一种高压熔断器全自动组装设备的制作方法
1.本发明涉及熔断器技术领域,尤其涉及的是一种高压熔断器全自动组装设备。
背景技术:
2.高压熔断器,其结构一般包括熔丝管、接触导电部分、支持绝缘子和底座等部分,熔丝管中填充用于灭弧的石英砂细粒。熔件是利用熔点较低的金属材料制成的金属丝或金属片,串联在被保护电路中,当电路或电路中的设备过载或发生故障时,熔件发热而熔化,从而切断电路,达到保护电路或设备的目的,目前生产熔断器的过程中,需要人工参与,不能实现全自动化生产,因此,现有技术存在缺陷,需要改进。
技术实现要素:
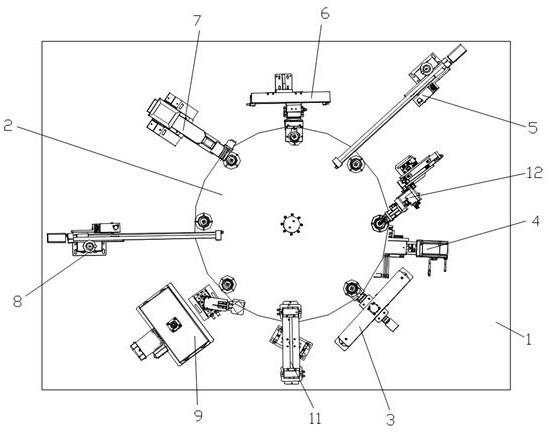
3.针对现有技术存在的不足,本发明目的是提供一种高压熔断器全自动组装设备,以解决上述背景技术中提出的问题。为实现上述目的,本发明所采用了下述的技术方案该高压熔断器全自动组装设备,包括工作台,在所述工作台上设置转盘,所述转盘下方设置有凸轮分割器,所述凸轮分割器带动所述转盘转动,所述转盘顶面沿圆周等分设置有多个治具座,沿所述转盘周侧的工作台上分别设置有管体上料机构、穿保险丝机构、端盖组装机构、换向机构、填充机构、第二端盖组装机构、旋压机构、下料机构,在所述工作台上对应所述穿保险丝机构设置有折弯机构。
4.优选的,所述管体上料机构包括光轴支撑架,所述光轴支撑架顶端垂直设置有第一气缸,所述第一气缸的工作端水平设置有第一活动板,所述第一活动板垂直滑动连接所述光轴支撑架,所述第一活动板底端水平设置有第一旋转气缸,所述第一旋转气缸的工作端水平设置有旋转板,所述旋转板底面两端分别水平设置有第二旋转气缸,两个所述第二旋转气缸的工作端分别设置有手指气缸。
5.优选的,所述穿保险丝机构包括第一安装板,所述第一安装板垂直设置在所述工作台上,所述第一安装板上方设置有剪线装置,所述第一安装板下方设置有送线装置,所述送线装置包括送线架,所述送线架垂直设置在所述第一安装板前壁,所述送线架底端转动设置有过线对辊,所述送线架中部转动设置有驱动辊,所述第一安装板后壁设置有第一电机,所述第一电机的转轴连接所述驱动辊,所述驱动辊左侧的所述第一安装板上水平有调节滑台气缸,所述调节滑台气缸的工作端垂直设置有从动辊安装板,所述从动辊安装板上水平转动设置有从动辊,所述从动辊与所述驱动辊相对应,所述送线架顶端垂直设置有过线板,所述过线板内垂直贯穿设置有通孔,所述通孔的底端对应所述驱动辊和从动辊之间。
6.优选的,所述剪线装置包括直线导轨,所述直线导轨水平设置在所述第一安装板前壁,所述直线导轨上左端滑动设置有第一剪线座,右端滑动设置有第二剪线座,所述第一安装板后壁水平转动设置有左右旋丝杠,所述左右旋丝杠左端的所述第一安装板上设置有第二电机,所述第二电机的转轴连接所述左右旋丝杠,所述左右旋丝杠的左端螺旋连接有左旋螺母,右端螺旋连接有右旋螺母,所述左旋螺母上水平设置有第一连接杆,所述第一连
接杆贯穿所述第一安装板,并连接所述第一剪线座,所述右旋螺母上水平设置有第二连接杆,所述第二连接杆贯穿所述第一安装板,并连接所述第二剪线座,所述第一剪线座右壁和第二剪线座左壁均水平设置有剪板。
7.优选的,所述折弯机构包括折弯支撑架,所述折弯支撑架垂直设置在所述工作台上,所述折弯支撑架前壁垂直设置有第二滑台气缸,所述第二滑台气缸的工作端水平设置有第三滑台气缸,所述第三滑台气缸的工作端设置有折弯固定板,所述折弯固定板前壁左侧垂直设置有折弯滑轨,所述折弯滑轨上方滑动设置有第一滑座,下方滑动设置有第二滑座,所述折弯滑轨右侧的折弯固定板上垂直向上设置有第三气缸,垂直向下设置有第四气缸,所述第三气缸的工作端连接所述第一滑座,所述第四气缸的工作端连接所述第二滑座,所述第一滑座和第二滑座上分别水平设置有折弯旋转气缸,两个所述折弯旋转气缸的工作端分别水平设置有折弯手指气缸,两个所述折弯手指气缸的工作端分别设置有保险丝夹爪。
