用于锯切机器的预先划刻工具的制作方法
1.本发明涉及一种用于锯切机器的预先划刻工具,尤其用于以手持式锯切机器或半固定式锯切机器的形式的锯切机器,或作为所述锯切机器的组成部分,其中,预先划刻工具设计成用于绕转动轴线能够转动地驱动并且具有带有彼此背离的平坦侧的盘形的叶片体,所述叶片体在其由转动轴线穿过的中心具有机器容纳部用于能够脱开地固定在锯切机器的预先划刻部工具容纳部处并且在其径向的外周缘处关于转动轴线具有划刻齿组件用于将刻痕引入到工件的第一工件表面中,其中,所述划刻齿组件具有至少一个横向于平坦侧走向的主切割边缘用于制造刻痕的刻痕底部并且在彼此相对的侧处关于至少一个主切割边缘横向于至少一个主切割边缘具有附加切割边缘用于制造刻痕的刻痕侧面,其中,附加切割边缘的关于转动轴线径向地在内部的、设置成用于将刻痕引入到工件中的端部区域相对于预先划刻工具的径向的外周缘具有如下的径向距离,使得借助预先划刻工具能够制造不同深度的直至通过径向距离限制的最大深度的刻痕并且锯切机器借助锯切工具能够将与刻痕对齐的锯切切割从工件的与第一工件表面相对的第二工件表面以锯切切割的相对于刻痕的刻痕宽度较小的锯切切割宽度引入到工件中,从而工件在刻痕侧面处不发生剥离。
2.此外,本发明涉及一种包括预先划刻工具的系统以及一种具有预先划刻工具和锯切工具的锯切机器。
背景技术:
3.这种预先划刻工具例如结合根据ep 0 324 444 a2的划刻装置进行描述。预先划刻工具具有锥形的切割齿,也就是说主切割边缘,其布置在附加切割边缘之间,其中,附加切割边缘倾斜地走向,也就是说构造锥形地逐渐变细的齿。由于倾斜地走向的附加切割边缘可行的是,界定待制造的刻痕的不同的横向宽度,从而在手持式锯切机器中能够使用不同的锯切片(其还能够被称为主锯切片)。
4.具有预先划刻机组的手持式锯切机器例如从de 73 24 551 u1、de 91 06 212 u1和us 5 287 786中已知。
5.从cn 201 257 550 y得知如下划刻工具,借助其能够将刻痕引入到工件的表面中。如此制造的刻痕可以是装饰。所述刻痕不适用于从工件的相对侧以锯切片引入锯切切割。
6.wo 2019/147181 a1描述了一种木锯切片。
7.us 5,713,259涉及一种用于高速锯切的锯切片。
8.us 2008/0301954 a1涉及一种气动的锯切机器。
9.另外的锯切片在de 10 2004 001 960 a1和ep 1 741 508 a1中阐释。
10.无论如何,借助从ep 0 324 444 a2中已知的预先划刻工具不能够制造用于接着的锯切切割的令人满意的刻痕。
技术实现要素:
11.因此本发明的任务是,提供一种改善的用于制造刻痕的器件,所述刻痕设置成用于接着制造锯切切割。
12.为了解决所述任务,在开头提及的类型的预先划刻工具中设置成,划刻齿组件具有仅仅一个唯一的划刻齿或至少两个划刻齿,其相对于彼此具有关于转动轴线至少20
°
的角度间距。
13.本发明的基础思想在于,划刻齿组件具有几个划刻齿或无论如何具有如下划刻齿,其相对于彼此具有相对大的角度间距或弧间距。在此,基础思想是,几个划刻齿足以制造足够品质的刻痕,其中,同时预先划刻工具具有小的磨损。
14.预先划刻工具有利地设置和设计成用于制造具有受限制的最大深度的刻痕。
15.锯切工具有利地设计和设置成用于制造切断工件的锯切切割。
16.有利地,为了预先划刻工具的根据规定的工作运行设置成,预先划刻工具仅仅划刻工件并且没有切断工件。
17.锯切工具例如设计和/或设置成用于以相比于预先划刻工具较大的穿入深度穿入到工件中。
18.借助预先划刻工具能够制造不同深度的刻痕,这例如借助开头提及的根据cn 201 257 550 y的预先划刻工具基本上是不可行的。在这种预先划刻工具相对于锯切机器的主机组或引导面(所述引导面沿着工件滑动)的深度调节的情况下,会产生具有太大的宽度的刻痕,无论如何具有如下宽度,其明显大于通过锯切工具制造的锯切切割的宽度。
19.关于最大深度的调节范围如下是优选的,即径向距离、也就是说附加切割边缘到预先划刻工具的径向的外周缘的径向长度(这确定了刻痕的最大深度)为至少1.2mm。优选地,径向距离或最大深度还较大,即例如为1.5mm、2mm或进一步优选地至少为2.3mm、2.4mm或2.5mm。由此,能够制造直至最大2.5mm的刻痕。还有利的是,径向距离例如为3mm,从而借助预先划刻工具能够制造直至所述深度的刻痕。
20.划刻齿优选地具有特别大的角度间距。例如在划刻齿(其依次布置在叶片体的径向的外周缘处,也就是说,沿叶片体或预先划刻工具的周缘方向依次布置)之间的角度间距至少为30
°
。例如45
°
、60
°
或甚至90
°
的较大的角度间距也是优选的。角度间距还能够为180
°
或360
°
。
21.所述角度间距能够设置在所有划刻齿之间。但是还可行的是,预先划刻工具相对于彼此具有带有不同的角度间距的划刻齿。然而,优选的是,划刻齿组件的至少两个、优选所有的划刻齿相对于彼此具有相同或基本上相同的角度间距。
22.此外有利的是,划刻齿组件具有最多六个划刻齿、优选地最多五个划刻齿。还进一步优选的是最多四个划刻齿或三个划刻齿。仅仅两个划刻齿或仅仅一个划刻齿在预先划刻工具的外周缘处的布置方式也是可行的。
23.基本上可行的是,附加切割边缘相对于彼此平行地走向,也就是说,其例如平行于平坦侧的表面或平行于平坦侧。但是其还能够具有倾斜走向、锥形走向、弧形走向或类似走向。
24.例如,附加切割边缘的径向地在外部的端部区域(也就是说,附加切割边缘的如下区域,其布置在主切割边缘旁边或过渡到其中)具有平行于转动轴线的第一横向间距,而附
加切割边缘的关于转动轴线径向地在内部的、设置成用于将刻痕引入到工件中的端部区域具有平行于转动轴线的第二横向间距。直至附加切割边缘的所述端部区域可行的是制造刻痕。第一横向间距对于刻痕在刻痕底部处的宽度是决定性的,第二横向间距对于刻痕在工件的第一工件表面处的最大宽度是决定性的。第二横向间距优选地至少与第一横向间距一样大。优选的是,第二横向间距与第一横向间距相同,也就是说,附加切割边缘与转动轴线成直角地平行于彼此地走向。但是还可行的是,第二横向间距以最大1.5mm、优选地最大1mm或甚至仅仅0.8mm或0.7mm大于第一横向间距。第二横向间距还能够以最大0.5mm或0.6mm大于第一横向间距。优选的是如下变型方案,在其中,第二横向间距以最大0.4mm或0.5mm大于第一横向间距。
25.可行的是,划刻齿组件的至少一个划刻齿、优选地多个划刻齿或所有划刻齿分别具有两个附加切割边缘,在其之间走向有主切割边缘。因此也就是说,那么这种划刻齿不仅提供主切割边缘或具有所述主切割边缘,而且在彼此相对的侧处提供两个附加切割边缘或具有所述附加切割边缘。
26.但是还可行的是,划刻齿设置成,其仅仅在叶片体的一各平坦侧处实现切割功能,在另一平坦侧处则不实现切割功能。由此本发明的一设计方案能够设置成,划刻齿组件具有至少两个沿叶片体的周缘方向依次布置的划刻齿,所述划刻齿附加切割边缘突出到叶片体的彼此相对的平坦侧之前并且所述划刻齿在相应另一平坦侧的区域中不具有附加切割边缘或不具有突出到另一平坦侧之前的附加切割边缘。由此,也就是说,一个划刻齿在一个平坦侧处切割刻痕侧面的区段,另一个划刻齿在相对的平坦侧处切割与之前提及的刻痕侧面相对的刻痕侧面。
27.附加切割边缘能够例如具有弧形的或凹形的走向。因此,附加切割边缘能够构造球形的轮廓。
28.优选的构思设置成,附加切割边缘和/或至少一个主切割边缘直线形地走向。也就是说,基本上可行的是,附加切割边缘是直线形的,主切割边缘是弧形的或弯曲的或附加切割边缘还弧形地走向,而主切割边缘是直线形的。例如能够设置成,附加切割边缘是直线形的并且主切割边缘向径向外部凸形地走向,从而那么刻痕底部能够凹部形地制造。
29.附加切割边缘和至少一个主切割边缘在横截面中优选地形成梯形形状。在此,有利的是,梯形具有直的侧边缘或切割边缘。但是还可行的是,如下的形状被理解为梯形,在其中附加切割边缘和/或主切割边缘具有弯曲的、尤其平坦地弯曲的或平坦地弧形的走向。
30.此外有利的是,附加切割边缘长于至少一个主切割边缘。由此,能够例如制造相对深的刻痕。因此也就是说,刻痕的最大深度由于相对长的附加切割边缘是大的和/或附加切割边缘从其径向地在内部的区域直至其径向地在外部的区域的径向距离大于主切割边缘关于平行于转动轴线的轴线的长度。
31.有利地,至少一个主切割边缘和附加切割边缘在其相应的切割区域处相对于彼此成角度。因此有利的是,主切割边缘和附加切割边缘具有切割区域,在其中,所述主切割边缘和附加切割边缘包围一角度并且在其中至少一个主切割边缘和相应的附加切割边缘成角度地相交。理解的是,尤其当切割边缘中的一个具有弯曲部或隆起部时,在主切割边缘与附加切割边缘之间还能够设置有倒圆的切割区域。
32.附加切割边缘整体上或无论如何与主切割边缘相交的附加切割边缘的区域具有
相对于彼此例如至少90
°
或刚好90
°
的角度。但是所述角度还能够最大为105
°
、最大为100
°
或最大为98
°
。还有利的是,附加切割边缘或相应的附加切割边缘关于主切割边缘包围例如最大为97
°
或96
°
、尤其95
°
或94
°
的角度。例如,附加切割边缘相对于平坦侧平坦地倾向,例如以0
°
至10
°
、尤其0
°
至7
°
、优选地0
°
至6
°
或0
°
至5
°
或0
°
至4
°
的角度。在主切割边缘与附加切割边缘之间的大角度例如当锯切片的配属有用于制造刻痕的预先划刻工具的主切割边缘或切割宽度具有小的宽度变化时是有利的。然而,当锯切片的主切割边缘或切割宽度以较小的数值变化时,在预先划刻工具的主切割边缘与附加切割边缘之间的小角度是有利的,因为借助预先划刻工具制造的刻痕的宽度较少地取决于预先划刻工具到工件中的穿入深度。
33.叶片体关于转动轴线有利地具有基本上圆形的外周缘。至少一个主切割边缘或在指向主切割边缘处的、布置在叶片体处的切割体向径向外部关于转动轴线以径向间距突出到叶片体的外周缘之前。该径向间距例如为0.5mm至1.5mm,特别优选地0.2mm至0.4mm。该径向间距能够最小例如为0.1mm至0.15mm。该径向间距优选最大为0.5mm至0.04mm。
34.至少一个附加切割边缘、例如具有附加切割边缘的切割体有利地突出到叶片体的相应的平坦侧之前,在其处布置有附加切割边缘。
35.因此通过所述两个已经提及的措施实现,叶片体本身没有与所制造的刻痕到达接触中,而是仅仅切割边缘与所制造的刻痕到达接触中。这保护工件并且此外还保护预先划刻工具,因为产生较少的摩擦并且结果产生较少的热。
36.划刻齿组件的至少一个划刻齿、优选其所有划刻齿具有布置在叶片体处的切割体,其具有主切割边缘和附加切割边缘作为整体,但是至少具有附加切割边缘的一区段。优选地,这种切割体在彼此相对的侧处具有两个附加切割边缘。切割体由比叶片体较硬的材料制成。由此,叶片体能够例如具有相对弹性的特性,而与此相对地切割体明显较硬并且最佳地适用于切入到工件中。
37.优选的构思设置成,切割体具有至少1500hv、优选地2000hv、优选地至少3000hv的维氏硬度。hv在此代表维氏硬度。优选地,首先,切割体的维氏硬度整体上或在主切割边缘或附加切割边缘的区域中为至少4000hv,甚至至少为4500hv。优选的构思此外设置成,切割体由非金属制成。例如切割体能够由陶瓷材料制成。此外实际上被证明为有利的是,切割体由钻石材料或由多晶体的钻石材料制成。但是切割体还能够例如由硬金属制成,也就是说,其具有例如大约1500hv的硬度。
38.预先划刻工具的叶片体优选地具有大概350-480hv、尤其大概400-450hv的硬度。
39.在此基础思想是,切割体虽然由于其硬度是相对脆的,但是这在待加工的材料的情况下(即规律地在工件、尤其切削板的涂层的情况下)不呈现问题。待由预先划刻工具进行切割的或进行刻痕的工件的材料具有均匀的品质,从而切割体可以说均匀地被加载。与此相对地,能够在可通过锯切片或锯切工具切割的工件的核心中设置有嵌入物、硬的区段或类似物,然而其不伤害预先划刻工具。所述嵌入物或硬的区域由锯切片或锯切工具切碎。
40.切割体优选地在背侧或在其关于切割方向(沿所述切割方向设置有至少一个主切割边缘和至少一个附加切割边缘,以用于切入到工件中)的背侧处在主切割边缘的区域中并且完全或部分地在附加切割边缘的区域中(也就是说,在至少一个附加切割边缘的至少一个区段的区域中)通过叶片体进行支撑。由此,能够将大的驱动力从叶片体传递到切割体
上。这在随后的措施中也是这种情况,在其中有利地设置成,叶片体在切割体的背侧处具有关于转动轴线凸形的、例如圆环形的外周缘轮廓。因此也就是说,叶片体在切割体的背侧处可以说是坚固的并且发挥支撑作用。
