一种单双环剪链机的制作方法
1.本实用新型涉及一种剪链机,尤其涉及一种单双环剪链机。
背景技术:
2.随着我国制造产业的不断深化,辅以我国智慧、勤奋的民族特性,各行各业都在奋力追赶国外制造强国的产业水平。以我们起重链条行业为例,在国家产业政策的持续引领下,全产业链也正在蓬勃发展,下面从过去、目前、未来三个方面简述概况。
3.一、过去链条产业。几十年前,起重链条设备及起重链条的制造主要集中在德美日等发达国家,主要优势在于有全产业链(如钢材、热处理、表面处理等)起步早、设备机械化程度高、有产品标准作为导向,产品一直以来畅销全球。从第一代乡镇企业创业者以做渔网链、捆扎链、防滑链等低级别链条开始手工制作为起点,逐步引进国外发达国家淘汰的旧生产线、旧设备、旧模具,实现了手工+半自动化生产,并逐步掌握了技术要点、生产工艺、品质管理等要素,使之为后期的产业链发展提供了全方位保障。
4.二、目前链条产业。从90年代中期开始,从测绘淘汰国外旧设备并改进结构等形成我国自行制造的仿制设备,得益于仿制设备价格低、性能优、维修简易等特点,我国的链条产业取得了突飞猛进的发展,产品制造逐步从低级别(30
‑
60级)链条向中级别(70
‑
80级)链条过渡。同时,我国的链条设备从仿制国外,也已经在向更高层次的方向发展,无论在自动化、模块化、精细化以及的操作简易性、运行成本、开机率等方面也已越来越接近国外高端设备,有的已经超越。对外出口,无论是整条链条生产线还是单机出口,势头也越来越强劲。
5.据不完全统计,目前全球低级别链条年需求量约5万t,我国制造量约占 70%,中级别链条年需求量约3万t,我国制造量约占90%;但在高附加值及高利润率的高级别链条(100级以上及渗碳链)全球年需求量约1万t,我国制造量约500t,占比5%,造成此现象的主要原因是,无论按照国家gb/t20947 标准、或按照国际iso3077标准,由于我国的高等级链条生产工艺不科学,造成性能不稳定,难以达到标准规范的技术要求。
6.三、未来产业趋势。随着人类社会和科技水平的发展,对产品的需求肯定是向更高层次发展,我们的起重链条也一样,未来对高等级链条的需求肯定会越来越大,其中有部分依附于中等级链条的转化。同时,随着我国人口红利的退化,以及用地、环保等政策限止和成本提升,低中级别的链条生产势必会向东南亚等发展中国家转移(从我们出口的链条设备趋势中可明显看出),低中端市场竞争肯定会越趋激烈,我国的产业优势和前景面临严峻挑战。综上,如何去占领行业制高点,如何去分得高级别链条的一块蛋糕,是放在我们面前的迫切任务。
技术实现要素:
7.本实用新型主要是解决现有技术中存在的不足,提供一种能进行快速剪链,并可进行单双环数剪链的一种单双环剪链机。
8.本实用新型的上述技术问题主要是通过下述技术方案得以解决的:
9.一种单双环剪链机,包括链条和控制仪表箱,还包括机架,所述的机架的一侧壁设有预进料导向组件,所述的机架的上部设有走链传动组件,所述的机架中设有转链组件,所述的转链组件的下方设有与机架固定的剪链组件,所述的链条从预进料导向组件进行进链操作,链条通过走链传动组件进行导链,链条通过转链组件控制剪链长度,链条通过剪链组件进行剪链操作,所述的走链传动组件、转链组件和剪链组件分别通过控制仪表箱控制;
10.所述的走链传动组件包括可驱动链条进行走链的走链轮;
11.所述的转链组件包括可转动的落链十字套,所述的链条从落链十字套中穿过,所述的落链十字套中的链条通过转链定位接近开关进行感应;
12.所述的剪链组件包括对链条进行剪链操作的切断刀。
13.作为优选,所述的走链传动组件还包括与机架固定的位置调节座,所述的位置调节座的上部设有蜗轮减速器,所述的走链轮通过蜗轮减速器进行传动,所述的蜗轮减速器的另一侧设有随蜗轮减速器进行转动的走链轮,所述的蜗轮减速器通过伺服电机进行驱动;
14.所述的转链组件还包括与机架固定的安装座,所述的安装座中设有转链伺服电机,所述的转链伺服电机驱动主动转链齿条进行转动,所述的主动转链齿条带动被动转链齿条进行转动且被动转链齿条与落链十字套固定;
15.所述的剪链组件还包括与机架固定的支承板,所述的支承板中设有一对呈对称且间隔分布的液压油缸,二个液压油缸间形成进链通道,所述的液压油缸的内侧设有对链条进行横向定位的链条横向定位座,所述的切断刀通过液压油缸对链条进行剪链操作,所述的支承板上设有与链条横向定位座呈对应分布的链条纵向定位板,二个链条横向定位座夹持链条时与链条纵向定位板配接定位链条。
16.作为优选,所述的链条纵向定位板包括与机架固定的安装基座,所述的安装基座的外壁设有可调节的调节铜垫,所述的调节铜垫与安装基座间通过铜垫左右挡块相支撑定位。