8.优选的,所述端盖组装机构包括第二支撑架,所述第二支撑架上水平设置有直线滑台,所述直线滑台的工作端垂直设置有第四滑台气缸,所述第四滑台气缸的工作端设置有垂直第四固定板,所述第四固定板侧面上方水平设置有第五固定板,下方水平设置有第六固定板,所述第六固定板上水平设置有第二手指气缸,所述第五固定板上对应所述第二手指气缸工作端的位置垂直设置有推杆气缸,所述推杆气缸的工作端设置有压头。
9.优选的,所述旋压机构包括旋压装置和移栽装置,所述旋压装置包括旋压支撑架,所述旋压支撑架顶端垂直设置有压合气缸,所述压合气缸的工作端设置有连接架,所述连接架底端水平设置有电机安装板,所述电机安装板垂直滑动连接所述旋压支撑架,所述电机安装板上贯穿转动设置有轴座,所述轴座内贯穿转动设置有旋压转轴,所述电机安装板顶面设置有伺服电机,所述伺服电机的工作端连接所述旋压转轴,所述轴座底端同心设置有弹簧套,所述弹簧套和所述轴座之间垂直设置有弹簧,所述弹簧套底端同心水平设置有锥形套,所述旋压转轴底端设置有旋压头,所述旋压头和所述弹簧套之间的所述旋压转轴上设置有夹爪支架,所述夹爪支架沿圆周等分垂直活动设置有多个夹爪,多个所述夹爪顶端均转动设置有滚轮,多个所述滚轮均滚动连接所述锥形套的圆周外侧斜面,多个所述夹爪底端均水平设置有弧形夹紧块。
10.优选的,所述换向机构包括换向支撑架,所述换向支撑架垂直设置在所述工作台上,所述换向支撑架上水平设置有第二直线滑台,所述第二直线滑台的工作端垂直设置有双杆气缸,所述双杆气缸的工作端设置有换向固定板,所述换向固定板后壁设置有换向旋转气缸,所述换向旋转气缸的工作端贯穿转动连接所述换向固定板,并设置有换向手指气缸。
11.优选的,所述填充机构包括下料装置和称重装置,所述称重装置承接所述下料装置,所述下料装置包括第一支撑座,所述第一支撑座顶面设置有直振器,所述直振器顶面设置有接料槽,所述接料槽顶部左端设置有料斗,所述料斗底端连通所述接料槽,所述称重装置包括第二支撑座,所述第二支撑座顶面设置有称重传感器,所述称重传感器顶面设置有称重料槽,所述称重料槽倾斜设置,其顶端承接所述接料槽,其中部水平贯穿转动设置有下料转轴,所述下料转轴上设置有翻板,所述称重料槽侧面设置有下料电机,所述下料电机的转轴连接所述下料转轴。
12.优选的, 所述下料机构包括下料支撑架,所述下料支撑架顶面水平设置有下料旋转气缸,所述下料旋转气缸的工作端垂直设置有旋转轴,所述旋转轴顶端水平设置有旋转板,所述旋转板两端分别垂直设置有下料双杆气缸,两个所述下料双杆气缸的工作端分别垂直设置有下料手指气缸。
13.相对于现有技术的有益效果是,采用上述方案,本发明结构紧凑,设计巧妙,可实现不同规格的熔断器生产,适应性广,实现全自动化生产,节省人工,提高生产效率,具有很好的市场应用价值。
附图说明
14.图1为本发明的一个实施例的总装配结构示意图;图2为本发明的图1实施例的管体上料机构结构示意图;图3为本发明的图1实施例的穿保险丝机构结构示意图;图4为本发明的图1实施例的剪线装置结构示意图;图5为本发明的图1实施例的折弯机构结构示意图;图6为本发明的图1实施例的端盖组装机构结构示意图;图7为本发明的图1实施例的旋压机构结构示意图;图8为本发明的图1实施例的换向机构结构示意图;图9为本发明的图1实施例的填充机构结构示意图;图10为本发明的图1实施例的下料机构结构示意图;图11为本发明的图1实施例的移栽装置结构示意图;图12为本发明实施例二的送线装置结构示意图;图13为本发明实施例三的检测机构结构示意图。
具体实施方式
