一种方钴矿热电材料与铜电极的钎焊连接方法
1.本发明涉及钎焊连接技术领域,具体涉及一种用于方钴矿(cosb3)基热电材料(冷端)与铜电极材料的钎焊连接方法。
背景技术:
2.方钴矿(cosb3)是中温段(室温600℃)转换效率最高的热电材料之一,具有优良的机械性能与热稳定性。然而,制备方钴矿与电极间可靠的焊接接头是热电器件制作过程中不可缺少的一步。钎焊连接由于其本身固有的连接温度低、工艺简单、成本低和效率高等优势,所以被广泛应用于方钴矿热电材料(冷端)与铜电极的连接。
3.目前,由于方钴矿与铜电极接头存在严重的元素扩散问题。因此,在服役过程中器件的转换效率会急剧下降,影响使用效果。同时,由于焊接接头热膨胀系数的差异,导致接头连接强度过低,严重制约着器件的使用。因此,设计一种实现方钴矿热电材料与铜电极之间可靠连接的方法是非常重要的。
技术实现要素:
4.本发明的目的是要解决现有方钴矿与铜电极钎焊连接过程中方钴矿与铜电极之间易发生元素扩散以及焊接接头强度低的问题,而提供一种方钴矿热电材料与铜电极的钎焊连接方法。
5.一种方钴矿热电材料与铜电极的钎焊连接方法,按以下步骤进行:
6.一、先将方钴矿热电材料进行切割,然后将方钴矿热电材料的待焊面进行打磨、抛光和超声清洗,再将方钴矿热电材料的待焊面电镀como合金镀层,最后将como合金镀层的表面进行抛光和超声清洗,得到待焊方钴矿热电材料,置于氩气气氛下保存;将铜电极的待焊面进行打磨和超声清洗,吹干,得到待焊铜电极,置于氩气气氛下保存;
7.二、将sac305钎料置于待焊方钴矿热电材料和待焊铜电极的待焊面之间进行装配,得到待焊连接件;将待焊连接件在1
×
10
‑4~5
×
10
‑3pa的真空环境下升温至400~500℃,并在400~500℃下保温1~5min,然后降至室温,完成方钴矿热电材料与铜电极的钎焊连接。
8.本发明的有益效果:
9.(1)本发明一种方钴矿热电材料与铜电极的钎焊连接方法,通过在方钴矿表面电镀一层como合金阻挡层,然后采用sac305钎料对方钴矿与铜电极进行了钎焊连接。钎料与阻挡层形成冶金结合,并且界面结合良好,无裂纹产生,室温下接头抗剪切强度可达29mpa,低温下界面元素扩散极少,焊接接头处接触电阻和接触热阻均较小,有效降低现有方钴矿与铜电极钎焊连接过程中方钴矿与铜电极之间易发生元素扩散以及解决焊接接头强度低的问题。
10.(2)本发明采用钎焊方法对方钴矿与铜电极进行连接,钎料采用商用sac305钎料,钎焊温度低,操作方便,成本较低。
11.本发明可获得一种方钴矿热电材料与铜电极的钎焊连接方法。
附图说明
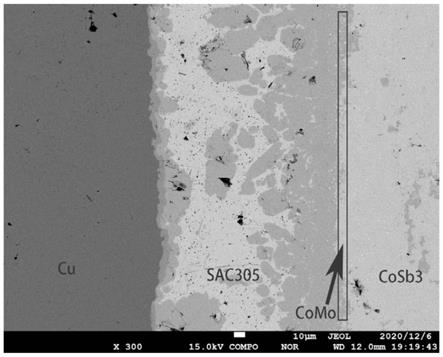
12.图1为实施例1中cu电极/sac305钎料/como合金镀层/方钴矿热电材料界面的sem图,图中从左到右依次为cu电极、sac305钎料、como合金镀层和方钴矿热电材料。
具体实施方式
13.具体实施方式一:本实施方式一种方钴矿热电材料与铜电极的钎焊连接方法,按以下步骤进行:
14.一、先将方钴矿热电材料进行切割,然后将方钴矿热电材料的待焊面进行打磨、抛光和超声清洗,再将方钴矿热电材料的待焊面电镀como合金镀层,最后将como合金镀层的表面进行抛光和超声清洗,得到待焊方钴矿热电材料,置于氩气气氛下保存;将铜电极的待焊面进行打磨和超声清洗,吹干,得到待焊铜电极,置于氩气气氛下保存;
15.二、将sac305钎料置于待焊方钴矿热电材料和待焊铜电极的待焊面之间进行装配,得到待焊连接件;将待焊连接件在1
×
10
‑4~5
×
10
‑3pa的真空环境下升温至400~500℃,并在400~500℃下保温1~5min,然后降至室温,完成方钴矿热电材料与铜电极的钎焊连接。
16.本实施方式的有益效果:
17.(1)本实施方式一种方钴矿热电材料与铜电极的钎焊连接方法,通过在方钴矿表面电镀一层como合金阻挡层,然后采用sac305钎料对方钴矿与铜电极进行了钎焊连接。钎料与阻挡层形成冶金结合,并且界面结合良好,无裂纹产生,室温下接头抗剪切强度可达29mpa,低温下界面元素扩散极少,焊接接头处接触电阻和接触热阻均较小,有效降低现有方钴矿与铜电极钎焊连接过程中方钴矿与铜电极之间易发生元素扩散以及解决焊接接头强度低的问题。
18.(2)本实施方式采用钎焊方法对方钴矿与铜电极进行连接,钎料采用商用sac305钎料,钎焊温度低,操作方便,成本较低。
19.具体实施方式二:本实施方式与具体实施方式一不同点是:步骤一中将方钴矿热电材料使用金刚石线切割机进行切割,切割后的方钴矿热电材料的尺寸为5mm
×
5mm
×
8mm。
20.其他步骤与具体实施方式一相同。
21.具体实施方式三:本实施方式与具体实施方式一或二不同点是:步骤一中将方钴矿热电材料的待焊面依次使用800#、1000#、1500#、2000#和5000#的金相砂纸进行打磨,然后使用粒径为1.5μm的抛光膏进行抛光,再置于丙酮溶液中超声清洗10~15min。