41.叶片体优选地向径向外部关于转动轴线在至少一个附加切割边缘旁边延伸直至主切割边缘的区域中。
42.可以说沿工作方向或转动方向在前方,切削空间在一个或多个划刻齿处是有利的。有利地设置成,在划刻齿组件的至少一个划刻齿、优选地在所有划刻齿或多个划刻齿之前布置有切削空间。切削空间能够例如以凹部的类型进行设计。有利的是,切削空间v形地或u形地从叶片体的径向的外周缘向径向内部延伸至转动轴线。优选地,切削空间具有受限制的角度范围,例如关于转动轴线最大为30
°
、优选地最大为20
°
或15
°
的角度范围。在较大的角度范围上的切削空间可能具有缺点,即其延伸直至沿转动方向在前面的划刻齿的背部或背侧,从而其在其背部处可以说不再最佳地通过叶片体进行支撑。
43.叶片体优选地具有关于转动轴线基本上圆形的外周缘。在所述外周缘处优选地仅仅关于切割方向(沿所述切割方向设置有至少一个主切割边缘,以用于切入到工件中)设置有一个前置于主切割边缘的切削空间或多个、相应前置于主切割边缘的切削空间。否则叶片体具有圆形的外周缘,也就是说,所述叶片体以其外周缘在预先划刻工具的工作运行时沉入到所制造的刻痕的区段中。
44.此外,有利的是包括用于所描述的类型的或开头还提及的类型的锯切机器的预先划刻工具(其在权利要求1的前序部分中进行界定)以及以用于锯切机器的锯切片的类型的锯切工具的系统。也就是说,该系统包括两个工具,即锯切片和预先划刻工具。锯切片具有带有与彼此背离的平坦侧的盘形的锯切叶片体,所述锯切叶片体在其由转动轴线穿过的中心中具有机器容纳部用于能够脱开地固定在锯切机器的锯切工具容纳部处。在锯切叶片体关于转动轴线的径向的外周缘处布置有带有沿周缘方向依次布置的锯切齿的锯切齿组件。然而,锯切片的锯切齿的数量大于预先划刻工具的划刻齿的数量。例如,锯切齿的数量至少是预先划刻工具的划刻齿的数量三倍大或四倍大。在上述类型的系统的情况下,当锯切片的锯切齿的数量等于划刻齿的数量时还有利的是,预先划刻工具在其主切割边缘处的材料比锯切片在其横向于锯切片的平坦侧走向的主切割边缘处的材料硬至少50%或至少60%或70%。就此而言应该提到的是,锯切片优选地还具有附加切割边缘,在其之间相应地布置或走向有主切割边缘。
45.半固定式锯切工具能够例如是摆锯、斜角锯、台锯或类似物。手持式锯切机器优选地是沉入式锯,但是还能够是摆罩锯。
46.预先划刻工具的外直径最大为锯切片的外直径的50%、优选最大40%、尤其最大30%。因此也就是说,预先划刻工具明显小于锯切片。预先划刻工具的机器容纳部同样有利地小于锯切片的机器容纳部。例如,预先划刻工具的机器容纳部的内直径是锯切片的机器容纳部的内直径的一半大。
47.在锯切片的外直径与锯切片的机器容纳部的外直径之间的比例与在预先划刻工具的外直径与预先划刻工具的机器容纳部的外直径之间的比例偏差最大30%、尤其最大20%。
48.有利的是,预先划刻工具的叶片体具有比锯切片的叶片体较大的厚度。叶片体的
厚度通过在叶片体的相应平坦侧之间的间距来确定。
49.就此而言应该提到的是,但是有利的是,锯切片的叶片体和/或预先划刻工具具有平整的或平面的平坦侧。基本上可行的是,例如平坦侧具有一种凸起部或隆起部,尤其朝向机器容纳部的凸起部或隆起部。之前所提及的叶片体的厚度在锯切片中优选地大约为1mm至1.6mm。预先划刻工具的叶片体优选地具有大概1.2mm-2mm的厚度。
50.有利的是,预先划刻工具的切割宽度大于锯切片的切割宽度。优选地,预先划刻工具的切割宽度至少比锯切片的切割宽度宽0.05mm、优选地0.1mm。
51.此外有利的是,预先划刻工具的切割宽度在1.9mm与2.4mm之间。锯切片的切割宽度优选地处于大概1.6-2mm的范围中,优选地大约为1.8mm。
52.此外,本发明涉及一种锯切机器、例如手持式锯切机器或半固定式锯切机器,其具有包括已经提到的预先划刻工具以及锯切工具的系统。锯切机器具有通过锯切驱动器马达地驱动的用于锯切工具的锯切工具容纳部,以用于将锯切切割沿着工作方向引入到工件中。此外,锯切机器具有沿工作方向在锯切工具容纳部之前布置的预先划刻部工具容纳部、尤其具有通过预先划刻部驱动器驱动的用于预先划刻工具的预先划刻部工具容纳部的预先划刻机组。
53.预先划刻部驱动器和锯切驱动器包括例如与彼此分离的电马达。但是就此而言应该提到的是,基本上锯切驱动器或唯一的驱动器还能够通过相应的传动装置、例如传递传动机构形成预先划刻部驱动器,也就是说,唯一的驱动器或锯切驱动器驱动预先划刻部工具容纳部和锯切工具容纳部和布置在其处的工具。不仅在通过唯一的电驱动马达来驱动锯切工具容纳部和预先划刻部工具容纳部的情况下,而且在通过与彼此分离的驱动马达进行驱动的情况下,都能够毫无问题地实现随后的措施:有利的是,锯切工具容纳部的工作转速小于预先划刻部工具容纳部在锯切工具的锯切运行时的工作转速。锯切工具容纳部的工作转速能够是可变的,例如通过设置有用于调整锯切驱动器的转速的分压器或其它的调整元件。然而,锯切工具容纳部的工作转速的范围优选如下地进行选择,使得锯切工具容纳部的工作转速相应于预先划刻部工具容纳部的工作转速的最大50%、优选地最大40%或30%。例如还可行的是,锯切工具容纳部的工作转速还较小,例如仅仅为预先划刻部工具容纳部的工作转速的25%或20%。
54.锯切工具容纳部的工作转速的典型的范围有利地在大约3000转/分钟与大约7000转/分钟之间,而预先划刻部工具容纳部的工作转速优选地在15000转与25000转/分钟之间。该工作转速例如是锯切工具容纳部的转速或预先划刻部工具容纳部的转速,其为了手持式锯切机器的典型的锯切运行而被调整或能够被调整。
55.预先划刻工具和锯切片或锯切工具有利地设计成用于以之前提及的工作转速和在预先划刻工具与锯切工具或锯切片的工作转速之间的关系进行运行,例如通过预先划刻工具和锯切工具由适用于相应的工作转速的材料制成和/或具有适用于相应的工作转速的几何特性。
56.预先划刻部工具容纳部的工作转速和/或锯切工具容纳部的工作转速优选地能够借助例如分压器或其它的调整器件来调整。优选的是,锯切工具容纳部的工作转速是能够调整的并且预先划刻部工具容纳部的工作转速是恒定的。
57.进一步有利的是,齿进给(锯切齿和划刻齿以所述齿进给相应地切入到工件中)如
下地进行选择,使得齿进给在典型的手动操纵中、即例如手持式锯切机器沿着工件或工件沿着半固定式锯切机器的手动的进给中,也就是说以典型的大概2-6m/min的平均进给速度在锯切工具中处于0.007与0.02之间,而其在预先划刻工具中处于0.033与0.1之间。齿进给通过(手动的)进给速度(也就是说在工件与用于引入锯切切割的锯切机器之间的相对速度)和相应的机器容纳部的转速与在预先划刻工具中的划刻齿或在锯切工具中的锯切齿的数量的乘积的商来界定。
58.尤其有利的是,预先划刻工具以所谓的同步锯的类型进行驱动。也就是说,有利的是,锯切工具和工件为了将锯切切割引入到工件中相对于彼此沿着其运动的进给方向相应于在预先划刻工具的径向的外周缘处的转动方位或转动方向,所述外周缘的切线平行于进给方向。因此也就是说,预先划刻工具在工作运行时可以说作为进给机构起作用。所述措施有利于,相比于锯切工具,预先划刻工具以较高的转速被驱动。
59.有利的是,锯切工具容纳部和预先划刻部工具容纳部在锯切工具的工作运行时以彼此相对的转动方位驱动。显然,基本上可行的会是,锯切工具容纳部和预先划刻部工具容纳部同方向地被驱动。
60.有利地,锯切工具容纳部的转速相比于预先划刻部工具容纳部的转速能够如下地进行调整,尤其锯切驱动器和/或预先划刻部驱动器的从动转速能够如下地进行调整,使得锯切片的切割速度在预先划刻工具的切割速度的大概50%至200%的范围内,尤其大约在80%至120%的范围内。例如,锯切驱动器和预先划刻部驱动器涉及电动马达,其从动转速是能够调整的。还可行的是,预先划刻部驱动器的转速是恒定的并且为了调整之前提及的关系能够调整锯切驱动器的转速。
61.此外有利的是,锯切工具容纳部的转速相比于预先划刻部工具容纳部的转速能够如下地进行调整,使得在预先划刻部工具容纳部与预先划刻工具的组合的情况下在预先划刻工具的径向的外周缘处的划刻齿的转速与数量的乘积是在锯切片的径向的外周缘处的锯切齿的转速与数量的乘积的最大80%、优选地最大60%、进一步优选地最大40%或30%。齿的数量与工具容纳部所配属的转速的这两个乘积对于齿进给来说是决定性的参数,其中,其形成商的分母,其分子是锯切机器与工件相对于彼此的进给速度。
62.对于锯切片和预先划刻工具的数值,值得一提的是如下一些有利的设计方案,即例如锯切片具有150-180mm的直径。在预先划刻工具中,最大75mm、优选地最大60mm或50mm的外直径是有利的。锯切工具的机器容纳部例如具有大约15-30mm、优选地大约18-22mm、尤其大约20mm的直径。预先划刻工具的机器容纳部优选地具有大约6-8mm、尤其大约6.5mm或1/4英寸的直径。
63.无论如何优选的是,外直径与机器容纳部的直径的比例不仅在预先划刻工具中而且在锯切片中为大约7-9、优选地大约7.4-8.5。但是,实际上在锯切工具或锯切片中还可行并且有利的是,外直径与机器容纳部的直径的比例在大概7.5-10的范围中。在预先划刻工具中,在其外直径与其机器容纳部的直径之间的比例能够在大概5-13的范围中。
64.有利地设置成,锯切片的外直径与所述或一驱动锯切工具容纳部的锯切驱动马达的外直径的比例大于、尤其至少1.5倍大于、优选地两倍大于、进一步优选地至少2.5倍大于预先划刻工具的外直径与所述或一驱动预先划刻部工具容纳部的预先划刻部驱动马达的外直径的比例。例如,锯切驱动马达是电换向的马达,而预先划刻部驱动马达是万能马达或
直流马达。锯切驱动马达具有例如比预先划刻部驱动马达较大的电功率和/或较大的转矩。
65.手持式锯切机器是待手动地沿着工件引导的锯切机器。机器能够自由地在工件上被引导,也就是说在没有引导轨道的情况下运行。然而,优选的是借助引导轨道的运行。优选地,手持式工具机器是沉入式锯和/或不具有用于锯切工具和/或预先划刻工具的自由地突出到引导面之前的区段的保护遮盖部。
66.锯切机组和预先划刻机组布置在引导机构的与引导面相对的上侧处。引导机构包括例如所谓的锯切台。引导机构或引导体优选地包括板体,在其一侧处布置有并且在其与引导面相对的侧或上侧处布置有锯切机组和预先划刻机组。在引导面处优选地布置有引导容纳部、例如纵向槽或诸如此类,用于引导轨道的引导肋或引导突出部。
67.锯切驱动马达和/或预先划刻部驱动马达优选地是电马达,尤其万能马达或无刷的电子换向马达或直流马达。能够应用不同的马达类型作为锯切驱动马达和预先划刻部驱动马达,例如应用电子换向的马达作为锯切驱动马达和应用直流马达作为预先划刻部驱动马达。
附图说明
68.随后本发明的实施例根据附图进行阐释。其中:图1示出从具有锯切机组和预先划刻机组的在上方的深度调整位置中的手持式锯切机器的斜前方的透视的倾斜视图,图2示出根据图1的手持式锯切机器,然而,在下方的深度调整位置中,图3示出在引导轨道上在斜角位置中并且从斜后方看的根据图1、2的手持式锯切机器,图4示出来自图3的从正前方到手持式锯切机器的下部以及到引导轨道上的细节视图,其中,手持式工具机器的引导体和引导轨道以附加的后抓握轮廓接合到彼此中,图5示出具有与锯切机组分离地绕斜角轴线能够摆动的预先划刻机组或关于斜角轴线位置固定的预先划刻机组的根据前面的图的手持式锯切机器的变型方案,图6示出根据图1的手持式锯切机器的侧视图,例如沿视线方向br1具有敞开的保护壳体和其在上方的深度调整位置中的锯切机组,图7示出根据图6的视图右边的部分,其中,锯切机组调节最下方的深度调整位置,然而,预先划刻机组是不起作用的,图8示出根据图6、7的视图,然而,具有调节到最下方的深度调整位置中的锯切机组和调节到作用位置中的预先划刻机组,图9示出根据图8的视图,然而,具有调节到仅预先划刻深度调整位置中的锯切机组和调节到作用位置中的预先划刻机组,图10示出在释放位置中的仅预先划刻深度止挡机构,其实现了对根据图8的锯切机组的调节,作为以整体在图10中附加地从斜后方示出的手持式锯切机器的细节d2,图11示出根据图10的然而在其止挡位置中的仅预先划刻深度止挡机构,所述止挡位置相应于锯切机组的仅预先划刻深度调整位置,图12从斜前方、例如从图1的视线方向示出预先划刻机组的细节视图,图13示出在激活位置中的根据图12的预先划刻机组,然而从斜后方、例如相应于
