焊接机器人的制作方法
1.本发明涉及焊接机器人。
背景技术:
2.在使用焊接机器人来生产物品的情况下,谋求将生产物的品质保持在一定程度以上。在下述专利文献1中公开了要通过减少对焊接母材的焊接热输入来提高生产物的品质的焊接机器人。该焊接机器人在使焊炬停止的状态下使电弧产生,在使该电弧结束后,使焊炬移动至使下次的电弧产生的位置。
3.现有技术文献
4.专利文献
5.专利文献1:jp特开平6-55268号公报
6.若如专利文献1那样,在使电弧产生的期间一直使焊炬持续停止,焊接时间就会变长,生产率就会降低。
技术实现要素:
7.为此,本发明目的在于,提供能提高生产率的焊接机器人。
8.本发明的一方式所涉及的焊接机器人在使通过电弧焊接形成的焊道鳞状重合的同时进行焊接,焊接机器人具备:进行电弧焊接的焊接部;和按照焊接的施工条件来控制焊接部的动作的控制部,控制部在使焊接部进行电弧焊接的器件,交替重复不让用于电弧放电的电流输出的第1期间和让用于电弧放电的电流输出的第2期间,使焊接部中所含的焊炬持续移动。
9.根据该方式,由于能在使焊接部进行电弧焊接的期间使焊炬持续移动,因此与在使电弧产生的期间使焊炬停止的情况相比,能缩短焊接时间。
10.在上述方式中,也可以,控制部在使焊炬持续移动时,以固定的速度使焊炬移动。
11.根据该方式,由于能以固定的速度使焊炬确实地移动,因此能确实地缩短焊接时间。
12.在上述方式中,也可以,控制部在使焊炬持续移动时,使焊炬的速度可变。
13.根据该方式,由于能使焊炬以不同的速度移动,因此能考虑结果物的外观以及品质并缩短焊接时间。
14.在上述方式中,也可以,控制部在使焊炬的速度可变时,将第1期间的速度设为第1速度,将第2期间的速度设为比第1速度慢的第2速度。
15.根据该方式,以以固定的速度使焊炬持续移动的情况相比,能增加焊接热输入,能形成更大的鳞状的焊道。
16.在上述方式中,也可以,控制部将用于电弧放电的电流变更为比施工条件中所含的焊接电流高的电流,且缩短用于电弧放电的电流的输出时间。
17.根据该方式,与以施工条件中所含的焊接电流为目标进行控制的情况相比,能维
持焊道的熔敷量,并延长焊道的冷却时间。
18.在上述方式中,也可以,控制部在第2期间中,在输出变更后的用于电弧放电的电流后,进一步以给定时间输出比变更后的用于电弧放电的电流低的电流。
19.根据该方式,能抑制向焊道的热输入,并增加焊道的熔敷量。
20.发明的效果
21.根据本发明,能提供能提高生产率的焊接机器人。
附图说明
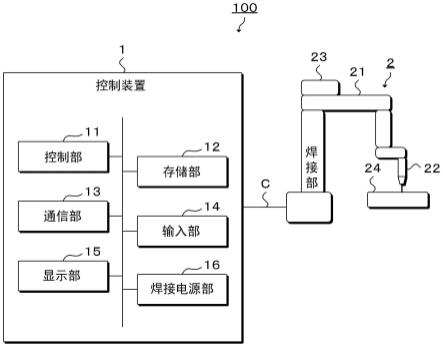
22.图1是例示包含作为本发明所涉及的焊接机器人的控制装置的焊接系统的概略结构的图。
23.图2是表征焊炬在电弧焊接中以固定的速度移动的样子的图表。
24.图3是表征焊炬在电弧焊接中基于焊接电流值改变速度并进行移动的样子的图表。
25.图4是用于说明图1的焊接系统的动作的一例的流程图。
26.附图标记的说明
27.1...控制装置、2...焊接部、11...控制部、12...存储部、13...通信部、14...输入部、15...显示部、16...焊接电源部、21...多关节臂、22...焊炬、23...焊丝进给装置、24...作业台、100
…
焊接系统
具体实施方式
28.参考附图来说明本发明的适合的实施方式。另外,在各图中,标注相同附图标记的是具有相同或同样的结构。
