111下端面的前端固定设置有电机座19,电机座19的上端面固定安装有伺服电机20,控制轴17的外壁固定套接有第二锥齿轮21,且第二锥齿轮21设置有两个,两个第二锥齿轮21分别与第一锥齿轮16啮合连接,伺服电机20的输出端与控制轴17位于控制箱111前端的一端通过联轴器固定连接,伺服电机20的一侧安装有伺服控制器,且伺服控制器的型号为asd-b2-0721-b。
进一步,支撑板116上端面的前端与后端均固定设置有限位板22,限位板22的上方固定设置有控制板23,控制板23的内部开设有螺孔24,螺孔24的内部螺纹连接有控制螺杆25,且控制螺杆25的两端分别延伸至控制板23的上方与下方,限位板22之间设置有夹紧板26,夹紧板26的前后端面分别与限位板22的外壁贴合且滑动连接,夹紧板26的上方固定设置有连接块27,控制螺杆25位于控制板23下方的一端与连接块27通过轴承转动连接,控制螺杆25位于控制板23上方的一端固定设置有转动把手28,控制螺杆25的外壁螺纹连接有固定帽29,且固定帽29位于控制板23的上方,通过设置固定帽29,从而可以通过固定帽29对控制螺杆25进行固定。
进一步,支撑机构12由底板121、固定杆122、定位板123和第二万向轮124组成,底板121位于控制箱111的一侧,固定杆122设置有四个,四个固定杆122分别固定连接在底板121的上端面的两侧,定位板123固定连接在支撑板116的上方,且定位板123的上端面与第二压波模具905的上端面处于同一水平线,通过设置定位板123,从而通过定位板123对钢丝的另一端进行支撑,第二万向轮124设置有四个,四个第二万向轮124均固定连接在底板121的下方。
一种钢丝压波设备的使用方法,包括以下步骤:
步骤一:在需要对钢丝进行压波时,首先根据所需要的压波形状、高度和波长更换相对应的第一压波模具902和第二压波模具905,将连接座901与固定座904前端的固定板30分别拆除,之后将插块906抽出,从而将第一压波模具902和第二压波模具905分别与连接座901和固定座904进行分离,之后将相对应的第一压波模具902和第二压波模具905分别通过插块906和插槽907安装在连接座901的下方和固定座904的上方,并且将插块906前端的固定板30分别与连接座901和固定座904通过螺丝固定连接;
步骤二:之后通过推动把手18将控制箱111推动至钢丝摆放地点,之后通过启动伺服电机20,伺服电机20启动会带动控制轴17转动,控制轴17会通过第二锥齿轮21带动第一锥齿轮16进行转动,从而第一锥齿轮16带动两个丝杆113进行同方向转动,由于移动块114通过螺纹孔115与丝杆113螺纹连接,并且移动块114又通过限位滑块14和限位滑槽15与支撑框112的内壁滑动连接,从而通过限位滑块14和限位滑槽15的限位,使得移动块114不会随着丝杆113进行转动,因此通过螺纹传递的原理,使得移动块114可以垂直移动,从而将移动块114下移,移动块114带动支撑板116下移,支撑板116下移后,关闭伺服电机20,之后将若干钢丝插至夹紧板26与支撑板116之间,使得钢丝的一端可以延伸至支撑框112的另一侧,并且使得钢丝的中段位置位于夹紧板26的下方;
步骤三:之后通过转动把手28将控制螺杆25进行转动,由于控制螺杆25与螺孔24螺纹连接,因此可以使得控制螺杆25的一端带动夹紧板26下移,从而通过夹紧板26将钢丝夹紧,并且通过固定帽29将控制螺杆25进行固定,之后继续推动控制箱111,使得控制箱111移动至固定箱2的一侧,之后再次启动伺服电机20,通过伺服电机20使得移动块114带动支撑板116上移,使得支撑板116的上端面可以与第二压波模具905的上端面保持水平,之后关闭伺服电机20,通过推动把手18将控制箱111进行移动,从而使得支撑板116上方钢丝的一端可以通过通槽10插接在第一压波模具902和第二压波模具905之间,之后锁紧第一万向轮117,使得控制箱111的位置固定,再将钢丝的另一端搭在定位板123的上方,通过定位板123对钢丝的另一端进行支撑;
步骤四:之后启动液压缸5,液压缸5内部的液压轴伸出,液压轴带动连接座901下移,连接座901下移带动第一压波模具902下移,从而第一压波模具902和第二压波模具905互相将钢丝压紧,通过第一压波模具902和第二压波模具905的形状,将钢丝压成波浪状,由于固定箱2的材质为透明亚克力材质,从而工作人员可以通过固定箱2对压波工作进行观察,完成压波工作后,关闭液压缸5,在需要对钢丝的另一端进行压波时,可以将控制箱111进行掉头,之后将钢丝的另一端插入至第一压波模具902与第二压波模具905之间,进行压波工作,完成压波工作后,工作人员关闭液压缸5,松开第一万向轮117,将控制箱111进行移动,使得钢丝与固定箱2分离,之后松开控制螺杆25,使得夹紧板26与钢丝分离,之后将钢丝抽出。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
- 还没有人留言评论。精彩留言会获得点赞!