1.本发明涉及瓦块加工方法,具体涉及一种轴承瓦块加工方法,属于机械加工领域。
背景技术:2.某汽轮机组四个轴承瓦块安装在轴承壳体内,每个轴承瓦块通过两个圆柱销悬挂在两侧挡油环上,由于瓦块背弧与内孔是偏心的,所以瓦块背弧与壳体是线接触,瓦块可在壳体内自由摆动。瓦块内孔单件尺寸为需满足装配后仅45
°
方向两瓦块中间处内孔尺寸为根据设计原理,装配尺寸公差仅0.02mm,则需要瓦块单件壁厚精度控制在0.01mm以内。又因背弧与内孔为偏心结构,要保证150mm长度范围内瓦块壁厚尺寸满足0.01mm的公差要求,大大增加了加工难度,瓦块的尺寸精度很难保证。
技术实现要素:3.本发明的目的是为了解决现有技术中轴承瓦块150mm长度范围内,瓦块壁厚尺寸满足0.01mm的公差要求增加了加工难度,瓦块的尺寸精度很难保证的问题,进而提供一种轴承瓦块加工方法。
4.所述技术问题是通过以下方案解决的:
5.步骤一:准备坯料,坯料外圆面为圆形锻件;
6.步骤二:车削加工:对锻件的内孔进行车削加工,粗加工锻件外圆及端面;
7.步骤三:在锻件内孔处浇筑轴承合金;
8.步骤四:半精车加工:半精车内孔、外圆及端面,每面均留有加工余量;
9.步骤五:时效处理:将步骤四中半精车加工后的工件放置温度在15-30摄氏度的环境下72小时;
10.步骤六:精车端面,半精车内孔、外圆:以内孔为基准,加工外圆面,留出铣削余量,精车准端面;精车加工内孔,留有加工余量,保证内孔与端面垂直度≤0.01mm;车床转轴速度为200r/min,车床的进给量为0.2~0.5mm;
11.步骤七:划线:在工件一侧端面处划中心十字线,并划出瓦块的轮廓线和瓦块两端45
°
位置的定位销孔中心线;
12.步骤八:线切割加工:使用线切割设备加工工件,将环形筒体等分加工四个弧形体;
13.步骤九:车削内孔:使用夹具将线切割的弧形体装夹在车床上,以端面及内孔为基准,精车加工弧形体的内孔至精准;车床转轴速度为200r/min,车床的进给量为0.2~0.5mm;
14.步骤十:用线切割设备加工按照步骤七中的轮廓线加工弧形体的斜面和辐射面;
15.步骤十一:加工背弧与定位孔:根据轴承壳体内孔尺寸计算得出瓦块的厚度,以内孔为定位基准,铣削加工弧形体工件的背弧,使加工后的弧形体符合轴承瓦块的要求,铣床转轴速度为4000r/min,铣床的进给量为0.1~0.2mm,瓦块的装夹位置不变,钻扩铰准瓦块
两侧的定位销孔;
16.步骤十二:修磨处理,用钳工打光去毛刺处理步骤十一加工后的轴承瓦块。
17.本发明与现有技术相比包含的有益效果是:
18.1、利用电火花线切割机床加工零件没有机加应力的优点以及数控加工中心的高精度,来完成瓦块关键工步的加工,本工艺方案可高质量、高效率的指导此类轴承瓦块的生产制造,保证瓦块可以满足设计各项要求,工艺流程简单、优化,瓦块加工效率高、易实现。方便推广使用
19.2、本技术的轴承瓦块加工后单件尺寸精度在满足设计要求的情况下,能够保证同一组瓦块四个轴承瓦块的一致性,使得装配后同样可以满足设计尺寸的要求,且轴承瓦块装入轴承壳体后可在轴承壳体内实现自由摆动。最终完成此类轴承瓦块的工艺方案,以实现自主加工此类轴承瓦块的目的。
附图说明
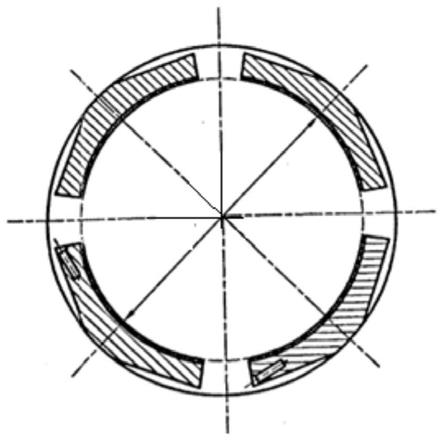
20.图1是四个轴承瓦块安装在轴承壳体内孔的位置示意图。
21.图2是轴承瓦块侧向示意图。
22.图3是线切割后四个弧形体a安装在专用夹具上示意图。
具体实施方式
