一种狭窄紧靠稳定器内壁铆接工具及其使用方法与流程
1.本发明涉及航空发动机零件装配铆接技术领域,尤其涉及一种狭窄紧靠稳定器内壁铆接工具及其使用方法。
背景技术:
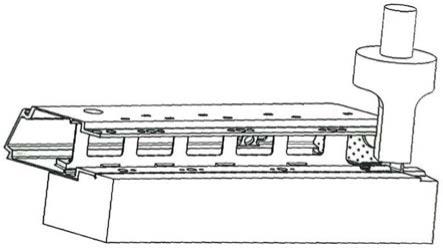
2.如图1、图2所示是某型航空发动机一体化稳定器组件,组件由稳定器壳体、双耳游动自锁螺母、铆钉组成。稳定器组件呈半开放箱体结构,其前端、左侧开放,后端和右侧封闭;稳定器壳体前端上、下安装边沿长度方向上交错设置双耳游动自锁螺母组件,双耳游动自锁螺母组件铆接于稳定器壳体上,铆钉墩粗端位于箱体内腔。其中下安装边最右侧一件双耳游动自锁螺母组件的右铆钉轴线距内壁4.02mm,距前外侧面7mm,上、下安装边之间的高度为23mm。
3.稳定器壳体右侧焊接了一件搭接片,搭接片向内弯曲,双耳游动自锁螺母组件突出稳定器壳体7.8mm,这导致空间更狭小,增大铆接难度,这属于航空发动机一体化加力燃烧室新结构。
4.铆接时,铆钉需轴向受力而产生塑性变形,常规的铆接方法有两种:第一种是支撑下端,上端使用冲头,手工冲击铆接;另一种是使用液压机铆接。手工冲铆,铆钉位于内腔,稳定器空间狭小,冲头只能倾斜一定角度伸入稳定器内腔,冲铆力与铆钉轴线不能平行,更不能做到共线,铆钉受斜向力而造成铆钉沿径向的不均匀变形,铆钉弯曲,导致铆接质量无法达到铆接要求。如果采用液压铆接,压头需与铆钉要求在同一轴线上,由于稳定器上端干涉,不能直接实施液压机铆接,显然上述这两种铆接方法难于完成铆接,针对这种新结构,目前行业内还没有可参考的铆接技术。
5.稳定器壳体与前端的上、下安装边之间存在台阶面,上、下安装边之间的连接边与前外侧面存在夹角、并不垂直,导致铆接时稳定器壳体定位困难。
技术实现要素:
6.本发明的主要目的是提出一种狭窄紧靠稳定器内壁铆接工具及其使用方法,旨在解决上述技术问题。
7.为实现上述目的,本发明提出一种狭窄紧靠稳定器内壁铆接工具,包括:铆接压头、支撑板以及定位套;
8.所述铆接压头包括压头本体、设置在压头本体上端用于与液压铆接机主轴连接的压头柄、设置在压头本体下端的压紧头;在所述压头本体上设置有一侧为敞口状的凹槽使所述压头本体呈“c”字型结构;
9.所述定位套上设置有通孔;
10.通孔中心至定位套前面的距离等于稳定器壳体的下安装边上最右侧双耳游动自锁螺母组件的右铆钉的轴线至下安装边前面的距离;
11.通孔中心至定位套右侧面的距离等于稳定器壳体的下安装边上最右侧双耳游动
自锁螺母组件的右铆钉的轴线至稳定器壳体的连接边右侧面的距离;
12.定位套前面与右侧面之间的夹角等于稳定器壳体的下安装边前面与稳定器壳体的连接边右侧面之间的夹角;
13.在所述支撑板的顶面上设置有第一凸台,在第一凸台的顶面上设置有第二凸台和第三凸台;
14.第二凸台的竖直台阶面与第三凸台左侧竖直台阶面之间的夹角等于稳定器壳体的下安装边前面与稳定器壳体的连接边右侧面之间的夹角;
15.第一凸台的顶面、第二凸台的竖直台阶面、以及第三凸台左侧竖直台阶面共同形成定位沉槽。
16.优选的,所述铆接压头整体为回转体,铆接压头上压头本体、压头柄、以及压紧头为一体成型制作。
17.优选的,在所述压头本体下端与压紧头连接部位的两侧设置有空开槽。
18.优选的,所述压紧头与所述压头柄同轴设置。
19.优选的,所述压紧头的下端面与所述压头柄的轴线相垂直。
20.优选的,所述压紧头与定位套上的通孔之间采用间隙配合,单边间隙不大于0.05mm。
21.优选的,在所述第一凸台的高度大于稳定器壳体下表面至稳定器壳体的下安装边下表面之间的距离。
22.优选的,所述第一凸台的宽度小于稳定器壳体的下安装边的宽度。
23.优选的,所述压头本体下部外周两侧削平形成一对彼此相互平行的空开面。
24.本发明还提供一种狭窄紧靠稳定器内壁铆接工具的使用方法,包括以下步骤:
25.步骤s1:铆接工具的定位:将铆接压头与液压铆接机连接,铆接压头的压头柄插入液压铆接机主轴孔中;将支撑板置于液压铆接机的工作台上;将定位套放置在支撑板的定位沉槽上,并使得定位套的前面与第二凸台的竖直台阶面相贴合,定位套的右侧面与第三凸台左侧竖直台阶面相贴合;调整铆接压头使得压紧头置于定位套的通孔内;固定支撑板;完成铆接工具的定位;
26.步骤s2:撤掉定位套:上移铆接压头,将定位套从支撑板上撤掉;
27.步骤s3:铆接:稳定器壳体的上壁以及上安装边套入铆接压头的凹槽内,稳定器壳体下表面支撑在支撑板的顶面上;稳定器壳体的下安装边的下表面支撑在第一凸台的上表面上;稳定器壳体的下安装边的前面与第二凸台的竖直台阶面相贴合;稳定器壳体的连接边的右侧面与第三凸台左侧竖直台阶面相贴合;下移铆接压头压紧下安装边上最右侧双耳游动自锁螺母组件的右铆钉完成铆接。
28.由于采用了上述技术方案,本发明的有益效果是:
29.(1)通过在铆接压头上设置一侧为敞口状的凹槽使所述压头本体呈“c”字型结构,在进行铆接操作时,稳定器壳体的上壁以及上安装边可以套入铆接压头的凹槽内,铆接压头上的压紧头可以伸入至稳定器壳体的内腔中进行铆接,采用液压机铆接时铆接压头可以垂直受力,冲铆力与铆钉轴线平行,铆钉受力均匀,避免铆钉弯曲,保证了铆接的质量。
30.(2)本发明中通过利用定位套可以快速地对铆接压头和支撑板进行定位,通过利用支撑板上的顶面以及支撑板上第一凸台、第二凸台以及第三凸台形成的定位沉槽对稳定
器壳体进行支撑和定位,解决了稳定器壳体与上、下安装边之间存在台阶面,上、下安装边之间的连接边与前外侧面存在夹角导致铆接时稳定器壳体定位困难的问题,在进行铆接操作时,支撑板对稳定器壳体支撑定位方便快捷,有效地提高了铆接效率。
附图说明
31.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
32.图1为某型航空发动机一体化稳定器组件结构示意图;
33.图2为图1中i处的结构放大图;
34.图3为双耳游动自锁螺母组件的接头示意图;
35.图4为本发明中铆接压头、定位套、支撑板相配合进行定位时的结构示意图;
36.图5为本发明中铆接压头、定位套、支撑板相配合进行定位时的另一方向的结构示意图;
37.图6为本发明中铆接压头的立体结构示意图;
38.图7为本发明中铆接压头的另一方向的立体结构示意图
39.图8为本发明中铆接压头的主视图;
40.图9为本发明中铆接压头的右视图;
41.图10为本发明中铆接压头的仰视图;
42.图11为本发明中定位套的立体结构示意图;
43.图12为本发明中定位套的另一方向的立体结构示意图;
44.图13为本发明中支撑板的结构示意图;
45.图14为本发明中定位套与支撑板相配合的结构示意图;
46.图15为稳定器组件进行铆接操作时的结构示意图;
47.图16为稳定器组件进行铆接操作时的另一方向的结构示意图;
48.附图标号说明:10-稳定器壳体;101-双耳游动自锁螺母组件;102-铆钉;103-上安装边;104-下安装边;105-连接边;106-搭接片;20-铆接压头;201-压头本体;202-压头柄;203-压紧头;204-凹槽;205-空开槽;206-空开面;30-支撑板;301-第一凸台;302-第二凸台;303-第三凸台;304-定位沉槽;40-定位套;401-通孔。
具体实施方式
49.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
50.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
51.另外,在本发明中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