在图3中的视线方向示出,图14示出根据图13的预先划刻机组的视图,其中,预先划刻机组被调节到解除激活位置中,图15示出通过根据图13的预先划刻机组的剖面,例如沿着通过其解除激活机构的剖切线a-a,图16示出倾斜地从前方到根据图1的手持式锯切机器的预先划刻机组上的视图,图17示出例如沿着剖切线b-b通过根据图16的预先划刻机组的部分剖面,其中,为了说明在图17中示出的细节d3,附加地以小图示示出通过作为整体的手持式锯切机器的剖面,图18示出具有敞开的保护壳体的根据前面的图的手持式锯切机器的侧视图,例如相应于根据图6的视图,图19从斜前方示出保护壳体的盖,例如以根据图1的透视图,图20示出手持式锯切机器的变型方案的类似于图18的视图,图21从一侧示出手持式锯切机器的另外的变型方案,例如相应于在图1中的视线方向br1,图22从斜前方示出根据前面的图的手持式锯切机器,其中,保护壳体以根据图19的盖封闭,图23示出根据图22具有调节到敞开位置中的遮盖元件的视图的前方的细节d4,图24示出根据图23的视图,然而,具有调节到遮盖位置中的遮盖元件,图25示出根据图19具有调节到敞开位置中的遮盖元件的盖的部分区域,对应于根据图23的部分视图,图26示出根据图25的视图,然而,具有调节到遮盖位置中的遮盖元件,图27从斜后方示出根据图1的手持式锯切机器,以说明预先划刻部手柄体,图28从斜前方示出根据图27的手持式锯切机器,图29示出具有附加的预先划刻部手柄体的根据图27的手持式锯切机器的变型方案,图30从斜前方示出根据图29的手持式锯切机器,图31示出具有在固定位置中的固定机构的根据前面的图的手持式锯切机器的侧视图,图32示出根据图31的手持式锯切机器的固定机构的透视的倾斜视图,图33从一侧示出根据前面的图的手持式锯切机器的示意性的视图,图34示出具有另外的带动机构的根据图33的手持式锯切机器的变型方案,图35示出具有能够手动地并且单独地操纵的预先划刻机组的手持式锯切机器的示意性的视图,图36示出具有预先划刻机组的手持式锯切机器,其能够以马达的方式进行调节,图37示出具有能够通过力传递元件手动操纵的预先划刻机组的手持式锯切机器,图38以透视的倾斜视图示出在解除激活位置中的具有备选的预先划刻部深度调整器件和备选的解除激活机构的预先划刻机组的变型方案,图39示出根据图38的预先划刻机组,然而在激活位置中,
图40示出沿着在图39中的剖切线c-c通过预先划刻机组的剖面,图41示出根据图38-40的预先划刻机组的分解图示,图42示出具有四个划刻齿的预先划刻工具,图43示出包括根据图42的沿着剖切线d-d剖切的预先划刻工具以及锯切工具的系统,图44示出来自图43的细节d5,图45透视地倾斜地示出根据图42的预先划刻工具,图46示出具有三个划刻齿的预先划刻工具,图47示出具有划刻齿、备选地具有两个划刻齿的预先划刻工具,图48示出预先划刻工具的划刻齿的其它的设计方案,例如相应于根据图44的细节d5,具有相对于彼此成角度的附加切割边缘区段,图49示出划刻齿的备选的设计方案,例如以根据图48的划刻齿的类型,然而,具有凹形的附加切割边缘,图50示出具有凸形的附加切割边缘的划刻齿的另外的设计方案,以及图51从一侧示出锯切工具。
具体实施方式
69.手持式锯切机器10例如以沉入式锯的类型进行设计,但是还能够例如具有摆罩或类似的其它的保护遮盖部并且由此是摆罩锯。
70.手持式锯切机器10具有带有锯切驱动马达12的锯切机组11,该锯切驱动马达容纳在锯切机组壳体13的马达壳体部分28中。锯切驱动马达12直接地或通过在附图中不可见的传动机构驱动锯切工具容纳部14,在所述锯切工具容纳部处布置有或能够布置有锯切工具15。例如,保持螺纹紧固件或保持元件14a用于将锯切工具15保持在锯切工具容纳部14处。
71.借助锯切深度调整支承件16,锯切机组11能够作为整体绕深度调整轴线ts关于引导机构17摆动,在所述引导机构处布置有锯切机组11。通过这种摆动运动,锯切工具15能够在上方的深度调整位置ot与多个下方的深度调整位置之间调整,例如根据图2或8的最下方的深度调整位置ut。在下方的深度调整位置ut中,锯切工具15突出到引导机构17的引导体18的引导面19之前,例如以便将锯切切割引入到工件w中。
72.借助引导面19,引导体18和由此手持式锯切机器10能够作为整体例如直接沿着工件w的工件上侧wo沿工作方向ar被引导。引导面19以纵向轴线l平行于工作方向ar延伸。
73.引导体18但是还能够例如沿着引导轨道200的上侧或引导面202被引导,所述引导轨道能够以其下侧201被置上到工件w上。由此,能够将特别精确的且直的锯切切割引入到工件w中。
74.引导轨道200具有带有沿着引导轨道200的纵向轴线ls(工作方向ar沿所述纵向轴线定向)在沿工作方向ar在后方的端侧207与沿工作方向ar在前方的端侧208之间延伸的纵向窄侧203、204的纵向形状。锯切工具15能够经过纵向窄侧204沉入到工件w中。
75.平行于纵向轴线ls,此外延伸有以纵向肋的形式的配对引导轮廓206以及可选地延伸有容纳槽205。容纳槽205例如用于容纳辅助器件、用于夹持引导轨道200的夹持机构或类似物。纵向肋或引导轮廓206向上方突出到引导面202之前并且用于接合到在引导体18的
引导面19处的引导轮廓216中。引导轮廓216例如设计为伸长的、沿着引导体18的纵向轴线l延伸的容纳槽217。
76.引导轨道200的备选的设计方案例如以引导轨道200a的形式示意性地示出。引导轨道200a具有后抓握突出部210,所述后抓握突出部突出到引导面202之前并且从至少一个后抓握支脚211、优选彼此相对的两个后抓握支脚211横向地在侧向伸出,例如形成t形结构。后抓握支脚211接合到可选地设置在引导面19处的容纳部220中,所述容纳部具有后抓握容纳部221。例如,在引导面19的平面中支撑支脚222沿朝向容纳部220的方向突出,所述容纳部能够由后抓握支脚211后抓握,所述后抓握支脚接合到后抓握容纳部221中。由此,引导机构17沿与引导面18垂直的力方向保持在引导轨道200a处,但是仍然沿工作方向ar沿着引导轨道200a能够移位。容纳部220和后抓握突出部210具有纵向形状并且沿纵向轴线l或ls的方向走向。
77.引导体具有随后被称为工具纵向侧18a的纵向侧(在其处布置有锯切工具15)以及可以说无工具的纵向侧18b,其与纵向侧18a平行地走向并且与所述在引导体18的前方的与后方的端侧18c、18d之间的纵向侧一样延伸。
78.锯切机组11布置在引导机构17或引导体18的与引导面19相对的上侧19a处。引导体18例如通过引导板形成或是板状的。当引导面19基本上是平面(除了布置在其处的容纳轮廓,尤其例如容纳部220和/或引导轮廓216之外)时,上侧19a能够承载功能性的构件和/或通过肋结构增强。尤其可行的是,操作者为了引导手持式锯切机器10(尤其在手柄部分18f的区域中靠近前方的端侧18c)抓住和/或操纵上侧19a,例如以便对引导体18的前方的区段以垂直于引导面19的力方向沿朝向工件w或引导轨道200的方向进行加载。手柄部分18f能够例如是平面或包括平面。有利地,手柄部分18f具有抓握凹部。手柄部分18f但是还能够例如包括抓握元件218,例如杆形的或旋钮形的手柄。
79.锯切机组11作为整体借助锯切机组弹簧组件20沿朝向上方的深度调整位置ot的方向加载。锯切机组弹簧组件20例如包括螺旋弹簧20a。螺旋弹簧20a或弹簧组件20一方面支撑在引导机构17的上侧19a处,另一方面支撑在锯切机组壳体13的下侧处。
80.除了绕深度调整轴线ts的深度可调性,锯切机组11还能够绕斜角轴线g摆动。
81.手持式锯切机器10具有载体40。载体40包括保护壳体29。在载体40处保持有锯切机组11。
82.载体40和/或保护壳体29绕斜角轴线g能够摆动地支承在引导机构17处,即借助斜角支承组件21a的沿工作方向ar在前方的斜角支承件21和沿工作方向在后方的斜角支承件23,所述斜角轴线平形于引导机构17的纵向轴线l走向。斜角支承件21、22靠近或直接在引导体18的前方的和后方的端侧18c、18d处布置,也就是说,沿工作方向ar形成手持式锯切机器10的可以说最前方的和最后方的部件。
83.斜角支承件21、22相应地包括支承基座23,尤其以板的类型的支承基座,其从机构10的上侧19a向上方伸出,并且在其处绕斜角轴线g能够摆动地支承有支承体24(同样优选地设计为板)。
84.斜角支承件21、22在多个关于斜角轴线g的摆动位置中能够借助固定器件25进行固定。固定器件25包括例如夹持螺纹紧固件25a,借助所述夹持螺纹紧固件,支承基座23和支承体24朝向彼此能够被加载到夹持位置中,从而其力配合地和/或摩擦配合地和/或形状
配合地(例如借助接合到彼此中的齿)保持在彼此处并且将载体40在经调整的角度位置中关于斜角轴线g固定在引导机构17处。
85.备选于所述载体40的构思,在其处布置有锯切机组11和预先划刻机组31,以便借助斜角支承组件21a同时绕斜角轴线g能够转动,如下构思也是可行的,其中,预先划刻机组31独立于锯切机组11绕斜角轴线g能够摆动。对此,例如斜角支承件22a如在根据图5的手持式锯切机器10a的实施例中一样存在于本身相应于预先划刻机组31的预先划刻机组31a与锯切机组11之间。显然有利的是,所述斜角支承件22a还如斜角支承件21、22一样通过固定器件25能够固定,例如通过夹持螺纹紧固件进行固定,从而锯切机组11和预先划刻机组31关于斜角轴线g的相对位置能够被固定。
86.但是根据图5的实施方式还能够设置成,虽然锯切机组11能够绕斜角轴线g摆动,然而,预先划刻机组31a关于斜角轴线g位置固定地关于引导机构17进行布置。在这种情况下,斜角支承件22a也有利地设置在预先划刻机组31与锯切机组11之间。
87.载体40包括保护壳体29,所述保护壳体具有锯切工具容纳空间48用于容纳锯切工具15。锯切工具15在锯切工具容纳空间48中能够摆动运动地绕深度调整轴线ts能够摆动地得到容纳,其中,其在上方的深度调整位置ot中没有突出到锯切工具容纳空间48之前,然而,其在下方的深度调整位置中(例如在最下方的深度调整位置ut中)最大程度远地突出到保护壳体29和引导面19之前。
88.锯切工具容纳部14由锯切驱动马达12绕工具转动轴线ds以一转动方向如下地转动驱动,使得锯切工具15从其下侧wu切入到工件w中并且产生锯切切割sae。锯切工具15是锯切片,其齿沿转动方向朝向引导面19倾斜并且被驱动,从而齿在从工件上侧wo出来时能够导致开裂。为了防止所述问题,手持式锯切机器10具有预先划刻模块30。
89.预先划刻模块30包括预先划刻机组31,其沿工作方向ar布置在锯切机组11之前。预先划刻机组31与锯切机组11一样布置在载体40处。预先划刻部驱动马达32绕工具转动轴线dv驱动预先划刻部工具容纳部34,然而,以相比于工具转动轴线ds的转动方向相对的转动方向进行驱动。预先划刻部驱动马达32形成预先划刻部驱动器32a。
90.在预先划刻部工具容纳部34处能够可脱开地固定有预先划刻工具35、例如预先划刻部锯切片,尤其借助保持元件34a、尤其保持螺纹紧固件进行固定。预先划刻工具35在转动意义上如此被驱动,使得其齿从其工件上侧wo切入到工件w中并且产生刻痕ri,其与由锯切工具15接着在工件w中所建立的锯切切割对齐。刻痕比之后的锯切切割稍微较宽,从而锯切工具15没有与刻痕的纵向边缘相切并且由此在工件上侧wo处没有或很少有开裂、没有或很少有削屑的剥离或诸如此类出现。
91.在载体40处布置有预先划刻机组壳体33,在其中受保护地容纳有预先划刻机组31的重要的部件。因此也就是说,预先划刻机组壳体33关于载体40并且还关于保护壳体29位置固定,而预先划刻机组31的能够运动的构件、尤其预先划刻部驱动马达32、在预先划刻部驱动马达32与预先划刻部工具容纳部34之间的传动机构等能够运动地容纳在预先划刻机组壳体33的内部空间中。预先划刻部驱动马达32有利地容纳在与预先划刻机组壳体33分离的马达壳体33a中。马达壳体33a相对于预先划刻机组壳体33能够运动。
92.预先划刻机组31包括预先划刻部载体80,其借助预先划刻部深度调整支承件36绕深度调整轴线tv支承在载体40处。预先划刻部工具容纳部34同样容纳在保护壳体29的内部
空间中,即在同一保护壳体的预先划刻容纳空间49中。
93.预先划刻部载体80具有例如块状地或方形的形状。预先划刻部载体80例如具有纵向形状。预先划刻部载体80的纵向轴线或预先划刻部载体80整体上例如关于引导面19取决于其关于深度调整轴线tv的相应的摆动位置以锐角倾斜地倾向或在一些摆动位置中关于深度调整轴线tv平行于引导面19。
94.预先划刻部载体80在彼此相对的纵向端部区域处包括支承区段81(其在预先划刻部深度调整支承件36处绕深度调整轴线tv进行支承)以及具有马达容纳部83的马达区段82,在其处保持有预先划刻部驱动马达32。在预先划刻部驱动马达32与预先划刻部工具容纳部34之间能够布置有传动机构84,例如分级传动机构或类似传动机构。例如可行的是,由于传动机构84,工具转动轴线dv和预先划刻部驱动马达32的马达转动轴线dm相对于彼此具有横向间距。例如,马达转动轴线dm比工具转动轴线dv到引导面19具有较大的间距,所述工具转动轴线由此很靠近引导面19。由此,例如可行的是,预先划刻部驱动马达32具有比在如下结构类型中较大的直径以用于产生相应较大的转矩,在所述结构类型中,其马达转动轴线和工具转动轴线dv彼此对齐。
