油泵壳体零件加工工装的制作方法
1.本实用新型涉及零件加工辅助工具技术领域,特别涉及一种油泵壳体零件加工工装。
背景技术:
2.油泵壳体需要做成不规则形状的原因如下:1、依据设计布局、机油盘的盛油量、强度、材质的因素决定;2、防止碰撞变形报废,碰一下不会引起连锁反应;3、增加散热面积;4、为了保证汽车倾斜时油泵能正常吸油,并将机油产生的一些掺杂集中在一起
3.由于油泵壳体零件外形不规则,且无定位工艺孔,且加工部位正好是正反面,公差要求较高,正反面特征分析需要一次加工到位。
4.数控加工时,刀具转速很快,对金属工件进行切削时,工件自身会产生轻微震动。尤其是空腔结构的产品。加工出来的工件,表面的刀纹会很粗糙,影响外观,尺寸也会受到影响。
技术实现要素:
5.针对现有技术的不足,本实用新型公开了一种油泵壳体零件加工工装。
6.本实用新型所采用的技术方案如下:
7.一种油泵壳体零件加工工装,包括工作台;以所述工作台的长边所在直线为x轴,以所述工作台的宽边所在直线为y轴;所述工作台开设多个油泵壳体腔;沿所述油泵壳体腔的周长设置第一定位块组、第二定位块组、第三定位块组、第四定位块组和第五定位块组;所述第一定位块组和所述第二定位块组在所述油泵壳体腔的一侧,所述第三定位块组和所述第四定位块组在所述油泵壳体腔的另一侧;所述第一定位块组包括第一v型块;所述第二定位块组包括第一定位爪,所述第一定位爪的端部开设第一弧形缺口;所述第三定位块组包括第二定位爪,所述第二定位爪的端部开设第二弧形缺口;所述第四定位块组包括第二v型块;所述第五定位块组包括第三定位爪,所述第三定位爪的端部开设第三弧形缺口;所述第一v型块、所述第一弧形缺口、所述第二弧形缺口和所述第二v型块限制油泵壳体的x方向的运动,所述第三弧形缺口限制油泵壳体的y方向的运动。
8.其进一步的技术特征在于:所述工作台的两侧安装支撑座。
9.其进一步的技术特征在于:所述第二定位块组还包括第一底座;所述第一底座安装在所述工作台上;所述第一底座之上安装第一连接座;所述第一连接座之上安装所述第一定位爪。
10.其进一步的技术特征在于:所述第一连接座的一侧设置第一夹持部;所述第一夹持部和第一定位销卡合;所述第一定位销固定在所述工作台之上。
11.其进一步的技术特征在于:所述第三定位块组还包括第二底座;所述第二底座安装在所述工作台上;所述第二底座之上安装第二连接座;所述第二连接座之上安装所述第二定位爪。
12.其进一步的技术特征在于:所述第二连接座的一侧设置第二夹持部;所述第二夹持部和第二定位销卡合;所述第二定位销固定在所述工作台之上。
13.其进一步的技术特征在于:所述第五定位块组还包括第三底座;所述第三底座安装在所述工作台上;所述第三底座之上安装第三连接座;所述第三连接座之上安装所述第三定位爪。
14.其进一步的技术特征在于:所述第三连接座的一侧设置第三夹持部;所述第三夹持部和第三定位销卡合;所述第三定位销固定在所述工作台之上。
15.本实用新型的有益效果如下:
16.1、本实用新型解决产品两次装夹造成的时间浪费,同时解决产品因多次定位,对加工精度造成的影响。
17.2、产品加工通过本实用新型可以只进行一次定位,避免了多次定位产生的位置偏差导致加工精度降低,大大提高了成品率。
18.3、本实用新型减少工件装夹次数,节约时间,提高效率。
附图说明
19.图1为本实用新型的结构示意图。
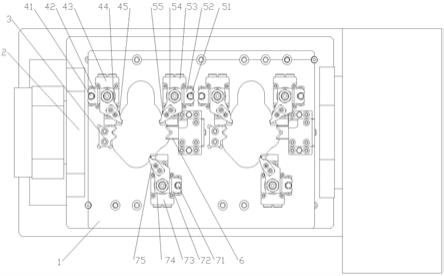
20.图2为本实用新型的俯视图。
21.图3为本实用新型的侧视图。
22.图中:1、工作台;2、支撑座;3、第一定位块组;4、第二定位块组;41、第一定位销;42、第一夹持部;43、第一底座;44、第一连接座;45、第一定位爪;5、第三定位块组;51、第二定位销;52、第二夹持部;53、第二底座;54、第二连接座;55、第二定位爪;6、第四定位块组;7、第五定位块组;71、第三定位销;72、第三夹持部;73、第三底座;74、第三连接座;75、第三定位爪。