22.其他步骤与具体实施方式一或二相同。
23.具体实施方式四:本实施方式与具体实施方式一至三之一不同点是:步骤一中在50~70℃的电镀温度和0.1~0.3ma/mm2的电流密度下,将方钴矿热电材料的待焊面电镀como合金镀层,电镀时间为1~4h。
24.其他步骤与具体实施方式一至三相同。
25.具体实施方式五:本实施方式与具体实施方式一至四之一不同点是:步骤一中所述的como合金镀层的厚度为1~8μm,采用的电镀液由2~5g/l的氯化钴、3~7g/l的钼酸钠、
15~22g/l的柠檬酸钠、1~2g/l的1,4~丁炔二醇和0.3~0.5g/l的十二烷基硫酸钠组成。
26.其他步骤与具体实施方式一至四相同。
27.具体实施方式六:本实施方式与具体实施方式一至五之一不同点是:步骤一中将como合金镀层的表面在洁净a4纸上用粒径为1.5μm的抛光膏进行手工抛光,再置于丙酮溶液中超声清洗10~15min。
28.其他步骤与具体实施方式一至五相同。
29.具体实施方式七:本实施方式与具体实施方式一至六之一不同点是:步骤一中将铜电极的待焊面使用2000#金相砂纸进行打磨,再置于丙酮溶液中超声清洗10~15min。
30.其他步骤与具体实施方式一至六相同。
31.具体实施方式八:本实施方式与具体实施方式一至七之一不同点是:步骤二中所述的sac305钎料由锡、银和铜组成,锡的质量分数为96.5%,银的质量分数为3.0%,铜的质量分数为0.5%。
32.其他步骤与具体实施方式一至七相同。
33.具体实施方式九:本实施方式与具体实施方式一至八之一不同点是:步骤二中将待焊连接件升温至500℃。
34.其他步骤与具体实施方式一至八相同。
35.具体实施方式十:本实施方式与具体实施方式一至九之一不同点是:步骤二中将待焊连接件以10~20℃/min的升温速率升温至500℃。
36.其他步骤与具体实施方式一至九相同。
37.具体实施方式十一:本实施方式与具体实施方式一至十之一不同点是:步骤二中保温结束后,将待焊连接件以1~10℃/min的降温速率降至室温。
38.其他步骤与具体实施方式一至十相同。
39.采用以下实施例验证本发明的有益效果:
40.实施例1:一种方钴矿热电材料与铜电极的钎焊连接方法,按以下步骤进行:
41.一、先将方钴矿热电材料使用金刚石线切割机进行切割,切割后的方钴矿热电材料的尺寸为5mm
×
5mm
×
8mm;然后将方钴矿热电材料的待焊面依次使用800#、1000#、1500#、2000#和5000#的金相砂纸进行打磨,然后使用粒径为1.5μm的抛光膏进行抛光,再置于丙酮溶液中超声清洗15min,再将方钴矿热电材料的待焊面置于配好的电镀液(由5g/l的氯化钴、7g/l的钼酸钠、22g/l的柠檬酸钠、2g/l的1,4~丁炔二醇和0.5g/l的十二烷基硫酸钠组成)中,在65℃的电镀温度、0.15ma/mm2的电流密度下,将方钴矿热电材料的待焊面电镀一层厚度为5μm的como合金镀层,电镀时间为3h;最后将como合金镀层的表面在洁净a4纸上用粒径为1.5μm的抛光膏进行轻微手工抛光,以除去表面氧化物和污染物,再置于丙酮溶液中超声清洗15min,得到待焊方钴矿热电材料,置于氩气气氛手套箱中保存;将铜电极的待焊面使用2000#金相砂纸进行打磨,以除去表面氧化物,再置于丙酮溶液中超声清洗15min,吹风机冷风吹干,得到待焊铜电极,置于氩气气氛手套箱中保存;
42.二、将sac305钎料置于待焊方钴矿热电材料和待焊铜电极的待焊面之间进行装配,得到待焊连接件,所述的sac305钎料由锡、银和铜组成,锡的质量分数为96.5%,银的质量分数为3.0%,铜的质量分数为0.5%;将待焊连接件置于真空钎焊炉中,待真空钎焊炉的真空度达到5
×
10
‑3pa时,以15℃/min的升温速率升温至500℃,并在500℃下保温1min,然后
以5℃/min的降温速率降至室温,完成方钴矿热电材料与铜电极的钎焊连接。
43.图1为实施例1中cu电极/sac305钎料/como合金镀层/方钴矿热电材料界面的sem图,图中从左到右依次为cu电极、sac305钎料、como合金镀层和方钴矿热电材料。如图1所示,sac305钎料与方钴矿结合良好,未见明显裂纹存在;cu元素向方钴矿一侧富集,但是并未大量进入方钴矿中,因此不会影响方钴矿的热电性能。图中未见como镀层是因为镀层太薄,图片放大倍数太小所致。cu电极与sac305钎料结合良好,未见大量化合物产生,界面处没有裂纹和孔洞,综上表明本实施例方钴矿热电材料与铜电极的钎焊连接效果是非常优异的。同时,对方钴矿热电材料与铜电极之间的钎焊连接接头的性能进行测试,测试结果显示:室温下接头抗剪切强度可达29mpa。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1