95.为了在上方的深度调整位置ot与下方的深度调整位置ut中的一个之间操纵锯切工具容纳部14,锯切机组11能够作为整体绕深度调整轴线ts摆动。对此,操作者能够例如抓住布置在锯切机组壳体13处的手柄26和/或27。手柄26沿工作方向ar在后方布置在锯切机组11处,手柄27在锯切机组壳体13的沿工作方向ar在前方的区域中布置在锯切机组11处。所述两个手柄26、27具有纵向形状。手柄26具有纵向轴线l26,其基本上平行于引导机构17的纵向轴线l走向,而手柄27的纵向轴线l27横向于所述纵向轴线l走向。也就是说,操作者能够例如通过到手柄27上的压力来产生绕深度调整轴线ts的转矩,由此,锯切工具容纳部14绕深度调整轴线ts摆动并且锯切工具15预先运动到引导面19之前。
96.手柄27同时形成操纵元件27a,借助所述操纵元件,操作者不仅能够将锯切机组11或锯切工具容纳部14在其深度调整位置之间操纵,而且此外还能够操纵预先划刻机组31。操纵元件27a(也就是说操纵手柄27b)通过带动机构70作用于预先划刻机组31以用于在作用位置ap与非作用位置ip之间对其进行调节,在所述作用位置中,预先划刻工具35突出到引导面19之前,在所述非作用位置中,预先划刻工具35被调节回到引导面19之后或无论如何不突出到其之前。
97.沿朝向非作用位置ip的方向,预先划刻部载体80和由此预先划刻部工具容纳部34通过预先划刻机组弹簧组件39进行加载。当锯切机组11从上方的深度调整位置ot沿朝向下方的深度调整位置ut的方向被操纵时,带动机构70沿相对方向(也就是说,反之到作用位置ap中)带动预先划刻机组31。由此,操作者在将手持式锯切机器10可以说相对于所述两个弹簧组件20、39调节到下方的深度调整位置或锯切位置中时进行工作,以便不仅将锯切工具15而且将预先划刻工具35调节到接合到工具w中的工作位置或锯切位置中。所述两个弹簧组件20、39沿相对方向、可以说到非作用位置或安全的位置中起作用,所述两个弹簧组件在安全的意义上起作用,即在如下意义上起作用,即锯切工具15和预先划刻工具35被调节回到引导面19之后。
98.带动机构70包括在锯切机组11处的操纵发出器71,其作用于预先划刻机组31的操纵接收器72。操纵发出器71设计为滑槽引导件73并且包括引导滑槽74,沿着所述引导滑槽
来引导(例如滚动)预先划刻机组31的滑槽跟随件75、例如滚子或测试滚子。有利地,操纵发出器71和操纵接收器72布置在保护壳体29之外。
99.引导滑槽74包括预先划刻部激活区段76和预先划刻部保持区段77,在其之间布置有顶点76a。引导滑槽74或滑槽轨道的预先划刻部保持区段77以绕深度调整轴线ts的半径r走向。与此相对地,预先划刻部激活区段76与预先划刻部保持区段77成角度地无论如何如下地走向,使得沿着保持区段77引导的滑槽跟随件75在如下意义上操纵预先划刻机组31、尤其预先划刻部载体80,使得预先划刻部工具容纳部34和由此预先划刻工具35从非作用位置ip沿着运动轨道bb沿朝着作用位置ap的方向进行操纵。
100.预先划刻部激活区段76如下地设计,使得在从上方的深度调整位置ot沿朝向下方的深度调整位置ut的方向调节锯切工具容纳部14时,预先划刻工具35提前在锯切工具15之前从非作用位置ip调节到作用位置ap中,在所述作用位置中,其以优选地能够调整的最大的穿入深度或刻痕深度rmax为了接合到工件w中而突出到引导面19之前。刻痕深度rmax或作用位置ap在锯切工具15或锯切工具容纳部14或锯切机组11占据深度调整位置rt时已经被调整或能够被调整,在所述深度调整位置中,锯切工具15还没有突出到引导面19之前。手持式锯切机器10的这种调整涉及纯划刻运行或预先划刻部运行,在其中,仅仅预先划刻机组31或预先划刻工具35被用于将刻痕引入到工件w中。
101.为了使操作者不必将锯切机组11在所述纯划刻运行或预先划刻部运行中在深度调整位置rt中由手可以说进行平衡,设置有仅预先划刻部深度止挡机构78。其包括能够运动地支承在锯切机组11处的、例如能够滑动运动的止挡环节79,其在止挡位置ta与释放位置tf之间能够调节,在所述止挡位置中,其止挡在配对止挡部79a处,所述配对止挡部布置在保护壳体29处,在所述释放位置中,止挡环节79能够运动经过配对止挡部79a,以便将锯切机组11并且由此锯切工具容纳部14从划刻深度调整位置rt进一步沿朝向下方的深度调整位置ut中的一个的方向进行操纵,在其中,锯切工具15突出到引导面19之前以用于切入到工件w中。例如,止挡环节79能够移位地横向于纵向轴线l支承在马达壳体部分28或锯切机组壳体13处。
102.止挡环节79有利地靠近手柄26,尤其在其离引导机构17最远的上方的区域处布置,从而抓握手柄26的操作者能够以其拇指将止挡环节79以没有更详细地标记的在止挡位置ta与释放位置tf之间的滑动引导进行操纵。
103.此外,在手柄26的所述上方的或离引导机构17最远的区域处布置有主切换件操纵元件60用于操纵主切换件60a,借助其能够接通并且能够断开锯切驱动马达12和预先划刻部驱动马达32。
104.手持式锯切机器10例如能够借助联接线路67与电能供给电网(例如以120v、230v的交流电压电网或类似电网)进行连接以用于驱动马达12、32和手持式锯切机器10的其它的电部件的电能供给。
105.备选或补充于通过电能供给电网的供给,还能够例如设有电能存储器67d、例如蓄电池,用于锯切机组10和/或预先划刻机组31的能量供给。
106.为了通过锯切机组11对预先划刻机组31进行电流供给,设置有连接线路68。连接线路68以联接区段68a、68b在其纵向端部处一方面与锯切机组11连接,另一方面与预先划刻机组31连接。在联接区段68a、68b之间延伸有弧形的连接区段68c或弧形区段。
107.但是还可行的是,预先划刻机组31能够借助例如布置在预先划刻机组壳体33处或其中的电能存储器68d以电能进行供给。
108.连接区段68c从纵向端部68a、68b出发弧形地沿朝向保护壳体29的方向走向,从而在纵向端部或68a、68b之间存在有中间空间,其最佳地适用于操作预先划刻机组31的部件。
109.尤其预先划刻部手柄体37通过在联接区段68a、68b之间的中间空间或连接区段68c的内部空间是能够接近的,借助所述连接区段,操作者在预先划刻机组31的区域中能够沿朝向引导面19的方向施加操纵力。预先划刻部手柄体37具有手柄面37a,其尤其设置在预先划刻机组壳体33的遮盖壁38处。预先划刻机组壳体33即形成预先划刻部手柄体37。
110.在手柄面37a处设置有抓握凹部37b以及平面37c。在抓握凹部37b之上延伸有抓握凸起部37d,其例如具有配合到操作者的手内侧面的外周缘轮廓。
111.壳体33此外具有侧壁38a,其在引导体18的纵向侧18b旁边延伸,以及具有前壁38b,其平行于引导体18的前方的端侧18走向。
112.因为预先划刻机组31的壳体33固定地布置在载体40处,所以其没有绕深度调整轴线tv摆动,而是关于深度调整轴线tv是抗摆动的。由此,操作者能够为了沿工作方向ar引导手持式锯切机器10而支撑在壳体33上,尤其支撑在其遮盖壁38上并且将力沿朝向引导面19的方向和/或沿工作方向ar施加到手持式锯切机器10上。为了支撑在引导体18的上侧19a处,壳体33具有支撑部分38d。
113.壳体33有利地在人体工程学上适宜地设计。例如,遮盖壁38关于工作方向ar向斜后方以小角度倾斜地倾向,从而操作者能够施加沿工作方向ar的操作力向前到壳体38上并且由此到手持式锯切机器10上。有利地,遮盖壁38或壳体33具有抓握凸起部38c。抓握凸起部38c还适用于在其之下容纳预先划刻部驱动马达32。操作者能够支撑在抓握凸起部38c处或例如以其手内侧面抓握所述抓握凸起部。由此,得出特别人体工程学的操作构思。
114.也就是说,示意性地说明的操作者be能够例如为了引导手持式锯切机器10用一只手抓握手柄26,以便还用这只手来操纵主切换件60以及操纵元件61a,并且以其另一只手可选地要么握住手柄27(这作为手位置h1在图28中绘入),要么支撑在预先划刻部手柄体37或壳体38处(这作为手位置h2绘入)。
115.备选的操作构思或附加于手柄37设置的操作构思设置有附加的预先划刻部手柄体337。手柄体337例如是杆形的并且具有手柄面337a用于通过操作者be抓握。手柄体337借助载体337b固定在保护壳体29处并且从所述保护壳体沿朝向预先划刻机组31的方向伸出。
116.预先划刻机组31布置在手柄体337与引导体18之间,其中,在手柄体337与预先划刻机组31的壳体33的背离引导体18的上侧之间存在有中间空间z,操作者能够穿过所述中间空间抓握手柄体337。
117.所述两个手柄体37和337沿着纵向轴线l38横向于引导体18的纵向轴线l、尤其成直角地横向于其延伸。所述两个手柄体337和37优选地延伸直至引导体18的可以说无工具的纵向侧18b。优选地,所述两个手柄体37和337基本上在引导体18的整个横向宽度上从纵向侧或窄侧18b沿朝向纵向侧18a的方向延伸,在所述纵向侧处布置有工具15、35,从而其给操作者提供人体工程学的支撑以用于引导手持式锯切机器10。
118.此外,锯切机组11或锯切工具容纳部14借助锁止机构61能够锁止在上方的深度调整位置ot中。在手柄26的上方的或离引导机构17最远的区域中布置有锁止机构61的例如设
计为压力操纵元件的操纵元件61a。通过对操纵元件61a进行操纵,能够将其带到与支座轮廓61b、例如后抓握轮廓脱离接合,从而锯切机组11为了从上方的深度调整位置ot调节到下方的深度调整位置ut中的一个或划刻深度调整位置rt中被解锁。
119.划刻深度调整位置rt以及其它的下方的深度调整位置ut还能够借助手持式锯切机器10的锯切深度调整机构62进行调整。锯切深度调整机构62包括深度止挡部引导件63,其弧形地绕锯切深度调整支承件16延伸。
120.有利的是,除了深度止挡部引导件63,布置有同样至少在预先划刻部激活区段76的区域中弧形地绕深度调整轴线ts延伸的引导滑槽74。
121.在深度止挡部引导件63处,深度止挡部64在不同的深度调整位置中能够调节地进行支承,例如能够移位地进行支承。深度止挡部引导件63包括例如引导槽、引导缝口或类似物。借助固定部65、例如卡锁固定部、夹持部或类似物能够将深度止挡部64关于深度止挡部引导件63位置固定地固定。
122.在绕深度调整轴线ts能够运动的锯切机组11处布置有止挡体66,其沿朝向深度调整止挡部64的方向突出并且在相应地通过其调整的深度调整位置中止挡在所述深度调整止挡部处。
123.预先划刻机组31、尤其其预先划刻部载体80在绕斜角轴线g能够摆动的载体40处绕深度调整轴线tv借助预先划刻部深度调整支承件36能够摆动地支承。预先划刻部深度调整支承件36包括支承基座86,其固定在载体40处。支承基座86包括承载板86a,例如法兰或法兰体,从其伸出有轴环节86b。承载板86a以螺纹紧固件86c固定在保护壳体29的基础壁29a处,从而轴环节86b从基础壁29a伸出。
124.在轴环节86b的外周缘处布置有支承套筒86e,在其外周缘处又布置有支承环节86f。支承套筒86e也就是说接合到支承环节86f的支承容纳部中,从而支承环节86f借助于支承套筒86e绕深度调整轴线tv能够摆动地进行支承。支承环节86f例如固定地与预先划刻部载体80连接,例如容纳在其容纳部中。
125.支承套筒86e呈现如下选择,所述选择改善了绕深度调整轴线tv的可转动性或可摆动性。此外,支承套筒86e改善了预先划刻部载体80的并且由此预先划刻机组31的关于横向调节轴线qs的纵向可移位性,以便将预先划刻部工具容纳部34关于锯切工具容纳部14和由此预先划刻工具35关于锯切工具15沿与彼此对齐的轴线进行调节,从而通过预先划刻工具35产生的刻痕与通过锯切工具15产生的锯切切割对齐。有利的是,横向调节轴线qs同时相应于深度调整轴线tv。
126.横向调节机构87用于关于横向调节轴线qs调节预先划刻部工具容纳部34。横向调节机构87作为调整环节87a包括例如调整螺纹紧固件,其头部呈现操纵元件87b。在操纵元件87b处,能够径向地在外部例如设置有沟槽或类似的其它的对操作者be来说使操纵变得容易的把手。螺纹区段87c接合到轴环节86b的调整容纳部86d中并且与其拧紧。由此,能够通过转动调整螺纹紧固件或调整环节87a来调节操纵元件87b沿着横向调节轴线qs的位置。也就是说,螺纹区段87c可以说旋入到调整容纳部86d中或从其中旋出。