23.具体实施方式一:结合图1-图3说明本实施方式,所述一种轴承瓦块加工方法,所述方法是按照以下步骤实现的:
24.步骤一:准备坯料,坯料外圆面为圆形锻件;
25.步骤二:车削加工:对锻件的内孔进行车削加工,粗加工锻件外圆及端面;
26.步骤三:在锻件内孔处浇筑轴承合金;
27.步骤四:半精车加工:半精车内孔、外圆及端面,每面均留有加工余量;
28.步骤五:时效处理:将步骤四中半精车加工后的工件放置温度在15-30摄氏度的环境下72小时;
29.步骤六:精车端面,半精车内孔、外圆:以内孔为基准,加工外圆面,留出铣削余量,精车准端面;精车加工内孔,留有加工余量,保证内孔与端面垂直度≤0.01mm;车床转轴速度为200r/min,车床的进给量为0.2~0.5mm;
30.步骤七:划线:在工件一侧端面处划中心十字线,并划出瓦块的轮廓线和瓦块两端45
°
位置的定位销孔中心线;
31.步骤八:线切割加工:使用线切割设备加工工件,将环形筒体等分加工四个弧形体;
32.步骤九:车削内孔:使用夹具将线切割的弧形体装夹在车床上,以端面及内孔为基准,精车加工弧形体的内孔至精准;车床转轴速度为200r/min,车床的进给量为0.2~0.5mm;使用专用夹具同时装夹4个弧形体,保证内孔尺寸的一致性。
33.步骤十:用线切割设备加工按照步骤七中的轮廓线加工弧形体的斜面和辐射面;
34.步骤十一:加工背弧与定位孔:根据轴承壳体内孔尺寸计算得出瓦块的厚度,以内孔为定位基准,铣削加工弧形体工件的背弧,使加工后的弧形体符合轴承瓦块的要求,铣床
转轴速度为4000r/min,铣床的进给量为0.1~0.2mm,瓦块的装夹位置不变,钻扩铰准瓦块两侧的定位销孔;
35.步骤十二:修磨处理,用钳工打光去毛刺处理步骤十一加工后的轴承瓦块。
36.具体实施方式二:结合图1-图2说明本实施方式,本实施方式所述一种轴承瓦块加工方法,步骤四中半精车加工锻件的内孔,内孔的半径留有加工余量2mm,外圆的半径留有加工余量1mm,每个端面加工余量为0.5mm。其它组成和连接方式与具体实施方式一相同。
37.具体实施方式三:结合图1-图2说明本实施方式,本实施方式所述一种轴承瓦块加工方法,步骤六中精车加工锻件外圆的半径留有加工余量0.5mm,内孔的半径留有加工余量1.5mm。其它组成和连接方式与具体实施方式一相同。
38.具体实施方式四:结合图1-图2说明本实施方式,本实施方式所述一种轴承瓦块加工方法,步骤二中车床为普通车加工。其它组成和连接方式与具体实施方式一相同。
39.具体实施方式五:结合图1-图2说明本实施方式,本实施方式所述一种轴承瓦块加工方法,步骤四、步骤六和步骤九车床为普通数控车床,型号为ck6163,主轴锥孔中心线的径向跳动≤0.02mm;精车外圆的几何精度,椭圆度≤0.02mm;锥度≤0.02mm/300,主轴的轴向窜动≤0.02mm。其它组成和连接方式与具体实施方式一相同。
40.具体实施方式六:结合图1-图2说明本实施方式,本实施方式所述一种轴承瓦块加工方法,步骤八和步骤十中使用的线切割设备为电火花线切割机床,多次利用线切割机床减少机加应力。其它组成和连接方式与具体实施方式一相同。
41.具体实施方式七:结合图1-图2说明本实施方式,本实施方式所述一种轴承瓦块加工方法,步骤十一中使用的设备为五轴联动加工中心。型号为dmu210,通过实测轴承壳体内孔尺寸,利用公式计算获得瓦块壁厚尺寸,按照计算尺寸加工背弧以满足设计要求。在相同装夹方式下加工定位销孔,使得瓦块定位销孔与背弧的位置度满足装配要求。其它组成和连接方式与具体实施方式一相同。