15.为了便于理解本发明,下面结合附图和具体实施例,对本发明进行更详细的说明。附图中给出了本发明的较佳的实施例。但是,本发明可以以许多不同的形式来实现,并不限于本说明书所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
16.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本说明书所使用的术语“垂直的”、“水平的”、“左”、“右”“前”、“后”以及类似的表述只是为了说明的目的。
17.除非另有定义,本说明书所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本说明书中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本发明。
18.如图1所示,本发明的一个实施例是,该高压熔断器全自动组装设备,包括工作台1,在所述工作台1上设置转盘2,所述转盘2下方设置有凸轮分割器,所述凸轮分割器带动所述转盘2转动,所述转盘2顶面沿圆周等分设置有多个治具座,沿所述转盘2周侧的工作台1上分别设置有管体上料机构3、穿保险丝机构4、端盖组装机构5、换向机构6、填充机构7、第
二端盖组装机构8、旋压机构9、下料机构11,在所述工作台1上对应所述穿保险丝机构4设置有折弯机构12。
19.优选的,如图2所示,所述管体上料机构3包括光轴支撑架301,所述光轴支撑架301顶端垂直设置有第一气缸302,所述第一气缸302的工作端水平设置有第一活动板303,所述第一活动板303垂直滑动连接所述光轴支撑架301,所述第一活动板303底端水平设置有第一旋转气缸304,所述第一旋转气缸304的工作端水平设置有旋转板305,所述旋转板305底面两端分别水平设置有第二旋转气缸306,两个所述第二旋转气缸306的工作端分别设置有手指气缸307。
20.第一气缸302推动第一活动板303沿光轴支撑架301垂直滑动,第一旋转气缸304带动旋转板305转动,两个第二旋转气缸306分别带动两个手指气缸转动交替上料,手指气缸夹取熔丝管,第二旋转气缸306旋转,使熔丝管由水平状态,调整为垂直状态,放入转盘2上的治具座内。
21.优选的,如图3所示,所述穿保险丝机构4包括第一安装板401,所述第一安装板401垂直设置在所述工作台1上,所述第一安装板401上方设置有剪线装置41,所述第一安装板401下方设置有送线装置,所述送线装置包括送线架402,所述送线架402垂直设置在所述第一安装板401前壁,所述送线架402底端转动设置有过线对辊403,所述送线架402中部转动设置有驱动辊404,所述第一安装板401后壁设置有第一电机405,所述第一电机405的转轴连接所述驱动辊404,所述驱动辊404左侧的所述第一安装板401上水平有调节滑台气缸406,所述调节滑台气缸406的工作端垂直设置有从动辊安装板407,所述从动辊安装板407上水平转动设置有从动辊408,所述从动辊408与所述驱动辊404相对应,所述送线架402顶端垂直设置有过线板409,所述过线板409内垂直贯穿设置有通孔,所述通孔的底端对应所述驱动辊404和从动辊408之间。
22.保险丝从对辊之间进入,第一电机405带动驱动辊404转动,驱动辊404和从动辊408拉动保险丝,保险丝沿过线板409内的通孔穿过,通过剪线装置41,向上进入熔丝管内,滑台气缸调节从动辊408与驱动辊404之间的位置,适应不同型号的保险丝。