52.如图1、如图2所示为某型航空发动机一体化稳定器组件示意图,组件包括稳定器壳体10、双耳游动自锁螺母101、铆钉102;稳定器壳体10为呈半开放壳体结构,其前端、左侧开放,后端和右侧封闭;在稳定器壳体10的上壁前端设置有上安装边103,在稳定器壳体10的下壁前端设置有下安装边104,上安装边103的右端与下安装边104的右端通过连接边105连接;上安装边103和下安装边104沿长方向交错设置双耳游动自锁螺母101,双耳游动自锁螺母101通过铆钉102铆接在上安装边103、下安装边104上;在稳定器壳体10的连接边105左侧焊接有塔接片106。
53.如图2所示,稳定器壳体10的上安装边103、下安装边104、连接边105三者的前面齐平;稳定器壳体10的下安装边104上最右侧双耳游动自锁螺母组件101的右铆钉102的轴线至连接边105右侧面w2的距离为lw2;稳定器壳体10的下安装边104上最右侧双耳游动自锁螺母组件101的右铆钉102的轴线至稳定器壳体10的下安装边104的前面w1的距离为lw1;下安装边104的前面w1与连接边105右侧面w2之间的夹角为αw;上安装边103的下表面与下安装边104的上表面之间的间距为hw。
54.如图3所示为稳定器组件中双耳游动自锁螺母组件101的结构示意图,双耳游动自锁螺母组件101的高度为h1,两侧双耳托板处尖角至铆接孔中心的回转半径为r。
55.如图4、图5所示,一种狭窄紧靠稳定器内壁铆接工具,包括:铆接压头20、支撑板30以及定位套40。
56.如图6至图9所示,所述铆接压头20包括压头本体201、设置在压头本体201上端用于与液压铆接机主轴连接的压头柄202、设置在压头本体201下端的压紧头203;在所述压头本体201上设置有一侧为敞口状的凹槽204使所述压头本体201呈“c”字型结构。压紧头203的直径为φdy,高度为ly1;凹槽204的高度为ly3;凹槽204的下槽面至压紧头203的下端面之间的距离为ly2。
57.如图11、图12所示,所述定位套40上设置有通孔401;通孔401中心至定位套40前面t2的距离为lt2;通孔401中心至定位套40右侧面t1的距离为lt1;所述通孔401的直径为φdt;定位套40的前面t2与右侧面t1之间的夹角为αt。
58.结合图2和图11所示,通孔401中心至定位套40前面t2的距离lt2等于稳定器壳体10的下安装边104上最右侧双耳游动自锁螺母组件101的右铆钉102的轴线至下安装边104前面w1的距离lw1,即lt2=lw1。通孔401中心至定位套40右侧面t1的距离lt1等于稳定器壳体10的下安装边104上最右侧双耳游动自锁螺母组件101的右铆钉102的轴线至稳定器壳体10的连接边105右侧面w2的距离lw2,即lt1=lw2。定位套40的前面t2与右侧面t1之间的夹角为αt等于稳定器壳体10的下安装边104前面w1与稳定器壳体10的连接边105右侧面w2之间的夹角αw,即αt=αw。
59.如图13所示,在所述支撑板30的顶面z4上设置有第一凸台301,在第一凸台301的
顶面上设置有第二凸台302和第三凸台303;第二凸台302的竖直台阶面z1与第三凸台303左侧竖直台阶面z2之间的夹角αz等于稳定器壳体10的下安装边104前面w1与稳定器壳体10的连接边105右侧面w2之间的夹角αw,即αz=αw。第一凸台301的顶面z3、第二凸台302的竖直台阶面z1、以及第三凸台303左侧竖直台阶面z2共同形成定位沉槽304;所述支撑板30以及支撑板30上的第一凸台301、第二凸台302和第三凸台303采用一体成型加工制作。
60.在本实施例中,结合图2、图3以及图8所示,压紧头203的直径φdy根据双耳游动自锁螺母组件101上两侧双耳托板处尖角至铆接孔中心的回转半径为r进行设计,φdy=2r-0.4mm。压紧头203的高度ly1比双耳游动自锁螺母组件101的高度为h1大1mm,即ly1=h1+1mm。为了保证铆接压头20上凹槽204的下壁与压紧头203能够进入稳定器壳体10的上安装边103、下安装边104之间的区域且压紧头可以上下移动,上安装边103的下表面与下安装边104的上表面之间的间距hw比凹槽204的下槽面至压紧头203的下端面之间的距离ly2大5mm,即ly2=hw-5mm。凹槽204的高度ly3至少比上安装边103的下表面至稳定器壳体10上表面的距离大5mm。