127.操纵元件87b以径向地突出到横向调节轴线qs之前的突出部、例如法兰突出部突出到轴环节86b之前,从而在所述突出部处能够支撑有支承套筒86e和/或支承环节86f。由此,也就是说,操纵元件87b将支承环节86f在将螺纹区段87c旋入到调整容纳部86d中时沿
朝向支承基座86的承载板86a的方向沿着横向调节轴线qs带动并且由此,沿远离引导体18的工具纵向侧18a的方向调节预先划刻部工具容纳部34。
128.弹簧86h相对于所述调整方向起作用,其一方面支撑在承载板86a处,另一方面支撑在支承环节86f处并且由此以沿朝向操纵元件87b的方向的力起作用。弹簧86h接合到支承环节86f的弹簧容纳部86g中,其例如设计为绕横向调节轴线qs延伸的周缘槽。弹簧86h由支承环节86f、支承套筒86e和轴环节86b穿过。
129.通过绕横向调节轴线qs旋转操纵元件87b,预先划刻部工具容纳部34和由此预先划刻工具35关于引导体18的纵向轴线l和/或通过锯切工具15能够产生的切割轴线的位置能够沿与彼此相对的方向关于横向调节轴线qs进行调节,例如从中间位置以相应地最大2.5至4mm进行调节。
130.卡锁机构88用于固定、尤其转动固定操纵元件87b或调整环节87a。卡锁机构88包括夹子状的弹簧88a或备选地188a,在其自由的端部处构造有卡锁环节88b。卡锁弹簧88b、188b卡锁式地接合到卡锁容纳部88c中,其布置在操纵元件87b关于横向调节轴线qs的径向的外周缘处。通过旋转操纵元件87b,卡锁环节88b从一个卡锁容纳部88c中出来并且卡入到沿周缘方向相邻的下一个卡锁容纳部88c中。由此,卡锁机构88将横向调节机构87关于预先划刻部工具容纳部34的相应经调整的横向调整进行固定。
131.操纵接收器72布置在操纵接收器臂90处,即在其自由的端部区域处。在此布置有转动支承件90a用于轮90b,其绕转动轴线d90借助转动支承件90a在操纵接收器臂90的自由的端部区域处能够转动并且呈现滑槽跟随件75。也就是说,因此轮90能够在引导滑槽74处滚动。
132.操纵接收器臂90以支承区段91能够绕摆动轴线摆动地关于预先划刻机组31的预先划刻部载体80进行支承,所述摆动轴线当前相应于深度调整轴线tv,从而滑槽跟随件75取决于操纵接收器臂90的摆动位置关于深度调整轴线tv或关于预先划刻部载体80具有不同的角度位置,从而通过操纵接收器臂90关于预先划刻部载体80的摆动,在作用位置ap中能够调整预先划刻工具35到工件w中的不同的穿入深度或不同的间距,预先划刻工具35以所述不同的穿入深度或不同的间距突出到引导面19之前。因此也就是说,操纵接收器臂90形成预先划刻部深度调整器件95的组成部分。
133.操纵臂92与操纵接收器臂90成角度地从支承区段91伸出。在操纵臂92处设置有操纵面92a,调整体93作用于所述操纵面。通过调节调整体93关于操纵面92a的相对位置,能够如下地调节操纵接收器臂90和由此滑槽跟随件75,使得其具有到预先划刻部工具容纳部34的不同的操纵间距ba。滑槽跟随件75和由此操纵接收器72和预先划刻部工具容纳部34即以臂的类型从预先划刻部载体80的支承区段81伸出到彼此相对的侧。
134.调整体93相对于弹簧组件94的力支撑操纵臂92。弹簧组件94包括螺旋弹簧94a,其一方面固定在预先划刻部载体80处,另一方面固定在操纵接收器臂90处并且沿朝着载体90或预先划刻部工具容纳部34的方向对其进行加载。与此相对地,调整体93沿相对方向起作用,也就是说,在调节预先划刻部载体80的操纵接收器臂90的意义上并且由此在扩大在操纵接收器72与预先划刻部工具容纳部34之间的操纵间距的意义上。
135.调整体93沿着轴线sa能够移位地关于预先划刻部载体80进行支承。此外,调整体93横向于(当前成直角地横向于)轴线sa沿着轴线sb能够移位地进行支承,其中,所述运动
自由度配属于预先划刻部深度调整器件95。
136.调整体93具有纵向端部93a,在其处布置有调整面93b用于与操纵臂92的操纵面92a接合。在纵向端部93a与操纵端部93b之间延伸有调整体93的中间区段93c,在所述中间区段处所述调整体具有调整轮廓93d。
137.调整体93在例如设计为壳体的支承体96处关于调整轴线sa能够移位地进行支承。例如,支承体96具有支承容纳部96a、96c,其布置在支承体96的壁或支承区段96b、96d处。在支承容纳部96a、96c之间延伸有调整体93的中间区段93c,其中,调整体93在彼此相对的侧处突出到支承体96之前,即一方面以调整面93b并且另一方面以操纵端部或操纵元件93e突出,所述调整面与操纵臂92的操纵面92a处于接合中,在所述操纵端部或操纵元件处布置有抓握面或类似的其它的调整面用于通过操作者来操纵。
138.即,操作者能够例如在操纵元件93e处沿调整轴线sa的方向进行牵拉,由此调整体93到达与操纵面92a脱离接合,从而弹簧组件94能够将操纵接收器臂90从激活位置ak远离引导滑槽74操纵到解除激活位置dk中。在解除激活位置dk中,滑槽跟随件75与引导滑槽74脱离接合并且例如具有到引导滑槽74的间距f(图7),从而带动机构70在锯切机组11与预先划刻机组31之间的带动耦联被消除。由此,锯切机组11能够在其深度调整位置ot与ut之间进行调节,而预先划刻机组11没有绕深度调整轴线tv进行调节。预先划刻工具35保持被调节回到引导面19之后,也就是说,不起作用。
139.也就是说,调整体93形成解除激活机构97用于激活或解除激活带动机构70的组成部分。
140.调整体93通过弹簧96e加载到其激活位置ak中。弹簧96e例如支撑在调整体93处,例如在靠近中间区段93c的阶梯部处,并且在支承体96的壁96d处。
141.在操纵端部或操纵元件93e处优选地设置有关于预先划刻部载体80位置固定的防扭转部93f(例如平面),操纵端部93f关于调整轴线sa不能够扭转地支撑在其处。
142.调整轮廓93d形成预先划刻部深度调整器件95的组成部分。布置在调整体93的中间区段93c的径向的外周缘处的调整轮廓93d处于与调整容纳部98的接合中,所述调整容纳部的沿着调整轴线sb和由此横向于调整轴线sa的位置能够借助深度调整环节99、例如调整螺纹紧固件进行调节。操作者能够借助操纵元件99a操纵深度调整环节99。
143.备选地会是可行的是,调整体93绕调整轴线sa能够摆动地进行支承并且调整轮廓93d呈现偏心件轮廓,从而通过绕调整轴线sa扭转调整体93,调整轮廓93d的不一样远地径向地突出到调整轴线sa之前的部分支撑在调整容纳部98处并且由此,调整体93的调整面93b关于调整轴线sb占据不同的位置。
144.深度调整环节99包括例如操纵元件99a、例如头部,螺纹区段99b从所述头部伸出,所述螺纹区段在关于预先划刻部载体80位置固定的部件、例如支承体96处能够转动地进行支承并且旋入到提供调整容纳部98的体98a中。
145.通过旋拧操纵深度调整环节99,例如呈u形的调整容纳部98的横向位置横向于调整轴线sa能够调节、例如沿着调整轴线sb进行调节,由此,同时对调整面93b的位置并且由此对操纵臂92的贴靠在其处的操纵面92a的位置横向于调整轴线sa进行调节。
146.调整体93沿着调整轴线sa能够移位地容纳在调整容纳部98中,从而甚至当通过沿着调整轴线sa移位调整体93来操纵解除激活机构97时,预先划刻部深度调整器件95也保持
相应经调整的深度调整位置。
147.在形成预先划刻部手柄体37的预先划刻机组壳体33与锯切机组壳体13之间,关于引导机构17或引导体18的纵向轴线l存在有中间空间33b,在其中,对于操作者来说能够方便地接近预先划刻机组31的设置成用于通过操作者操纵的操纵元件中的一个或多个,例如解除激活机构97的操纵元件93e、横向调节机构97的操纵元件87b或预先划刻部深度调整器件95的操纵元件99a。
148.手持式锯切机器10关于其引导体18的纵向轴线l(也就是说在端侧18c、18d之间)是短的。这尤其通过紧凑的预先划刻模块30或预先划刻机组31实现。此外有利的是,深度调整轴线tv布置在工具容纳部14与34之间。因此也就是说,手持式锯切机器10在其沿工作方向ar在前方的区域中不是可以说头重脚轻的,而是极其短的。
149.工具容纳部14、34和由此锯切工具15和预先划刻工具35的靠近或直接在引导体18的纵向侧18a处的布置方式还有利于手持式锯切机器10的操作友好性。由此,所述两个工具15、35在其到工件w中的插入区域中尤其良好地可见。此外,斜角轴线g直接在纵向侧18a旁边走向,从而工具14、35能够围绕所述纵向侧18a、但是还绕引导轨道200、200a的纵向窄侧204最佳地摆动。
150.此外,在手持式锯切机器10的情况下,有利的吸走构思负责在锯切和预先划刻工件w时产生的灰尘、颗粒和类似物:锯切工具容纳空间48和预先划刻工具容纳空间49设有锯切灰尘引走机构48a和预先划刻部灰尘引走机构49a。容纳空间48、49延伸直至引导面19,在其处,锯切工具15在下方的深度调整位置ut的一个中并且预先划刻工具35在其作用位置ap中从相应的容纳空间48、49出来突出到引导面19之前。灰尘引走机构48a、49a与灰尘引走联接部52处于流动连接中,所述灰尘引走联接部沿工作方向ar在后方在手持式锯切机器10处、尤其在保护壳体29处在后上方进行布置。吸取装置sv(例如车间吸尘器)的吸取软管sl能够联接到灰尘引走联接部52(所述灰尘引走联接部例如设计为联接接管)处,以便吸走在手持式锯切机器10的锯切运行时产生的灰尘、颗粒或类似物。
151.保护壳体29具有关于载体40位置固定的保护壳体部分40a,其通过从保护壳体部分40a有利地为了维护目的而能够去除的保护壳体盖41进行遮盖。在保护壳体部分40a与保护壳体盖41之间形成容纳空间48、49用于工具15、35的关于引导机构17在上侧的部分。保护壳体部分40a具有例如基础壁29a,其与保护壳体盖41的遮盖壁42对置。
152.在基础壁29a与遮盖壁42之间存在凹口42a,工具15、35通过所述凹口能够从保护壳体29运动出来,从而其突出到引导面19之前。在凹口42a旁边,遮盖壁42的倾斜地倾向的壁区段42b沿如下方向倾斜地倾向,即在遮盖壁42与基础壁29a之间的横向间距在凹口42a的区域中被缩小和/或比在锯切工具容纳空间48的较远地远离引导面19的区域中的较小,在所述区域中布置有锯切工具容纳部14。
153.从基础壁29a和遮盖壁42成角度地伸出有侧壁43c、43以及44c、44,其在端侧贴靠在彼此处并且接合到彼此中,从而侧壁43-44限制容纳空间48、49。侧壁43c、43例如是沿工作方向ar在后方的侧壁。侧壁44c、44沿着保护壳体29的上方的或最远离引导机构17的区段并且在保护壳体29的沿工作方向ar在前方的区段处走向。
154.保护壳体29具有突出部45,在其中设置有预先划刻工具容纳空间49。遮盖壁42延
伸直至突出部45。在此处,从遮盖壁42在背离引导机构17的侧处突出有侧壁46以及沿工作方向在前方(也就是说以朝向端侧18c的定向)成角度地突出有侧壁47,所述侧壁47在端侧贴靠在关于载体40位置固定的保护壳体部分40a处,从而整体上突出部45除了用于预先划刻工具35的朝向引导面19的穿通开口还提供闭合的预先划刻容纳空间49。
155.现在原则上会是可行的是,通过灰尘引走联接部52,所述两个容纳空间48、49在没有另外的流动技术的措施的情况下被吸走。在此,然而保持不被注意的是,预先划刻工具35当其切入到工件上侧wo中时,将颗粒抛向锯切工具15,这会显著地影响到锯切工具15的沿工作方向ar在前方的切割边缘上的视线。为了补救所述问题,多个随后描述的措施是有利的。
156.为了吸走灰尘、颗粒或类似物,灰尘引走通道50在保护壳体29的背离引导机构17的区域处走向。灰尘引走通道50一方面通过侧壁44、44c,另一方面通过与其对置的中间壁51、51c在盖41或保护壳体部分40a处进行限制。灰尘引走通道50从锯切工具15的沿工作方向ar在前方的区域走向到沿工作方向ar在后方布置的灰尘引走联接部52。
157.现在原则上会是可行的是,预先划刻工具容纳空间49直接与灰尘引走通道50连通。然而,有利地,预先划刻工具容纳空间49的锯切工具容纳空间48至少在如下区域中存在分离部,即以分离壁55的形式的分离部,在所述区域中,锯切工具15和预先划刻工具35直接对置,即靠近引导面19。分离壁55有利地具有关于保护壳体29、例如保护壳体部分40a位置固定的分离壁部分55c。分离壁55、尤其分离壁部分55c延伸直至引导面19并且由此处于锯切工具15与预先划刻工具35之间。