23.优选的,如图4所示,所述剪线装置41包括直线导轨411,所述直线导轨411水平设置在所述第一安装板401前壁,所述直线导轨411上左端滑动设置有第一剪线座412,右端滑动设置有第二剪线座413,所述第一安装板401后壁水平转动设置有左右旋丝杠414,所述左右旋丝杠414左端的所述第一安装板401上设置有第二电机415,所述第二电机415的转轴连接所述左右旋丝杠414,所述左右旋丝杠414的左端螺旋连接有左旋螺母416,右端螺旋连接有右旋螺母417,所述左旋螺母416上水平设置有第一连接杆418,所述第一连接杆418贯穿所述第一安装板401,并连接所述第一剪线座412,所述右旋螺母417上水平设置有第二连接杆419,所述第二连接杆419贯穿所述第一安装板401,并连接所述第二剪线座413,所述第一剪线座412右壁和第二剪线座413左壁均水平设置有剪板420。
24.第二电机415带动左右旋丝杠414转动,控制左旋螺母416和右旋螺母417对中或对外运动,从而带动第一剪线座412和第二剪线座413对中或对外运动,两侧的剪板420对保险丝剪断。本实施例中的左右旋丝杠414为现有技术,型号优选为r5010b2
‑
fdwc
‑
1250,本实施例中所选用的气缸、电机等元件均为现有技术,在此不做过多赘述。
25.优选的,如图5所示,所述折弯机构12包括折弯支撑架150,所述折弯支撑架150垂
直设置在所述工作台1上,所述折弯支撑架150前壁垂直设置有第二滑台气缸151,所述第二滑台气缸151的工作端水平设置有第三滑台气缸152,所述第三滑台气缸152的工作端设置有折弯固定板153,所述折弯固定板153前壁左侧垂直设置有折弯滑轨154,所述折弯滑轨154上方滑动设置有第一滑座155,下方滑动设置有第二滑座156,所述折弯滑轨154右侧的折弯固定板153上垂直向上设置有第三气缸157,垂直向下设置有第四气缸158,所述第三气缸157的工作端连接所述第一滑座155,所述第四气缸158的工作端连接所述第二滑座156,所述第一滑座155和第二滑座156上分别水平设置有折弯旋转气缸159,两个所述折弯旋转气缸159的工作端分别水平设置有折弯手指气缸160,两个所述折弯手指气缸的工作端分别设置有保险丝夹爪161。
26.第二滑台气缸151带动第三滑台气缸152垂直运动,第三滑台气缸152带动折弯固定板153左右运动,第三气缸157推动第一滑座155在折弯滑轨154上方垂直滑动,第四气缸158推动第二滑座156在折弯滑轨154下方垂直滑动,用于适应不同长度的熔丝管,两个折弯手指气缸160分别夹住保险丝的上端和下端,两个折弯旋转气缸159分别带动相对应的折弯手指气缸160旋转,分别对保险丝两端折弯。
27.优选的,如图6所示,所述端盖组装机构5包括第二支撑架501,所述第二支撑架501上水平设置有直线滑台502,所述直线滑台502的工作端垂直设置有第四滑台气缸503,所述第四滑台气缸503的工作端设置有垂直第四固定板504,所述第四固定板504侧面上方水平设置有第五固定板505,下方水平设置有第六固定板506,所述第六固定板506上水平设置有第二手指气缸507,所述第五固定板505上对应所述第二手指气缸507工作端的位置垂直设置有推杆气缸508,所述推杆气缸508的工作端设置有压头509。
28.直线滑台502带动第四滑台气缸503水平运动,第四滑台气缸503带动第四固定板504垂直运动,第五固定板505上的第二手指气缸507夹取上料工位的端盖,移动至转盘2治具座内的熔丝管上,推杆气缸508推动压头509向下运动,将端盖套在熔丝管上,为了防止管体损坏,不完全套入。