17.作为优选,所述的预进料导向组件与走链传动组件间设有走链导向组件且走链导向组件与机架固定,所述的走链导向组件包括引导链条进行滑动的走链导向轮。
18.工作原理:根据不同的链条规格,通过不同的工装夹具,按机械和液压工作原理,由伺服电机驱动,走链机构把待切断链条拖入切断区域切断工作,完成切断后再由走链机构将链条送入储料箱,同时把待切断链条拖入切断区,形成周而复始的工作循环;
19.因用户需选择链条剪下来的环数是单环或是双环,转链组件将待剪链条旋转90度后剪断,实现双环数。
20.工作程序如下:1、根据不同规格链条用走链机构将链条拖入预定位置
→
2、手动或半自动调试液压机构进行切断工装模具调整工作
→
3、开启自动模式进行连续切断工作。
21.功能说明:1、设备电源:主电源380v,控制电源dv24v。2、工作效率:由伺服电机控制器通过调整转速,按需要输出,最高3000r/min。3、链条切断长度距离:由伺服驱动控制器控制通过链环计数走链,控制链条走链长度。 4、切链上下止点:由上下限位行程开关调整实现。5、通过距离传感器信号实现卡链、失位停机。6、油温控制。油箱油温由温度传感器输送至仪表箱面板,超过设定值时,由报警器提醒报警并自动接通冷却水电磁阀。
22.本实用新型提供一种单双环剪链机,功能集成化,操作简便化。
附图说明
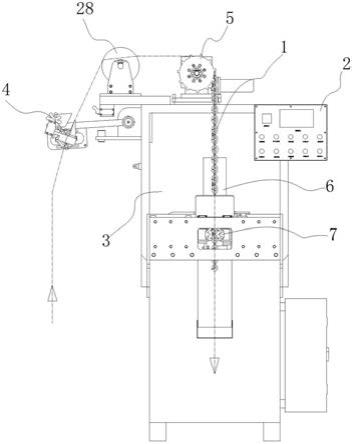
23.图1是本实用新型的结构示意图;
24.图2是本实用新型的立体结构示意图;
25.图3是本实用新型的另一面立体结构示意图;
26.图4是本实用新型中走链传动组件的立体结构示意图;
27.图5是本实用新型中转链组件的立体结构示意图;
28.图6是图5的另一立体结构示意图;
29.图7是本实用新型中剪链组件的立体结构示意图;
30.图8是图7的俯视结构示意图;
31.图9是本实用新型中链条纵向定位板的立体结构示意图。
具体实施方式
32.下面通过实施例,对本实用新型的技术方案作进一步具体的说明。
33.实施例1:一种单双环剪链机,包括链条1和控制仪表箱2,还包括机架3,所述的机架3的一侧壁设有预进料导向组件4,所述的机架3的上部设有走链传动组件5,所述的机架3中设有转链组件6,所述的转链组件6的下方设有与机架3固定的剪链组件7,所述的链条1从预进料导向组件4进行进链操作,链条1通过走链传动组件5进行导链,链条1通过转链组件6控制剪链长度,链条1通过剪链组件7进行剪链操作,所述的走链传动组件5、转链组件6和剪链组件7分别通过控制仪表箱2控制;
34.所述的走链传动组件5包括可驱动链条1进行走链的走链轮8;
35.所述的转链组件6包括可转动的落链十字套9,所述的链条1从落链十字套9中穿过,所述的落链十字套9中的链条1通过转链定位接近开关10进行感应;
36.所述的剪链组件7包括对链条1进行剪链操作的切断刀11。
37.所述的走链传动组件5还包括与机架3固定的位置调节座12,所述的位置调节座12的上部设有蜗轮减速器13,所述的走链轮8通过蜗轮减速器13 进行传动,所述的蜗轮减速器13的另一侧设有随蜗轮减速器13进行转动的走链轮8,所述的蜗轮减速器13通过伺服电机16进行驱动;
38.所述的转链组件6还包括与机架3固定的安装座17,所述的安装座17中设有转链伺服电机18,所述的转链伺服电机18驱动主动转链齿条19进行转动,所述的主动转链齿条19带动被动转链齿条20进行转动且被动转链齿条 20与落链十字套9固定;
39.所述的剪链组件7还包括与机架3固定的支承板21,所述的支承板21中设有一对呈对称且间隔分布的液压油缸22,二个液压油缸22间形成进链通道,所述的液压油缸22的内侧设有对链条1进行横向定位的链条横向定位座23,所述的切断刀11通过液压油缸22对链条1进行剪链操作,所述的支承板21 上设有与链条横向定位座23呈对应分布的链条纵向定位板24,二个链条横向定位座23夹持链条1时与链条纵向定位板24配接定位链条。
40.所述的链条纵向定位板24包括与机架3固定的安装基座25,所述的安装基座25的外壁设有可调节的调节铜垫26,所述的调节铜垫26与安装基座25 间通过铜垫左右挡块27相支撑定位。
41.所述的预进料导向组件4与走链传动组件5间设有走链导向组件28且走链导向组
件28与机架3固定,所述的走链导向组件28包括引导链条1进行滑动的走链导向轮29。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1