29.图1是例示包含作为本发明所涉及的焊接机器人的控制装置的焊接系统的概略结构的框图。焊接系统100例如具备控制装置1以及焊接部2。焊接部2是按照在控制装置1中设定的施工条件来进行电弧焊接的部位,例如是机械手。具体地,焊接部2具有设于固定在工厂的地面等的底座构件上的多关节臂21、与多关节臂21的前端连结的焊炬22、固定于多关节臂21的焊丝进给装置23和设置工件的作业台24。
30.控制装置1例如由包含处理器、存储器以及通信接口的控制组件构成。控制装置1例如通过处理器执行存放于存储器的给定的程序来实现后述的各种功能。
31.控制装置1可以由单一的控制组件构成,也可以由多个组件构成。作为由多个组件构成的情况的一例,由控制装置主体、示教器和焊接电源构成。
32.示教器是作业者对焊接部2的动作进行示教的组件,例如能包含控制部、存储部、通信部、输入部以及显示部。
33.控制装置主体是按照来自示教器的指示来控制焊接部2以及焊接电源的组件,例如能包含控制部、存储部以及通信部。
34.焊接电源是为了使焊丝的前端与工件之间产生电弧而按照预先确定的焊接的施工条件对焊接部2供给焊接电流以及焊接电压等的组件。焊接电源例如能包含控制部、存储部、通信部以及测量部。
35.在此,焊接的施工条件是在控制装置主体中设定的数据,包含会给对工件实施电
弧焊接而得到的结果物的品质带来影响的数据项目。具体地,焊接的施工条件中例如包含焊接条件、焊接开始位置、焊接结束位置、电弧放电的时间、焊接距离、焊炬的姿态以及焊炬的移动速度等数据项目。施工条件中所含的焊接条件是确定进行电弧焊接时的诸条件的数据项目。在该焊接条件中例如包含焊接电流、焊接电压、焊接速度、焊丝进给速度以及工件的厚度等数据项目。
36.施工条件例如存储在控制装置1执行焊接开始命令、焊接结束命令时所参考的设定文件中。焊接开始命令是用于使焊接部2开始电弧焊接的命令。焊接结束命令是用于使焊接部2结束电弧焊接的命令。
37.回到图1的说明。本实施方式中的控制装置1作为功能结构而例如具有控制部11、存储部12、通信部13、输入部14、显示部15以及焊接电源部16。另外,控制装置1的功能并不限定于此,能根据需要适宜追加任意的功能。
38.存储部12存储控制装置1中的处理的执行所需的各种程序、各种信息。作为各种信息,例如相当于焊接的施工条件。通信部13例如控制与经由通信线c连接的焊接部2的通信。
39.输入部14以及显示部15例如能包含示教器所具有的输入功能以及输出功能。具体地,输入部14具有多个按键,对应于各按键的操作生成输入信号,并输出到控制部11。显示部15使显示器显示字符、影像等。
40.焊接电源部16例如能包含焊接电源所具有的功能。具体地,焊接电源部16为了使焊丝的前端与工件之间产生电弧,按照施工条件来对焊接部2供给焊接电流以及焊接电压。
41.控制部11通过处理器执行存放于存储器的给定的程序来实现各种功能。作为各种功能,例如有按照焊接的施工条件来控制焊接部2的动作的功能。作为控制该焊接部2的动作的功能之一,有以下的功能。
42.该功能是在使焊接部2进行电弧焊接的期间交替重复不让用于电弧放电的电流输出的期间(第1期间,以下称作“断开期间”)和让用于电弧放电的电流输出的期间(第2期间,以下称作“接通期间”)、并使焊接部2中所含的焊炬22持续移动的功能。该功能适用于使通过电弧焊接形成的焊道鳞状地重合的同时进行焊接的情况。
43.所谓上述使焊接部2进行电弧焊接的期间,例如是从输出焊接开始命令并通过该命令让焊炬22开始活动起、到输出焊接结束命令并通过该命令让焊炬22停止为止的期间。
44.参考图2来具体说明该功能。图2是表征焊炬22在电弧焊接中以固定的速度va移动的样子的图表。