29.优选的,如图7所示,所述旋压机构9包括旋压装置和移栽装置,所述移栽装置临近工作台设置,所述旋压装置位于所述移栽装置工作范围内,所述旋压装置包括旋压支撑架901,所述旋压支撑架901顶端垂直设置有压合气缸902,所述压合气缸902的工作端设置有连接架903,所述连接架903底端水平设置有电机安装板904,所述电机安装板904垂直滑动连接所述旋压支撑架901,所述电机安装板904上贯穿转动设置有轴座905,所述轴座905内贯穿转动设置有旋压转轴906,所述电机安装板904顶面设置有伺服电机907,所述伺服电机907的工作端连接所述旋压转轴906,所述轴座905底端同心设置有弹簧套908,所述弹簧套908和所述轴座905之间垂直设置有弹簧,所述弹簧套908底端同心水平设置有锥形套910,锥形套910大头向上,所述旋压转轴906底端设置有旋压头911,所述旋压头911和所述弹簧套908之间的所述旋压转轴906上设置有夹爪支架912,所述夹爪支架912沿圆周等分垂直活动设置有多个夹爪913,多个所述夹爪913顶端均转动设置有滚轮914,多个所述滚轮914均滚动连接所述锥形套910的圆周外侧斜面,多个所述夹爪913底端均水平设置有弧形夹紧块915。
30.压合气缸902推动电机安装板904沿旋压支撑架901垂直向下滑动,使旋压转轴906底端的旋压头911压在熔丝管的端盖上,多个夹爪则位于端盖周围,夹爪数量至少为两个,
压合气缸902继续下压,电机安装板904上的轴套推动弹簧套908和锥形套910向下运动,多个夹爪顶端沿锥形套910圆周斜面向上向外滚动,多个夹爪的底端则均向内运动,通过夹紧块将端盖夹紧,伺服电机907转动,带动旋压头911和多个夹爪转动,压合气缸902继续向下推动,将端盖下压旋紧。
31.优选的,如图8所示,所述换向机构6包括换向支撑架601,所述换向支撑架601垂直设置在所述工作台1上,所述换向支撑架601上水平设置有第二直线滑台602,所述第二直线滑台602的工作端垂直设置有双杆气缸603,所述双杆气缸603的工作端设置有换向固定板604,所述换向固定板604后壁设置有换向旋转气缸605,所述换向旋转气缸605的工作端贯穿转动连接所述换向固定板604,并水平设置有换向手指气缸606。
32.第二直线滑台602带动双杆气缸603水平运动,双杆气缸603带动换向固定板604垂直向下运动,换向手指气缸606夹取转盘2上的熔丝管,双杆气缸603上升,换向旋转气缸605转动,带动手指气缸转动,将熔丝管底端旋转至顶端,然后放入治具座内。
33.优选的,如图9所示,所述填充机构7包括下料装置和称重装置,所述称重装置承接所述下料装置,所述下料装置包括第一支撑座701,所述第一支撑座701顶面设置有直振器702,所述直振器702顶面水平设置有接料槽703,所述接料槽703顶部左端设置有料斗704,所述料斗704底端连通所述接料槽703,所述称重装置包括第二支撑座705,所述第二支撑座705顶面设置有称重传感器706,所述称重传感器706顶面设置有称重料槽707,所述称重料槽707倾斜设置,其顶端承接所述接料槽703,其中部水平贯穿转动设置有下料转轴708,所述下料转轴708上设置有翻板709,所述称重料槽707侧面设置有下料电机710,所述下料电机710的转轴连接所述下料转轴708。
34.直振器702带动料斗704和接料槽703振动,使防爆粉末从料斗704流出沿接料槽703流向称重料槽707,称重传感器706感应料槽内粉末重量,当达到预设值时,控制下料电机710转动,下料电机710带动下料转轴708转动,下料转轴708带动翻板709转动,控制称重料槽707底端打开,使防爆粉末流入熔丝管内。
35.优选的,如图10所示,所述下料机构11包括下料支撑架120,所述下料支撑架120顶面水平设置有下料旋转气缸121,所述下料旋转气缸121的工作端垂直设置有旋转轴122,所述旋转轴122顶端水平设置有下料旋转板123,所述下料旋转板123两端分别垂直设置有下料双杆气缸124,两个所述下料双杆气缸124的工作端分别垂直设置有下料手指气缸125。