158.在面向预先划刻工具35的侧处,分离壁部分55c或分离壁55有利地具有流动导引面55e、例如进口斜面或冲击面55d,由预先划刻工具35产生的颗粒冲击到所述冲击面上并且沿朝向灰尘引走通道50的方向换向,由此,也就是说,没有朝着锯切工具15进一步流动。
159.在分离壁区段55c的远离引导面19的区域处,预先划刻工具容纳空间49在流出开口52c处通入到灰尘引走通道50中,从而由预先划刻工具35产生的颗粒(其在图18中作为颗粒流pv以黑色箭头说明)与以白色箭头示出的颗粒流ps混合,所述颗粒流ps包含由锯切工具15产生的颗粒。
160.在其中同样有利地并且设置有在预先划刻工具35与锯切工具15之间的之前提及的分离壁55的备选的构思在图21中说明。在此,然而,容纳空间48、49完全与彼此分离并且预先划刻工具容纳空间49具有与灰尘引走联接部52分离的灰尘引走联接部52b用于引走预先划刻机组31的颗粒,另外的吸取软管sl2能够联接到所述灰尘引走联接部处。例如在灰尘引走联接部52b处设置有联接接管用于联接吸取软管sl2,其例如同样与吸取装置sv流动连接,例如以便产生输送走预先划刻机组31的颗粒的颗粒流pv。通过灰尘引走联接部52,由锯切工具15产生的颗粒作为与颗粒流pv分离的颗粒流ps流动到吸取装置sv。
161.在灰尘引走联接部52、52b处优选地存在有形状配合轮廓52a、例如转动形状配合轮廓、插接形状配合轮廓等,以用于形状配合地保持吸取软管sl、sl2。此外,有利的是,灰尘引走联接部52、52b具有转动支承件52d,从而吸取软管sl、sl2能够转动地支承在手持式锯切机器10处。
162.已经通过工具容纳部14、34和由此工具15、35直接在引导体17的可以说自由的纵向侧18a处的布置方式单独给出了所述工具的最佳的可见性。此外,有利的是在遮盖壁42
处、尤其在其下方的边缘区域处靠近引导面19的视窗54。
163.视窗54布置在遮盖壁42的区域中,在其中,预先划刻工具35与锯切工具15对置。由此,能够通过视窗54看清所述两个工具。
164.视窗54能够通过固定的、透明的壁、例如由塑料制成的壁来闭合,从而容纳空间48、49会通过所述壁来闭合。然而,当前设置有遮盖元件53,尤其窗体或窗遮盖元件。
165.遮盖元件53具有锯切工具区段53a以及预先划刻工具区段53b,其配属于锯切工具15或预先划刻工具35并且无论如何当遮盖元件53被调节到遮盖位置abs中时相应地与所述锯切工具15或预先划刻工具35对置,在所述遮盖位置中,所述遮盖元件遮住视窗54。
166.遮盖元件53借助遮盖壁42处的支承件53d、尤其滑动支承件能够在遮盖位置abs和敞开位置os之间进行调节,在所述敞开位置中,所述遮盖元件至少部分地释放视窗54,尤其释放其面向引导面19的区段。为了抓住遮盖元件53,有利地设置有操纵轮廓53c,例如肋或类似物。通过沿方向p1的滑动操纵,遮盖元件53能够被调节到其敞开位置os中,通过沿与其相对的方向p2的滑动操纵能够被调节到其遮盖位置abs中。
167.遮盖元件53具有分离壁55的分离壁区段56。分离壁区段56在遮盖位置abs中并且在敞开位置os中可伸缩地或如下地与位置固定的分离壁区段55a处于接合或接触中,使得分离壁55可以说闭合。分离壁区段56具有分离壁容纳部57,其例如包括彼此对置的侧壁56a。位置固定的分离壁区段55a能够接合到分离壁容纳部57中,其中,所述分离壁区段在敞开位置os中比在遮盖位置abs中较深地接合到分离壁容纳部57中。
168.在遮盖壁42处此外设置有凹口58、59,对于工具15、35的工具更换来说穿过所述凹口能够接近工具容纳部14、34。就此而言应该提到的是,有利地,保持元件14a、34a具有用于工具的等同的操纵轮廓,例如用于螺丝刀的缝口,借助所述工具,用于工具更换的保持元件14a、34a能够被脱开并且能够固定在工具容纳部14、34处。
169.为了预先划刻工具35的工具更换设置有阻塞机构85。阻塞机构85包括预先划刻部阻塞环节85a,其在阻塞位置中接合到阻塞容纳部85b中,所述阻塞容纳部抗转动地与预先划刻部工具容纳部34连接,例如布置在传动机构84的从动轴处。阻塞环节85a在引导件85c处沿着调整轴线s85轴向地能够移位。通过到在阻塞环节85a的自由地突出到引导件85c之前的端部区域处的操纵轮廓85d上的压力,操作者能够将阻塞环节85a带到与阻塞容纳部85b的接合中,也就是说被带到阻塞位置中,在其中,预先划刻部工具容纳部34抗转动地被阻塞。通过例如在阻塞环节85a处沿离开阻塞容纳部85b的方向的牵拉,所述阻塞位置是能够被消除的。有利地设置有在附图中示意性地示出的弹簧85e,其将阻塞环节85a加载到释放位置中,在其中阻塞环节85a没有接合到阻塞容纳部85b中。
170.备选地或补充地,还能够设置有马达驱动器85f,例如电磁铁,电线性驱动器等,借助其能够将阻塞环节85a调节到阻塞位置和/或释放位置中。例如驱动器85f能够作用到阻塞位置中,而弹簧85e作用到释放位置中。为了切换驱动器85e例如设置有电切换件85g,其由操作者通过挤压操纵或类似操纵能够进行操纵。
171.固定机构100用于锯切工具15和/或预先划刻工具35的安全且方便的工具更换。
172.当固定机构被调节到其固定位置sg中时,固定机构100闭锁切换件60a以防接通驱动马达12、32,并且当其被调节到锯切运行位置fs中时,释放切换件60a以用于接通驱动马达12、32。由此,所述两个驱动马达12、32能够同时通过用于工具更换的固定机构100进行闭
锁,以防接通。
173.固定机构100包括操纵元件101,其绕摆动轴线db能够摆动地在保护壳体29处和/或关于手柄26进行支承。当操纵元件101摆动离开保护壳体29或手柄26时,也就是说占据在图31和32中示出的固定位置sg位置时,对于操作者而言,能够直接识别出固定位置sg。操纵元件101包括具有侧支脚的抓握部分102,在其之间,在锯切运行位置fs中容纳有保护壳体29的部分。由此,操纵元件101可以说在锯切运行位置fs中紧贴到保护壳体29处,无论如何不突出到其之前。操纵元件101在抓握部分102处通过操作者能够手动地抓住。
174.还可行的是用于操纵元件101的马达驱动器101a,例如示意性地示出的电动马达,其能够摆动驱动或转动驱动操纵元件101并且能够根据示意性地示出的、通过操作者例如通过挤压操纵能够操纵的电切换件101b进行切换。
175.抓握部分101布置在操纵元件101的操纵臂103的自由的端部区域处,其以支承区段104能够摆动地关于摆动轴线db支承在保护壳体29处。
176.操纵元件101操纵切换件闭锁环节105以用于闭锁切换件60a。闭锁环节105具有由操纵元件101例如能够移位地和/或能够摆动地能够操纵的臂106,在其自由的端部区域处布置有后抓握轮廓107,例如钩状件,其在切换件闭锁环节105的闭锁位置中到达与切换件60a的操纵元件60的后抓握中,从而其不再能够沿朝向其接通位置的方向操纵切换件60a。
177.此外,有利的是,操纵元件101设计成用于脱开锁止机构61。对此,例如操纵单元108、例如凸轮或类似物与操纵元件101运动耦联,例如沿绕轴线db转动的意义上进行运动耦联,所述操纵单元作用于调整单元109,使得在将操纵元件101调节到固定位置sg中时,其操纵操纵元件61a与支座轮廓61b脱离接合。由此,锯切机组11能够绕深度调整轴线ts从上方的深度调整位置ot摆动到适用于锯切工具15的工具更换的工具更换深度调整位置wt中。
178.为了卡锁在工具更换深度调整位置wt中设置有卡锁机构120。卡锁机构120具有卡锁元件121,其绕摆动轴线s12能够摆动地进行支承。卡锁元件121包括卡锁突出部122用于与卡锁容纳部123卡锁,所述卡锁容纳部位置固定地布置在保护壳体29处,例如在深度止挡部引导件63旁边。弹簧124将卡锁元件121沿朝向卡锁位置的方向加载,在所述卡锁位置中,所述卡锁元件能够与卡锁容纳部123卡锁。
179.卡锁机构120通过固定机构100能够激活并且能够解除激活。即当操纵元件101被调节到固定位置sg中时,其激活卡锁机构120。操纵元件101与操纵单元110为了激活和解除激活卡锁机构120而运动耦联,例如在转动运动的意义上运动耦联。操纵单元110在其面向卡锁环节121的侧处具有操纵滑槽111,其作用于卡锁环节121的操纵支脚125并且更确切地说在如下意义上进行作用,使得在调节到固定位置sg中的操纵元件101的情况下,卡锁环节121为了与卡锁容纳部123卡锁而通过弹簧124释放和/或将弹簧124预紧,而在调节到锯切运行位置fs中的操纵元件101的情况下,卡锁环节121相对于弹簧124的作用持续地保持与卡锁容纳部123脱离接合和/或弹簧124不具有足以对卡锁环节121进行卡锁的弹簧张力。
180.当锯切工具容纳部14调节到工具更换深度调整位置wt中时,其布置在凹口58的区域中。通过带动机构70,预先划刻部工具容纳部34还被调节到工具更换深度调整位置中,在所述工具更换深度调整位置中,其布置在凹口59中。由此,工具容纳部14、34对于工具15、35的工具更换是能够接近的。
181.此外,操纵元件101与阻塞机构130共同作用或作用于阻塞机构130,借助所述阻塞
机构能够被阻塞锯切工具容纳部14以防绕工具转动轴线ds进行扭转。
182.阻塞机构130具有锯切阻塞环节131,其在阻塞位置中与至少一个阻塞轮廓132处于接合中,所述阻塞轮廓抗转动地与锯切工具容纳部14连接。例如,多个阻塞轮廓132以阻塞容纳部133的形式布置在风扇叶轮134处,其与锯切驱动马达12和/或锯切工具容纳部14转动耦联。风扇叶轮134具有例如风扇叶片135。阻塞容纳部133布置在风扇叶轮134的径向的外周缘处。
183.固定机构100的马达驱动器101a同时形成用于在其阻塞锯切工具容纳部14的阻塞位置与其释放所述锯切工具容纳部的释放位置之间调节锯切阻塞环节131的驱动器。
184.锯切阻塞环节131在其一个纵向端部处具有阻塞突出部136,当阻塞凹处通过风扇叶轮的相应的转动位置与所述阻塞突出部对置时,阻塞突出部能够接合到阻塞凹处133中的一个中。锯切阻塞环节131的另一个纵向端部能够运动地、尤其能够滑动运动地容纳在附图中不可见的支承件中并且通过弹簧137沿朝向其阻塞位置的方向被加载。通过将操纵元件101调节到固定位置sg中,锯切阻塞环节131为了通过弹簧137操纵而被释放或弹簧137为了操纵锯切阻塞环节131由操纵元件101预紧,从而阻塞突出部136为了与所述阻塞凹处133中的一个卡锁而被预紧。当现在锯切工具容纳部14稍微扭转时,阻塞凹处133中的一个到达相对于阻塞突出部136的前方位置中,从而其卡入到阻塞凹处133中并且固定锯切工具容纳部14以防进一步扭转。
185.通过调节到固定位置sg中的固定机构100,预先划刻部驱动马达32的接通以电的方式被阻塞并且由此被防止。因此,操作者能够无危险地通过手动地操纵阻塞机构85来阻塞预先划刻部工具容纳部34并且更换预先划刻工具35。
186.代替或补充于所述手动的操纵,还能够在预先划刻部阻塞环节85a与锯切阻塞环节131之间设置有在附图中没有示出的机械的带动耦联,从而在调节到阻塞位置中的锯切阻塞环节131的情况下还同时将预先划刻部卡锁环节85a调节到阻塞位置中。
187.当在阻塞环节85a与131之间的机械连接是不可行或难以可行的时候,例如因为建立阻塞环节85a和131的耦联的传动机构在机械方面是会消耗的或具有高的空间需求,电耦联也是可行的。例如设置有传感器101c用于探测固定机构100的位置,例如操纵元件101的位置。传感器101c例如探测固定机构100是在固定位置sg中还是在锯切运行位置fs中。在锯切运行位置fs中,传感器101c例如控制。
188.带动机构70在图33中示意性地示出。已知的是,操作者能够通过锯切机组11的摆动操纵将预先划刻机组31从非作用位置沿朝向作用位置的方向操纵,其中,力传递通过带动机构70进行。示意性地说明的是预先划刻机组31的预先划刻部驱动器32b,其中,例如带32c或类似的其它的力传递元件与锯切驱动马达32运动耦联并且由其进行驱动,以便驱动预先划刻部工具容纳部34。为了张紧所述带,能够例如设置有尤其加弹簧的张紧滚子和/或长度平衡机构或诸如此类,其在附图中没有示出。
189.在手持式锯切机器10c的根据图34的实施例中设置有带动机构70c,借助所述带动机构在从在附图中示出的上方的深度调整位置沿朝向下方的深度调整位置的方向操纵锯切机组11时带动预先划刻机组31c,在所述下方的深度调整位置中,锯切工具15突出到引导面19之前。然而,预先划刻机组31c通过弹簧组件39c沿朝向其作用位置的方向加载并且没有沿朝向其非作用位置的方向加载,如在手持式锯切机器10的情况下那样,在所述作用位