45.断开(off)期间t1例如是图2所示的不输出焊接电流iw的期间,具体相当于从时刻t2到时刻t3的期间、从时刻t4到时刻t5的期间。另外,断开期间t1并不需要以焊接电流iw成为0[a]为要件,只要焊接电流iw是不能进行电弧放电的电流值的范围内即可。
[0046]
接通(on)期间t2例如是图2所示的输出焊接电流iw的期间,具体相当于从时刻t1到时刻t2的期间、从时刻t3到时刻t4的期间、从时刻t5到时刻t6的期间。另外,接通期间t2并不需要以焊接电流iw成为ia[a]为要件,只要是焊接电流iw是能进行电弧放电的电流值的范围内即可。
[0047]
如图2所示那样,焊炬22在焊接部2进行电弧焊接的期间,以固定的速度va持续移动。由此,与在使电弧产生的期间使焊炬停止的情况相比,能缩短焊接时间,能提高生产率。
[0048]
使焊炬22移动的速度va,能考量实施电弧焊接的结果物的外观以及品质和焊接时
间来适宜设定,也可以作为施工条件的数据来对每个结果物设定。
[0049]
使焊炬22移动的速度并不限定于是固定的速度,也可以使之变动。即,也可以在电弧焊接中使焊炬22持续移动,同时改变焊炬22的移动速度。由此,能调整焊接热输入和焊道的外观。
[0050]
在改变焊炬22的移动速度的情况下,例如优选基于焊接电流值来改变焊炬22的移动速度。参考图3来具体进行说明。图3是表征焊炬22在电弧焊接中基于焊接电流值改变速度并同时进行移动的样子的图表。
[0051]
如图3所示那样,焊炬22在断开期间t1中以速度v1(第1速度)移动,在接通期间t2中以速度v2(第2速度)移动。即,接通期间t2的速度v2比断开期间t1的速度v1慢。
[0052]
通过使接通期间t2的速度v2比断开期间的速度v1慢,与以固定的速度v1使焊炬22持续移动的情况相比,增加了焊接热输入,能形成更大的鳞状的焊道。
[0053]
使焊炬22移动的速度v1、v2能考量实施电弧焊接的结果物的外观以及品质和焊接时间来适宜设定,也可以作为施工条件的数据按每个结果物进行设定。
[0054]
接下来,参考图4来说明实施方式中的焊接系统100的动作的一例。
[0055]
最初,控制部11在成为使焊接开始的定时的情况下,输出焊接开始命令(步骤s101)。由此开始电弧焊接。
[0056]
接着,控制部11按照焊接的施工条件使焊接部2的焊炬22持续移动(步骤s102)。焊炬22的移动可以是固定的速度,也可以基于焊接电流值改变就速度。
[0057]
接着,控制部11判定是否成为使焊接结束的定时(步骤s103)。在该判定为“否”的情况下(步骤s103“否”),控制部11判定为进行电弧焊接,继续上述步骤s102的处理。
[0058]
在上述步骤s103的判定中判定为成为使焊接结束的定时的情况下(步骤s103“是”),控制部11输出焊接结束命令(步骤s104),使焊接部2的焊炬22停止(步骤s105)。由此,电弧焊接结束,并且本动作也结束。
[0059]
如前述那样,根据实施方式中的焊接系统100,在使焊接部2进行电弧焊接的期间交替重复不让用于电弧放电的电流输出的断开期间和让用于电弧放电的电流输出的接通期间,能使焊炬22持续移动。
[0060]
由此,与在使电弧产生的期间使焊炬停止的情况相比,能缩短焊接时间,能提高生产率。
[0061]
另外,本发明并不限定于前述的实施方式,能在不脱离本发明的要旨的范围内以其他各种形式实施。为此,上述实施方式在所有点上都只是单纯的例示,并不是限定地解释。例如前述的各处理步骤能在处理内容中不产生矛盾的范围内任意变更顺序,或并列执行。