36.下料旋转气缸121带动下料旋转板123转动,下料双杆气缸124控制下料手指气缸125升降,下料手指气缸125用于抓取工件。
37.优选的,所述第二端盖组装机构8与所述端盖组装机构5结构相同。
38.优选的,如图11所示,所述移栽装置包括移栽支撑架920,所述移栽支撑架920顶面水平设置移栽旋转气缸921,所述移栽旋转气缸921的工作端垂直设置有移栽气缸922,所述移栽气缸922的工作端水平设置有移栽安装板923,所述移栽安装板923顶面前端设置有移栽手指气缸924,所述移栽手指气缸924的两个工作端分别设置有夹爪。
39.实施例二,如图12所示,在实施例一的基础上,送线装置包括第二转盘443,所述第二转盘443转动设置在所述第一安装板401前壁,所述第二转盘443上设置有送线架402,所述送线架402底端转动设置有过线对辊403,所述送线架402中部转动设置有驱动辊404,所述送线架402顶端垂直设置有过线板409,所述第一安装板401后壁设置有第一电机405和转
盘电机444,所述第一电机405的转轴贯穿并转动连接所述第一安装板和所述转盘,其前端连接所述驱动辊404,所述第一电机405的转轴上转动连接有第一齿轮440,所述转盘电机444的转轴设置有第二齿轮441,所述第一齿轮440和所述第二齿轮441啮合,所述第一齿轮440同心连接所述第二转盘443,所述送线架402左侧的第二转盘443上水平有调节滑台气缸406,所述调节滑台气缸406的工作端垂直设置有从动辊安装板407,所述从动辊安装板407上水平转动设置有从动辊408,所述从动辊408与所述驱动辊404相对应,所述过线板409内垂直贯穿设置有通孔,所述通孔的底端对应所述驱动辊404和从动辊408之间。
40.第一电机405带动驱动辊404转动,转盘电机444带动第二齿轮441转动,第二齿轮441带动第一齿轮440转动,第一齿轮440带动第二转盘443转动,第二转盘443带动送线架402和调节滑台气缸406转动,调节保险丝输出角度。
41.实施例三,如图13所示,在所述下料机构之前还设置有检测机构,所述检测机构包括检测支撑架101,所述检测支撑架101前壁垂直设置有检测滑台气缸一102,所述检测滑台气缸一102的工作端水平设置有检测滑台气缸二103,所述检测滑台气缸二103的工作端设置有检测固定板104,所述检测固定板104前壁左侧垂直设置有检测滑轨105,所述检测滑轨105上方滑动设置有检测滑座一106,下方滑动设置有检测滑座二107,所述检测滑轨105右侧的检测固定板104上垂直向上设置有第五气缸108,第五气缸前壁108垂直向下设置有第六气缸109,所述第五气缸108的工作端连接所述检测滑座一106,所述第六气缸109的工作端连接所述检测滑座二107,所述检测滑座一106和检测滑座二107上分别垂直设置对中设置有检测探头110,所述检测固定板104前壁右侧水平设置有滑台气缸三111,所述滑台气缸三111的工作端水平设置有第三活动板112,所述第三活动板112的左端水平设置有检测手指气缸113,所述检测手指气缸113的工作端分别设置有检测夹爪114。
42.检测滑台气缸一102带动检测滑台气缸二103垂直运动,检测滑台气缸二103带动检测固定板104水平运动,滑台气缸三111通过第三活动板112推动检测手指气缸113水平运动,夹取转盘2上的工件移动至检测滑座一106和检测滑座二107之间,第五气缸108推动检测滑座一106在检测滑轨105上垂直滑动,第六气缸109推动检测滑座二107在检测滑轨105上垂直滑动,两个检测滑座上的检测探头110分别接触熔丝管两端进行测试。
43.需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1