1.本发明涉及火焰切割技术领域,尤其涉及一种火焰切割钢材边缘和预热点位置检测方法。
背景技术:2.火焰切割是一种被广泛应用于钢铁工业中的粗加工技术,特别是钢材厚度大于50mm时,火焰切割是唯一经济有效的切割方式。
3.钢材火焰切割过程分为三个阶段:预热阶段、起割阶段和切割阶段。预热阶段是指切割钢材之前,需要在钢材坯料边缘使用预热火焰进行预热。预热至钢材燃点后,送入高纯度切割氧流,进入起割阶段。切割氧与预热后的钢材产生燃烧反应,生成氧化物并放出大量的热,燃烧热将氧化物熔化成液态并将燃烧面附近的钢材加热至燃点,随后进入切割阶段。高速切割氧流将液态的生成氧化物吹离钢材,暴露出切口附近被加热至燃点的钢铁,使其继续与氧气反应,维持切割过程。随着切割设备切割枪的移动,形成割缝,将钢材切开。
4.钢材火焰切割最为关键的一步是确定钢材工件边缘或预热点位置。如果预热点位置偏离,起割位置处的钢材得不到很好的预热,钢材无法与切割氧流产生燃烧反应导致后续切割无法进行。一个客观的事实是,钢材坯料或者工件在输送轨道上运动时,运动轨迹会产生不确定的偏差,钢材坯料或者工件边缘产生偏离、位置不确定,由于火焰切割预热点位置偏离导致切割失败的情况时有发生。因此,目前亟需一种钢材工件边缘或者预热点位置的在线检测方法保证火焰切割过程的顺利进行。
技术实现要素:5.针对上述问题,本发明的目的在于提供火焰切割钢材边缘和预热点位置检测方法,通过图像处理的方法在线检测钢材边缘位置,根据钢材的切割方式,确定火焰切割设备切割枪处的起割或者预热点位置,为钢材火焰切割的顺利进行提供关键的技术保障。
6.本发明采用的技术方案如下:
7.本发明所提出的火焰切割钢材边缘和预热点位置检测方法,包括以下步骤:
8.s1、针对输送轨道上的待切割钢材,在火焰切割设备的钢材输送方向前方,安装相机实时抓取输送过程中钢材经过的图像;
9.s2、利用图像处理确定包含钢材头部和尾部的图像;
10.s3、通过对包含钢材头部和尾部图像的分析检测钢材边缘位置,结合钢材的切割方式,根据钢材边缘位置信息确定钢材火焰切割预热点位置:
11.h
p
=(h2‑
h1)*l/l+h112.式中,h
p
为火焰切割预热点位置至位置基准线的距离,h1和h2分别为钢材预热点对应边缘在钢材头部和尾部处至位置基准线的距离,l为钢材边缘长度,l为钢材边缘上待切割位置至钢材头部的距离,位置基准线为一条选定的与钢材输送方向平行的参考线。
13.进一步的,所述步骤s2中,确定包含钢材头部和尾部图像的方法采用实时图像处
理识别方法。
14.进一步的,所述相机视安装条件限制以及位置检测精度的需要确定数量,可采用一台或多台。
15.进一步的,所述相机为线阵相机或面阵相机。
16.进一步的,所述相机为可见光波段彩色相机、黑白相机或近红外、短波红外、中波红外、长波红外等波段相机。
17.进一步的,所述步骤s3中,待检测的钢材边缘位置,可利用钢材两侧的上边缘或者下边缘进行检测,也可同时利用上下边缘进行检测。
18.本发明与现有技术相比具有以下有益效果:
19.本发明适用于钢材在输送轨道上由于运动产生边缘位置偏离情况下的钢材边缘位置检测,根据钢材切割方式,确定火焰切割设备切割枪处的起割或者预热点位置,为钢材火焰切割的顺利进行提供关键的技术保障。
附图说明
20.图1为本发明方法单个线阵相机检测示意图;
21.图2为本发明方法多个线阵相机检测示意图;
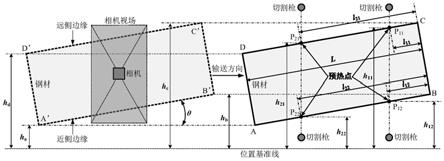
22.图3为本发明方法单个面阵相机检测示意图;
23.图4为本发明方法多个面阵相机检测示意图;
24.图5为本发明方法预热点位置获取示意图。
具体实施方式
25.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
26.如图1至5所示,本发明所提出的火焰切割钢材边缘和预热点位置检测方法,具体包括以下步骤:
27.s1、针对输送轨道上的待切割钢材,在火焰切割设备的钢材输送方向前方,安装相机实时抓取输送过程中钢材经过的图像;所述相机安装位置尽可能靠近火焰切割设备,如图1
‑
4所示,尽量减小相机安装位置至火焰切割设备之间因钢材输送引起的钢材边缘位置偏差。
28.所述相机视安装条件限制以及位置检测精度的需要确定数量,可采用一台或多台。
29.所述相机为线阵相机或面阵相机;如图1和2所示,为采用一台或多台线阵相机检测时的布置方式;如图3和4所示,为采用一台或多台面阵相机检测时的布置方式。
30.所述相机组成的视场必须能够完整覆盖钢材工件/坯料在输送方向的同一侧边缘运动轨迹范围,如近侧边缘或者远侧边缘,另一侧边缘则利用钢材尺寸规格如宽度、长度和高度信息获取;或者所述相机组成的视场同时能够完整覆盖钢材工件/坯料在输送方向的近侧和远侧边缘运动轨迹范围,同时检测钢材工件/坯料的近侧和远侧边缘;近侧或者远侧
边缘可以任选同一侧的钢材工件/坯料的上边缘或者下边缘作为参考,也可以同时使用上边缘和下边缘提高同一侧边缘检测的可靠性。
31.所述相机为可见光波段彩色相机、黑白相机或近红外、短波红外、中波红外、长波红外等波段相机。
32.s2、利用图像处理确定包含钢材头部和尾部的图像;确定包含钢材头部和尾部图像的方法采用实时图像处理识别方法,也可以通过其它信号确定,如光电开关等位置检测信号、输送轨道运动信号等。
33.s3、通过对包含钢材头部和尾部图像的分析检测钢材边缘位置,结合钢材的切割方式,根据钢材边缘位置信息确定钢材火焰切割预热点位置:
34.h
p
=(h2‑
h1)*l/l+h135.式中,h
p
为火焰切割预热点位置至位置基准线的距离,h1和h2分别为钢材预热点对应边缘在钢材头部和尾部处至位置基准线的距离,l为钢材边缘长度,l为钢材边缘上待切割位置至钢材头部的距离,位置基准线为一条选定的与钢材输送方向平行的参考线。
36.如图5所示,钢材沿输送方向运动过程中,由a’b’c’d’运动至abcd,近侧边缘为a’b’或ab,远侧边缘为c’d’或cd,采用一台面阵相机覆盖近侧边缘和远侧边缘运动轨迹范围,位置基准线为一与输送方向平行的位置固定的直线。钢材由a’b’c’d’运动至abcd过程中,通过相机图像实时处理或者接近开关信号确定包含钢材头部b’c’或bc以及尾部a’d’或ad的图像,通过对包含头部或尾部的图像分别进行分析,获取钢材边缘四个角点a’(a)、b’(b)、c’(c)、d’(d)的图像像素位置,结合相机空间标定关系,计算钢材四个角点a’(a)、b’(b)、c’(c)、d’(d)距离位置基准线的距离h
a
、h
b
、h
c
、h
d
。
37.如图5所示,在获取钢材边缘四个角点a’(a)、b’(b)、c’(c)、d’(d)距离位置基准线的距离h
a
、h
b
、h
c
、h
d
后,即可根据钢材切割长度计算每一边缘对应切割枪预热点的位置;具体地,钢材近侧边缘ab(或a’b’)的预热点位置p
12
和p
22
距离位置基准线的位置h
12
和h
22
以及钢材远侧边缘cd(或c’d’)的预热点位置p
21
和p
11
距离位置基准线的位置h
21
和h
11
计算如下:
38.h
11
=(h
d
‑
h
c
)*l
11
/l+h
c
39.h
12
=(h
a
‑
h
b
)*l
12
/l+h
b
40.h
21
=(h
d
‑
h
c
)*l
21
/l+h
c
41.h
22
=(h
a
‑
h
b
)*l
22
/l+h
b
42.式中,h
a
、h
b
、h
c
、h
d
为钢材边缘四个角点a’(a)、b’(b)、c’(c)、d’(d)距离边缘位置基准线的距离,l为钢材边缘长度,l
11
、l
12
、l
21
、l
22
为钢材边缘上预热点位置p
11
、p
12
、p
21
、p
22
至钢材边缘头部bc(或b’c’)的距离。
43.以上所述的实施例仅仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。