[0062]
[第1变形例]
[0063]
前述的实施方式中的用于电弧放电的电流,虽然按照施工条件的焊接条件中所设定的焊接电流来输出,但也可以对所输出的电流进行调整。例如,也可以将用于电弧放电的电流变更为比施工条件中所设定的焊接电流高的电流,且缩短电流的输出时间。
[0064]
作为其一例,如:在设定为施工条件中所设定的焊接电流是100[a]且输出0.5[s]期间的情况下,将用于电弧放电的电流变更为130[a]且输出0.3[s]期间。
[0065]
如此地,通过缩短与用于电弧放电的电流对应的脉冲的输出时间、并与此相应提
高电流值,与将施工条件中所设定的焊接电流控制成目标的情况比较,能维持焊道的熔敷量,并延长焊道的冷却时间。由此,能提高焊道形状的波动的高度(鳞状的高度),从而使焊道的外观提升。
[0066]
相对于施工条件中所设定的焊接电流提高电流值的程度以及缩短电流的输出时间的程度,能在能维持焊道的熔敷量且延长焊道的冷却时间的范围内适宜设定,优选将这样的程度设定为施工条件的焊接条件等。另外,也可以不是如前述那样变更施工条件中所设定的焊接电流来进行调整,而是将调整后的电流值以及输出时间设定为施工条件的焊接电流等,以该设定的焊接电流为目标来进行控制。
[0067]
[第2变形例]
[0068]
在前述的第1变形例中,将用于电弧放电的电流变更为比施工条件中所设定的焊接电流高的电流且缩短输出时间来输出,但也可以输出变更后的电流,并接着该输出,进一步将比施工条件中所设定的焊接电流低的电流输出给定时间。在该情况下,将输出比焊接电流高的电流的期间和输出比焊接电流低的电流的期间合起来的期间成为接通期间。
[0069]
作为其一例,如:在设定成将施工条件中所设定的焊接电流以100[a]输出0.5[s]期间、焊接电流的间隔成为0.5[s]的情况下,进行变更,使得将用于电弧放电的电流以130[a]输出0.3[s]期间,接着将70[a]的电流输出0.4[s]期间,之后在0.3[s]后输出下次的用于电弧放电的电流。
[0070]
在前述的第1变形例那样缩短与用于电弧放电的电流对应的脉冲的输出时间并提高电流值的情况下,由于电流脉冲的输出时间变短,因此难以增加焊道的熔敷量。
[0071]
为了解决该问题,在本第2变形例中,在刚输出第1变形例中的电流脉冲后,紧接着输出与比施工条件中所设定的焊接电流低的电流对应的第二段的脉冲。由此,与第1变形例比较,能增加焊道的熔敷量。另外,由于第二段的电流低,因此能抑制向焊道的热输入,能输出电流并使焊道的冷却进展。
[0072]
相对于施工条件中所设定的焊接电流降低电流值的程度、输出电流的输出时间以及电流的间隔,能在能增加焊道的熔敷量并且使焊道的冷却进展的范围内适宜设定,优选将这样的条件设定为施工条件的焊接条件等。另外,也可以不是如前述那样变更施工条件中所设定的焊接电流来进行调整,而是将调整后的电流值以及输出时间等设定为施工条件的焊接电流等,以该设定的焊接电流为目标来进行控制。
[0073]
[第3变形例]
[0074]
在前述的第2变形例中,作为用于电弧放电的电流,在接通期间输出二段的脉冲,但并不限定于将脉冲二段输出。例如也可以在接通期间,输出第1变形例中的电流脉冲,紧接着该输出,使电流值斜坡状降低的同时进一步以给定时间输出用于电弧放电的电流。这时,优选设定电流的过渡状态,使得斜坡状降低的电流成为比施工条件中所设定的焊接电流低的电流。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1