置中,预先划刻工具35突出到引导面19之前。
190.作为操纵发出器71c,在锯切机组11处设置有带动面或止挡面,在其处支撑有预先划刻机组31c的操纵接收器72c。操纵接收器72c例如布置在操纵臂处,所述操纵臂从预先划刻部深度调整支承件36出发从预先划刻机组31c伸出。当锯切机组11沿朝向锯切工具容纳部34的下方的深度调整位置的方向调节时,操纵发出器71c可以说释放操纵接收器72c,也就是说,弹簧组件39c能够将预先划刻机组31c从非作用位置沿朝向作用位置的方向进行调节。
191.在作用位置中,预先划刻机组31c有利地以止挡突出部95c止挡在引导机构17的预先划刻部深度止挡部95d处。深度止挡部95d能够为了调整不同的深度调整位置或作用位置而是能够调节的,例如当其由能够旋入到引导机构17中的螺纹紧固件的头部形成时。止挡突出部95c例如设置在预先划刻机组31c的从深度调整支承件36突出的臂的自由的端部区域处。
192.在手持式锯切机器10d的实施例中,在其锯切机组11与其预先划刻机组31d之间没有设置带动机构。预先划刻机组31d借助所阐释的深度调整支承件36在引导机构17处绕深度调整轴线tv自由地并且独立于锯切机组11能够摆动地进行支承,但是必须由操作者手动进行操纵。对此例如设置有预先划刻部手柄体237d,例如以操纵球形把手的类型,其向上方关于引导机构17从预先划刻机组31d伸出。此外,在预先划刻机组31d处有利地设置有止挡突出部95c用于止挡在深度止挡部95d处。
193.为了接通和/或断开预先划刻机组31d的驱动马达32例如在手柄体237d处布置有切换件60d。也就是说,手柄体237d形成操纵发出器71d用于预先划刻机组31d。
194.例如还可行的是旋转的驱动器用于在作用位置与非作用位置之间调节预先划刻工具35和/或用于调整其到工件中的穿入深度。例如伺服马达72d能够布置在预先划刻部深度调整支承件36处并且预先划刻工具35在不同的深度调整位置之间通过旋转的驱动器绕深度调整轴线tv进行调节。
195.毫无疑问但是还有利的是马达的驱动构思,以便将预先划刻机组在其非作用位置与其作用位置之间进行调节,这在手持式锯切机器10e的实施例中变得清楚。其锯切机组11虽然以所描述的方式由操作者手动地在上方的深度调整位置与下方的深度调整位置中的一个之间借助深度调整支承件16摆动,而为了调节预先划刻机组31e设置有伺服马达72e。传感器用作带动机构70e的操纵发出器71e,所述传感器探测锯切机组11关于引导机构17的相应的转动位置或相对位置,也就是说,例如相应经调整的深度调整位置。传感器或操纵发出器71e借助控制连接部(例如无线的或线路连接的、然而在附图中未示出的控制连接部)与预先划刻机组31e的伺服马达72e(也就是说操纵接收器)连接,以便操控所述伺服马达。理解的是,伺服马达72e还能够是能够单独地操纵的,也就是说,与操纵发出器或传感器71e解耦。例如能够设置有尤其电切换元件99e,操作者能够借助所述电切换元件单独地操控伺服马达72e,以便例如将刻痕带到工件中,而无需制造锯切切割或以便将预先划刻机组31e调节到非作用位置中,以用于以锯切工具15建立仅仅一个锯切切割。此外,解除激活机构97e是有利的,例如同样为电切换件,能够借助所述电切换件沿朝向非作用位置或预先划刻部工具容纳部34e的上方的位置的方向操纵伺服马达72e和/或能够借助所述电切换件沿朝向预先划刻部工具容纳部34e的作用位置的方向卡锁伺服马达72e的通电流部。
196.毫无疑问地,能够设置有解除激活机构97e和/或切换元件99e用于操控旋转驱动的伺服马达72d。
197.与至今描述的预先划刻机组不同,预先划刻机组31e关于引导机构17不能够摆动地进行支承,而是沿着深度调整轴线tvs借助滑动支承部36e能够移位地进行支承。弹簧39e沿朝向非作用位置的方向加载例如预先划刻部载体80e,在其处保持有预先划刻部驱动马达32e,在所述非作用位置中,由预先划刻部驱动马达32e驱动的预先划刻工具35e被调节回到引导面19之后。伺服马达72e沿与弹簧39e相反的方向起作用,也就是说,沿朝向作用位置的方向操纵预先划刻工具35e,从而预先划刻工具35e突出到引导面19之前并且能够接合到工件中。但是借助伺服马达72e也能够调整深度调整、也就是说预先划刻工具35e到工件w中的穿入深度的调整。
198.手持式锯切机器10f的预先划刻机组31f也能够线性地进行调节,即沿着深度调整轴线tvs借助深度调整支承件、尤其滑动支承部36f进行调节。滑动支承部36f包括例如引导杆或支撑柱,在其处关于深度调整轴线tvs能够移位地支承有预先划刻部载体80f。预先划刻部载体80f通过弹簧组件39f加载到其非作用位置中,在其中预先划刻工具35f没有突出到引导面19之前。
199.虽然预先划刻工具35f本身能够包括锯切片或预先划刻片,然而,与预先划刻工具35e一样是铣削工具或铣削头部。预先划刻工具35f由预先划刻部驱动马达32f驱动。
200.预先划刻机组31f还能够独立于锯切机组11在其非作用位置与一个或多个作用位置之间进行调节。
201.然而,区别于手持式锯切机器10e,预先划刻机组31f不能够以马达的方式在作用位置与非作用位置之间进行调节,而是手动地进行调节。弹簧组件39f将预先划刻部载体80f加载到非作用位置中。沿朝向作用位置的方向,作为操纵发出器71f设置有能够摆动地支承在锯切机组11处的手动杆或其它的操纵元件,其通过手动的操纵来操纵力传递元件90f,例如鲍登线、绳索传动装置、气动的或液压的线路或诸如此类,其作用于操纵接收器72f、例如流体的缸体、伺服驱动器或类似物,以便反作用于弹簧组件39f的力沿朝向作用位置的方向调节预先划刻工具35,其中,所述运动有利地通过深度止挡部95f限制,其在引导机构17处位置固定地进行布置。
202.预先划刻机组31x基本上相应于预先划刻机组31,然而,具有备选的深度调整器件195。当深度调整器件95借助支撑操纵臂92的调整体93促使深度调整时,深度调整环节199布置在操纵接收器臂90处,例如在从操纵臂92伸出的操纵臂突出部92b处,并且支撑在调整体193处。
203.深度调整环节199具有操纵元件199a,其与螺纹区段199b连接或具有所述螺纹区段。螺纹区段199b旋入到在操纵臂突出部92b处的螺纹容纳部92c中。螺纹区段199b布置在旋拧体199c处,所述旋拧体旋入到螺纹容纳部92c中。旋拧体199c一方面与操纵元件199a连接并且另一方面容纳支撑体199d,所述支撑体例如是笔状的或伸长的。支撑体199d的自由的端部区域提供操纵面192a,操纵接收器臂90能够借助所述操纵面进行操纵。
204.由支撑体199d和旋拧体199c组成的两件式结构具有如下优点,即支撑体199d能够相对于旋拧体199c定位并且然后能够固定在其处,例如能够粘接,以便将预先划刻机组31x应该占据的第一深度调整位置或初始深度调整位置固定地进行校准。由此,例如制造公差
能够被平衡。但是毫无问题可行的是,深度调整环节199是一件式的或其部分、例如支撑体199d和旋拧体199c由一件构造。
205.在一方面可以说呈现深度调整环节199的头部的操纵元件199a或旋拧体199c与另一方面操纵臂突出部92b之间优选地布置有弹簧199e,其例如设置成用于卡锁和/或摩擦配合,以便将深度调整环节199固定(例如夹紧或摩擦配合地保持)在经相应调整的深度调整位置中。由此,能够例如防止或减少无意的调节运动,尤其通过振动或诸如此类触发的调节运动。
206.预先划刻部深度调整器件195与解除激活机构197并且与调整体193共同作用。调整体193从预先划刻部载体80的侧向伸出,这与调整体93类似。然而,区别于调整体93,调整体193能够摆动地进行支承,即绕摆动轴线或调整轴线sb能够摆动地进行支承。调整轴线sb相应于调整体193的纵向轴线或纵向延伸部。
207.调整体193的例如以支承销的类型进行设计的纵向端部或支承端部193a在支承容纳部196中(所述支承容纳部位置固定地布置在载体80处)能够摆动地进行支承,即绕调整轴线sb能够摆动地进行支承。支承容纳部196a例如以容纳套筒或容纳管的类型进行设计。支承容纳部196a例如设置在支承体196处,其从预先划刻部载体80横向于、尤其直角地横向于其纵向延伸部伸出。
208.调整体193的中间区段193c具有调整轮廓193d,在其处支撑有带有其操纵面192a的深度调整环节199。调整轮廓193d处于纵向端部或支承端部193a以及操纵元件193e、例如手柄之间,所述手柄横向于调整轴线sb从调整体93伸出并且能够由操作者方便地抓住。
209.调整轮廓193d具有调整区段193g和193h,其通过调整轮廓193d的关于摆动轴线或调整轴线sb偏心的周缘形式来形成。调整区段193g配属于解除激活机构197的激活位置ak并且比调整区段193h进一步突出到调整轴线sb之前,所述调整区段配属于解除激活位置dk。也就是说,调整区段193h使深度调整环节199稍微远地从调整轴线sb偏转,由此操纵接收器臂90由于弹簧组件94的弹簧力比在激活位置ak中进一步离开操纵发出器71、引导滑槽74。然后即进一步突出到调整轴线sb之前的调整区段193g在进一步沿操纵发出器71的方向对操纵接收器臂90进行偏转或操纵的位置中起作用,在所述位置中,操纵接收器72与操纵发出器71处于接触中。
210.弹簧196e一方面支撑在调整体193(在所述调整体的外周缘处设置有调整轮廓193d)的阶梯部处并且另一方面支撑在支承体196的外周缘的阶梯部处并且由此,在摩擦配合或卡锁在经相应调整的解除激活位置dk或激活位置ak中的意义上加载调整体。例如弹簧196e将径向的突出部或法兰突出部193b压抵到支撑面196b上,在所述突出部或法兰突出部的外周缘处布置有调整轮廓193d。支撑面196b例如设置在马达壳体33a处。
211.当锯切驱动马达12被接通和断开时,预先划刻部驱动马达32有规律地通过切换件60a接通和断开。然而,在解除激活机构197的解除激活位置dk中,不需要预先划刻部驱动马达32。本身没有问题的是,即使预先划刻机组31或31x在其解除激活位置dk中和/或在其非作用位置ip中,预先划刻部驱动马达32也被通电流。预先划刻工具35然后虽然被驱动,然而,没有在接合到工件w中的意义上突出到引导面19之前和/或容纳在保护壳体29中。然而有利地,在所述情况中预先划刻部驱动马达32是能够被断开的,例如通过切换件32s和/或32s2。切换件32s或32s2例如是控制机构32t的组成部分,其布置在马达壳体33a中,或配属
于其。
212.马达壳体33a具有例如容纳部件或下部33b以及盖33c,其在闭合的状态中封装或包围预先划刻部驱动马达32以及控制机构32t,从而所述电部件相对于环境影响而被保护。
213.切换件32s或32s2包括例如磁性的或其它的无接触地工作的传感器或由其形成。切换件32s例如在马达壳体33a之外布置在载体32h、例如电路板上并且与控制机构32t通讯。备选地或补充于切换件32s设置的切换件32s2被保护地容纳在马达壳体33a的内部空间中并且例如是控制机构32t的组成部分。为了操纵切换件32s或32s2,设置有操纵元件32g、例如磁性的发出器或类似物。操纵元件32g能够通过调整体193进行操纵。例如操纵元件32g容纳在调整体193的保持容纳部中、例如在袋状部中。操纵元件32g还能够毫无问题地布置在调整体93处。无论如何,操纵元件32g例如轴向地沿着调整轴线sa能够移位和/或绕调整轴线sa或sb能够扭转,从而其相对于传感器或切换件32s或32s2的相对位置不改变。切换件32s与控制机构32t通讯并且将操纵元件32g的相应的位置传达给所述控制机构。取决于操纵元件32g相对于切换件32s的相应位置,所述切换件或控制机构32t接通或断开预先划刻部驱动马达32,即在激活位置ak中接通并且在调整体93或193的解除激活位置dk中断开。
214.预先划刻工具35随后在设计方案35a、35b、35c、35d中进行阐释。只要之前提及的预先划刻工具35-35d具有相同的部件,就完全通用地也参考预先划刻工具35。
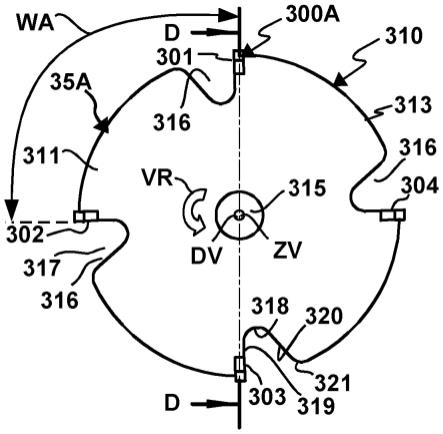
215.例如每个预先划刻工具35具有带有彼此相对的平坦侧311、312的叶片体310。在叶片体310的径向的外周缘处,在预先划刻工具35a、35b、34c、35d中布置有划刻齿组件300a、300b、300c、300d。划刻齿组件300a、300b、300c、300d具有不同数量的划刻齿301-304。例如划刻齿组件300a具有划刻齿301、302、303、304,也就是说总共四个划刻齿,而划刻齿组件300b具有仅仅三个划刻齿301、302、303并且划刻齿组件300c具有仅仅一个划刻齿301并且最终划刻齿组件300d具有仅仅两个划刻齿301、302。