具体实施方式
23.关本实用新型的前述及其他技术内容、特点与功效,在以下配合参考附图对实施例的详细说明中,将可清楚的呈现。以下实施例中所提到的方向用语,例如:上、下、左、右、前或后等,仅是参考附图的方向。因此,使用的方向用语是用来说明并非用来限制本实用新型,此外,在全部实施例中,相同的附图标号表示相同的元件。
24.下面结合附图,说明本实施例的具体实施方式。
25.图1为本实用新型的结构示意图,图2为本实用新型的俯视图,图3为本实用新型的侧视图。结合图1~图3,一种油泵壳体零件加工工装,包括工作台1。工作台1的两侧安装支撑座2。以工作台1的长边所在直线为x轴,以工作台1的宽边所在直线为y轴。工作台1开设多个油泵壳体腔。沿油泵壳体腔的周长设置第一定位块组3、第二定位块组4、第三定位块组5、第四定位块组6和第五定位块组7。第一定位块组3和第二定位块组4在油泵壳体腔的一侧,第三定位块组5和第四定位块组6在油泵壳体腔的另一侧。
26.第一定位块组3包括第一v型块。第一v型块的v型缺口贴合油泵壳体的边缘。第一v型块固定在第一支撑块上。
27.第二定位块组4包括第一定位爪45,第一定位爪45的端部开设第一弧形缺口,第一
弧形缺口贴合油泵壳体的边缘。第二定位块组4还包括第一底座43。第一底座43安装在工作台1上。第一底座43之上安装第一连接座44。第一连接座44之上安装第一定位爪45。第一连接座44的一侧设置第一夹持部42。第一连接座44和第一夹持部42一体成型。第一夹持部42和第一定位销41卡合。第一定位销41固定在工作台1之上。
28.第三定位块组5包括第二定位爪55,第二定位爪55的端部开设第二弧形缺口,第二弧形缺口贴合油泵壳体的边缘。第三定位块组5还包括第二底座53。第二底座53安装在工作台1上。第二底座53之上安装第二连接座54。第二连接座54之上安装第二定位爪55。第二连接座54的一侧设置第二夹持部52。第二连接座54和第二夹持部52一体成型。第二夹持部52和第二定位销51卡合。第二定位销51固定在工作台1之上。
29.第四定位块组6包括第二v型块。第二v型块的v型缺口贴合油泵壳体的边缘。第二v型块固定在第二支撑块上。
30.第五定位块组7包括第三定位爪75,第三定位爪75的端部开设第三弧形缺口,第三弧形缺口贴合油泵壳体的边缘。第五定位块组7还包括第三底座73。第三底座73安装在工作台1上。第三底座73之上安装第三连接座74。第三连接座74之上安装第三定位爪75。第三连接座74的一侧设置第三夹持部72。第三连接座74和第三夹持部72一体成型。第三夹持部72和第三定位销71卡合。第三定位销71固定在工作台1之上。
31.第一底座43、第二底座53和第三底座73的高度相同,第一连接座44、第二连接座54和第三连接座74的高度相同。
32.第一v型块、第一弧形缺口、第二弧形缺口和第二v型块限制油泵壳体的x方向的运动,第三弧形缺口限制油泵壳体的y方向的运动。
33.本实用新型的工作原理如下:
34.第一定位块组3、第二定位块组4、第三定位块组5、第四定位块组6和第五定位块组7限制待加工的油泵壳体的多个自由度,可以确保油泵壳体在加工过程中位置不跑偏,并且确保每个压点处都有一个支撑点,避免油泵壳体压紧后,使油泵壳体发生弯曲变形。
35.加工工装安装在液压回转台上,可通过液压回转台的旋转,带动工装在加工平面进行360
°
的旋转,可以确保油泵壳体的加工面都可以被加工的到。
36.在本实用新型实施例的描述中,还需要说明的是,除非另有明确的规定和限定,若出现术语“设置”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
37.以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在不违背本实用新型的基本结构的情况下,本实用新型可以作任何形式的修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1