61.在本实施例中,结合图6所示,所述铆接压头20整体为回转体,铆接压头20上压头本体201、压头柄202、以及压紧头203为一体成型制作。采用一体成型制作,便于保证压头柄202与压紧头203的同轴度要求。
62.在本实施例中,结合图7所示,在所述压头本体201下端与压紧头203连接部位的两侧设置有空开槽205,通过设置空开槽205,在进行铆接时可以避开塔接片106、以及避开双耳游动自锁螺母组件101中间的柱体,避免发生干涉。
63.在本实施例中,结合图8、图9所示,所述压紧头203与所述压头柄202同轴设置,同轴度不大于φ0.05mm。所述压紧头203的下端面与所述压头柄202的轴线相垂直,垂直度不大于0.05mm。
64.在本实施例中,所述压紧头203与定位套40上的通孔401之间采用间隙配合,单边间隙不大于0.05mm,因此,通孔401的最大直径φdt等于压紧头203的直径φdy加上0.1mm,即φdt=φdy+0.1mm,所述定位套40的厚度为5~8mm。
65.在本实施例中,结合图13、图15、以及图16所示,在所述第一凸台301的高度大于稳定器壳体10下表面至稳定器壳体10的下安装边104下表面之间的距离,两者相差0.5mm,这样使得在进行铆接时稳定器壳体10的下表面与支撑板30的顶面z4之间存在0.5mm的间隙,避免发生过定位,下安装边104下表面支撑在第一凸台301的上表面z3上,通过第一凸台301的高度设置可以对稳定器壳体10以及下安装边104形成良好的支撑。
66.在本实施例中,结合图13、图15、以及图16所示,所述第一凸台301的宽度小于稳定器壳体10的下安装边104的宽度,宽度相差0.5mm。在进行铆接时,通过第一凸台301的宽度设置可以使得下安装边104充分抵靠在第二凸台302的竖直台阶面z1上,避免发生过定位,起到更好地定位效果。
67.在本实施例中,结合图6所示,所述压头本体201下部外周两侧削平形成一对彼此相互平行的空开面206,通过设置该空开面206,在进行铆接操作,避免压头本体201下部的与化稳定器组件上的零件发生干涉,同时形成操作空间以便于工人放置双耳游动自锁螺母组件101。
68.本实施例还提供了一种狭窄紧靠稳定器内壁铆接工具的使用方法,包括以下步
骤:
69.步骤s1:铆接工具的定位:结合图4、图5、图11、图13以及图14所示,将铆接压头20与液压铆接机连接,铆接压头20的压头柄202插入液压铆接机主轴孔中;将支撑板30固定在液压铆接机的工作台上;将定位套40放置在支撑板30的定位沉槽304上,并使得定位套40的底面t3贴合在第一凸台301的顶面z3上,定位套40的前面t2与第二凸台302的竖直台阶面z1相贴合,定位套40的右侧面t1与第三凸台303左侧竖直台阶面z2相贴合;调整铆接压头20使得压紧头203置于定位套40的通孔401内;将定位套40固定在液压铆接机的工作台上,完成铆接工具的定位;
70.步骤s2:撤掉定位套40:上移铆接压头20,将定位套40从支撑板30上撤掉;
71.步骤s3:铆接:结合图2、图13、图15以及图16所示,稳定器壳体10的上壁以及上安装边101套入铆接压头20的凹槽204内,稳定器壳体10下表面支撑在支撑板30的顶面z4上;稳定器壳体10的下安装边104通过在定位沉槽304内进行定位,稳定器壳体10的下安装边104的下表面支撑在第一凸台301的上表面z3上;稳定器壳体10的下安装边104的前面w1与第二凸台302的竖直台阶面z1相贴合;稳定器壳体10的连接边105的右侧面w2与第三凸台303左侧竖直台阶面z2相贴合;下移铆接压头20压紧下安装边104上最右侧双耳游动自锁螺母组件101的右铆钉102完成铆接。
72.以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1