216.叶片体310在其中心zv处具有机器容纳部315用于能够脱开地固定在锯切机器10的预先划刻部工具容纳部34处。中心zv由预先划刻工具35的中轴线或转动轴线dv穿过,当预先划刻工具35固定在锯切工具10处时,所述中轴线或转动轴线同时是预先划刻部工具容纳部34的转动轴线。
217.划刻齿301-304以主切割边缘350突出到叶片体310或预先划刻工具35的径向的外周缘313之前,从而其在此处准备好切入到工件w的工件表面wo中。
218.也就是说,划刻齿301-304突出到叶片体310的径向的外周缘面314之前。周缘面314具有基本上缸体套形的形式。
219.在划刻齿301-304之间存在比较大的角度间距。例如在预先划刻工具35中设置有在划刻齿301-304之间的大概90
°
或刚好90
°
的角度间距wa。在预先划刻工具35b中设置有在划刻齿301-303之间的例如120
°
的角度间距wb。在预先划刻工具35c中存在有仅仅一个唯一的划刻齿301,这导致360
°
的角度间距。当在划刻齿组件300d的情况下存在两个划刻齿301、302时,其优选地与彼此等距并且具有180
°
的角度间距wd。
220.就此而言应该提及的是,显然还能够在划刻齿之间设置不同的角度间距。为了解释,例如在预先划刻工具35a中划刻齿303以虚线示出。所述角度间距能够例如不存在。
221.在每个划刻齿301-304之前设置有切削空间316。切削空间316通过叶片体310的加深部317形成,其从径向的外周缘313向径向内部以凹部、尤其例如u形的或v形的凹部的类
型进行设计。每个加深部317或每个切削空间316具有底部318,侧面319、320沿径向的外周缘313的方向离开所述底部延伸。侧面319、320基本上是直线的。侧面319面向划刻齿301-304的相应的主切割边缘350,而所述切削空间316的侧面320与所述主切割边缘350可以说对置。在侧面320与径向的外周缘313或周缘面314之间走向有弧形的过渡部分321。
222.除了切削空间316,径向的外周缘313圆形地或圆环形地绕叶片体310或预先划刻工具35的中轴线(也就是说转动轴线dv)走向。由此例如所述弧形的走向延伸经过关于转动轴线dv至少30
°
的角度,优选地至少40
°
或还更大的角度,甚至当如在预先划刻工具35a的情况下设置有四个划刻齿301-304时。
223.划刻齿301-304相应地具有切割体330。每个切割体330以固定部分331在叶片体310、尤其侧面处或靠近侧面319进行固定。例如侧面319具有阶梯部,相应的切割体332插入到其中。例如在这种阶梯部中容纳有固定部分331。切割体332的固定部分331在背侧支撑在叶片体310处。
224.切割体330的区段332向径向外部关于转动轴线dv突出到叶片体310之前。切割体330的侧向的区段333突出到平坦侧311、312之前。因此也就是说,区段332、333在预先划刻工具35的工作运行中当所述预先划刻工具也就是说切入到工件w中时机械地被加载,然而,最佳地通过固定部分331进行支撑。此外,有利的是,切割体330具有向径向内部突出的支撑突出部334,其同样支撑在叶片体310处。
225.划刻齿301-304,因此也就是说切割体332具有主切割边缘350,其例如平行于预先划刻工具35的转动轴线dv或中轴线走向。
226.横向于主切割边缘350延伸有附加切割边缘351。附加切割边缘351例如关于主切割边缘350呈稍微大于直角、也就是说例如在90-110
°
的角度区域中,所述主切割边缘处于附加切割边缘351之间。例如主切割边缘350和相应相邻的附加切割边缘351围成角度354,其最小为90
°
并且最大为110
°
。在该实施例中,角度354的角度数值wi例如为大约7
°
。
227.附加切割边缘351向径向内部关于转动轴线dv延伸,其中,径向内部的端部区域355具有到主切割边缘350的径向距离rd。关于平坦侧311、312稍微或平坦地倾斜地倾向地走向的附加切割边缘351实现以不同的深度的刻痕ri的制造,其中,当预先划刻工具35更深地沉入或穿入到工件表面wo中时,相应的刻痕ri的横向宽度增加。也就是说,刻痕ri的最大的深度rmax基本上通过径向距离rd确定。
228.然而,当即例如切割体332或划刻齿301-304的侧部分352同样设计为切割边缘时,刻痕ri在当前情况中还能够较深地制造。侧部分352例如平行于叶片体310的中间平面或相对于转动轴线dv成直角地走向。
229.通过预先划刻工具35建立的刻痕ri具有刻痕底部rb,侧面rf从所述刻痕底部延伸直至工件表面wo。底部rb的横向宽度通过附加切割边缘351的在主切割边缘350的区域中的横向间距q1或主切割边缘350的长度来确定。
230.在侧部分352的径向内部的端部与相应的平坦侧311、312之间形成阶梯部353。
231.锯切工具15包括例如锯切片15a。锯切片15a的叶片体370具有彼此相对的平坦侧371、372并且在其径向的外周缘373处关于转动轴线ds具有带有锯切齿377的锯切齿组件376,锯切片15a在锯切运行中绕所述转动轴线转动。
232.锯切齿377的数量大于划刻齿301-304的数量。此外,锯切齿377关于转动轴线ds比
划刻齿301-304关于转动轴线dv具有较小的角度间距,锯切片15a绕所述转动轴线ds被驱动。
233.锯切工具15设置和设计成从其下侧wu锯切或切入到工件w中。在其中心zs处,锯切片15a具有机器容纳部375,其由锯切片15a的转动轴线ds或中轴线穿过。
234.径向的外周缘373具有外直径d73,其例如三倍至四倍大于预先划刻工具35的外周缘313的外直径d13。
235.锯切片15a的机器容纳部375的内直径d75大于预先划刻工具35的机器容纳部315的内直径d15。
236.刻痕ri在工件表面的区域中的最大的横向宽度能够通过如下方式调整,即预先划刻工具35不一样深地穿入到工件表面wo中。刻痕ri的最大宽度,也就是说刻痕侧面rf的最大间距通过横向间距q2确定,附加切割边缘351在最大的径向距离rd的区域中相对于彼此具有所述横向间距。也就是说,刻痕ri能够最大如横向间距q2一样宽。
237.这种适配尤其是有利的,因为由此预先划刻工具35能够结合不同的锯切工具或锯切片进行应用,无论如何能够结合如下锯切工具进行应用,所述锯切工具的切割宽度或(关于平行于转动轴线ds的相应的长度的)切割宽度能够是不同的。在结合锯切工具或锯切片的制造公差或尺寸公差的情况下和/或在锯切片到工件或类似物中的不同的没入深度的情况下,上方提及的适配也是有利的。
238.预先划刻工具35a能够关于其到工件w中的穿入深度进行调节。预先划刻部工具容纳部34是预先划刻机组31的组成部分,其具有预先划刻部驱动器23a。预先划刻部驱动器32a包括预先划刻部驱动马达32,其直接地或通过在示意性的图示中未示出的传动机构来驱动预先划刻部工具容纳部34,在所述预先划刻部工具容纳部处又布置有预先划刻工具35。例如装配法兰穿过机器容纳部315。在驱动马达32与工具容纳部34之间能够例如设置有分级传动机构,从而工具容纳部34的转动轴线和驱动马达32的马达转动轴线不对齐到彼此中,尤其相比于驱动转动轴线dv驱动马达32的马达转动轴线具有到预先划刻工具35的如下区域较大的间距,所述区域设置成用于穿入到工件w中。
239.在其处布置有机器容纳部375的锯切工具容纳部14能够通过锯切驱动马达12驱动,例如直接地或通过在附图中未示出的传动机构进行驱动。
240.预先划刻机组31与锯切机组11一样布置在引导机构17处,例如能够运动地布置在引导机构17的引导体18处。其引导面19设置成用于沿着工件表面wo引导。不仅锯切工具容纳部14而且预先划刻部工具容纳部34关于引导面19能够在深度方面进行调节,从而其或多或少远地突出到所述引导面之前。由此,能够调整预先划刻工具35和锯切工具15到工件w中的穿入深度。
241.锯切工具15现在如此调整或能够调整,使得其主切割边缘380从工件下侧wu切入到工件w中。附加地,在主切割边缘380旁边附加切割边缘381相对于所述主切割边缘成角度地走向,所述附加切割边缘可以说制造锯切切割sae的侧面,所述锯切切割能够借助锯切工具15切入到工件w中。无论如何锯切切割sae具有锯切切割宽度sbb,其一方面通过主切割边缘380的长度另一方面还通过附加切割边缘381来促使,所述附加切割边缘例如与附加切割边缘351相对于主切割边缘350类似地倾斜于主切割边缘380倾向。
242.因为锯切齿377从工件下侧wu切入到工件w中并且由此,在工件上侧wo处从其中出
来,所以这隐藏着如下危险,即锯切切割sae的侧面在工件上侧wo的区域中切出。预先划刻工具35现在关于其到工件w中的穿入深度或预先划刻工具35突出到引导面19之前的数值能够如下地调整或被调整,使得刻痕ri在工件表面wo处具有刻痕宽度rbb,其大于锯切切割宽度sbb。然后锯切工具15或锯切片15a在刻痕ri的侧面rf之间在工件表面wo处从工件w中露出。也就是说,当例如在工件表面wo处布置有膜或涂层、饰板或类似物时,膜或涂层没有通过从工件w中露出的锯切齿377被触及或损坏。
243.侧面rf的倾斜倾向具有如下优点,即刻痕ri在到工件表面wo的过渡区域中具有简单的阶段或倾斜部。
244.锯切驱动马达12具有外直径d12,预先划刻部驱动马达32具有外直径d32。相比于相应被驱动的预先划刻工具35或锯切工具15的外直径,锯切驱动马达12的外直径d12小于预先划刻部驱动马达32的外直径d32。因此,也就是说,例如外周缘d73相对于外周缘d12的比例或外周缘d73相对于外周缘d12的商大于外周缘d13相对于外周缘d32的比例或外周缘d13相对于预先划刻部驱动马达32的外周缘d32的商。
245.能够借助调整器件12b和/或32b例如能够调整锯切工具容纳部14和预先划刻部工具容纳部34的转速。可行的是,预先划刻部工具容纳部34始终以同一转速运行,而能够调整锯切工具容纳部14的转速、例如锯切驱动马达12的转速。在此,采用如下配置,使得预先划刻部工具容纳部34以和锯切工具容纳部14至少两倍大、优选地三倍大或四倍大的转速被驱动或能够被驱动。
246.此外,工具容纳部14、34的转动方向vs、vr是反向的。用于预先划刻工具35的工具容纳部34例如以如下转动方向vr被驱动,其相应于同步锯。因此也就是说,转动方向vr如下地起作用,使得预先划刻工具35可以说沿着工件w向前输送或向前驱动锯切机器10。
247.如下地采用锯切工具容纳部14的转动方向vs,使得引导面19沿朝向工件表面wo的方向被力加载。
248.在切割体330中,附加切割边缘和主切割边缘是直线的。但是备选地,还有具有弯曲的、例如凹形、凸形走向的主切割边缘和附加切割边缘或还有其组合或具有不同的斜度和/或弯曲度的区段的附加切割边缘和/或主切割边缘是可行的。
249.例如切割体330b具有带有直线的走向的主切割边缘350,而在其之间布置有主切割边缘350的附加切割边缘351b具有边缘区段360b、361b。边缘区段360b例如是直线的走向。边缘区段360b例如相对于主切割边缘350成直角。与此相对,区段361b关于区段360b是平坦地倾斜的并且关于主切割边缘350具有例如103-105
°
的角度。
250.切割体330c同样具有主切割边缘350,然而具有带有区段360c和361c的附加切割边缘351c。区段360c关于中间平面mi为凹形,所述中间平面在叶片体310的平坦侧311与312之间走向,然而,以较小的弯曲度,也就是说区段361c。
251.为了说明该凸形走向,示出切割体330d,其附加切割边缘351d关于中间平面mi为凹形。
252.备选于直线的主切割边缘350,能够例如设置有主切割边缘350d,其具有沿离开片体310的方向的凸形走向。
253.此外,虽然有利的是,预先划刻工具的切割体或划刻齿可以说是对称的,也就是说在彼此相对的侧处并且由此在每个平坦侧311、312的区域中构造切割边缘。但是还可行的
是,划刻齿或切割体仅仅在平坦侧311或312处具有切割边缘。示意性地,其在切割体330b处说明。例如在切割体330b处代替在附图中在右边的附加切割边缘351b能够设置有侧面359,其没有突出到平坦侧311之前,并且在沿叶片体310或划刻工具35的周缘方向在后的或在前的切割体330b处代替在附图中在左边的附加切割边缘351b能够设置有没有突出到平坦侧312之前的侧面359。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1