一种Z字形工件的定位装置的制作方法
一种z字形工件的定位装置
技术领域
1.本实用新型涉及机械加工技术领域,特别是涉及一种z字形工件的定位装置。
背景技术:
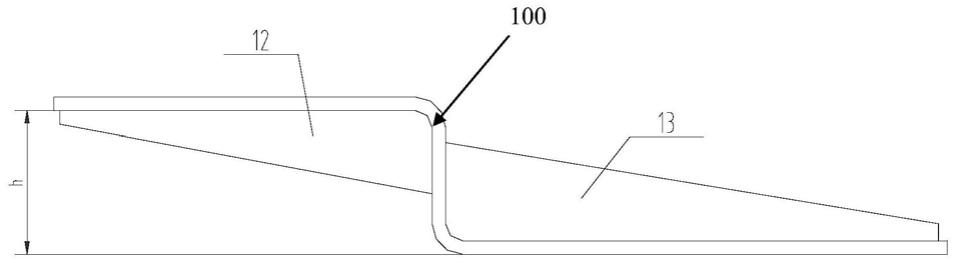
2.托板100是铁路信号外锁闭产品的外部连接部件,为z字形折弯成型工件,参见图1a、图1b所示,托板100包括连接成一体的左端板和右端板,可以在托板100的a侧(即后侧)或b侧(即前侧)设有上筋板12和下筋板13,其中,上筋板12位于托板100的左端底部,下筋板13位于托板100的右端顶部。
3.如图1b所示,上筋板12和下筋板13位于同一侧,例如均位于a侧(即后侧)。当然,还可以同时位于b侧(即前侧)。
4.在具体使用时,a侧(即后侧)具有上筋板12和下筋板13的第一托板,与b侧(即前侧)设有上筋板12和下筋板13的第二托板,为一对,配对使用。
5.也就是说,托板100,包括a侧(即后侧)设有上筋板12和下筋板13的第一托板(如图1b所示),以及b侧(即前侧)设有上筋板12和下筋板13的第二托板两种类型,这两种类型的托板配对实用。
6.目前,根据加工需求,现需要在第一托板和第二托板的左端顶面(即c面)和右端顶面(即d面),均加工若干个孔,由于不同规格的托板100,具有的纵向宽度a、横向长度b、垂直方向高度h的尺寸有多种规格,给对托板的定位装夹带来很大难度。
7.因此,目前迫切需要开发出一种装置,能够可靠地对托板进行定位,以方便外部机床进一步对托板进行孔位的加工。
技术实现要素:
8.本实用新型的目的是针对现有技术存在的技术缺陷,提供一种z字形工件的定位装置。
9.为此,本实用新型提供了一种z字形工件的定位装置,包括底板、长定位柱、支撑钉、支撑顶杆、垫块、压板和双头螺栓;
10.其中,水平分布的底板的顶部前后两端,分别横向水平放置有作为待加工件的第一托板和第二托板;
11.第一托板和第二托板纵向间隔分布,两者之间具有预留的间隙;
12.第一托板的后侧具有上筋板和下筋板;
13.第一托板上的上筋板和下筋板,分别位于第一托板的左端底部和右端顶部;
14.第二托板的前侧设有上筋板和下筋板;
15.第二托板上的上筋板和下筋板,分别位于第二托板的左端底部和右端顶部;
16.其中,底板左侧前后两端,分别具有两个第一长定位柱安装孔;
17.底板的中轴线处,具有一个第二长定位柱安装孔;
18.每个第一长定位柱安装孔和第二长定位柱安装孔中,均安装有一个长定位柱;
19.其中,底板在第一长定位柱安装孔和第二长定位柱安装孔的右边位置,还设置有多个纵向分布的支撑钉安装孔;
20.支撑钉安装孔,用于安装支撑钉;
21.支撑钉的上部,螺纹连接有支撑顶杆;
22.支撑顶杆的顶面,与作为待加工件的第一托板或者第二托板的底面相接触;
23.其中,底板的中轴线处,横向等间隔地设置有多个双头螺栓安装孔;
24.底板在每个双头螺栓安装孔的前后两边,分别等距离地设置有一个第一垫块安装孔;
25.对于位于第一托板和第二托板折弯处右边的多个双头螺栓安装孔,其中一个或者多个双头螺栓安装孔的正上方,分别放置有一个纵向分布的垫块;
26.垫块的前后两端,分别通过内六角螺钉固定连接所述底板上的第一垫块安装孔;
27.每个垫块,位于第一托板和第二托板的下方;
28.每个垫块的正上方,分别设置有一个纵向分布的压板;
29.每个压板,放置于第一托板和第二托板的顶部;
30.双头螺栓从上往下,依次穿过压板的中部、第一托板和第二托板之间的间隙以及垫块的中部后,对应与一个双头螺栓安装孔螺纹固定连接。
31.优选地,第二长定位柱安装孔位于两个第一长定位柱安装孔的右侧;
32.第一托板和第二托板两者之间具有的预留的间隙,与底板的中轴线正对应设置;
33.双头螺栓与压板的顶面之间,还设置有一个开口垫圈。
34.优选地,双头螺栓的上部,螺纹连接有带肩螺母。
35.优选地,底板的中轴线处还设有一个短定位柱安装孔;
36.短定位柱安装孔位于底板的右端;
37.该短定位柱安装孔中,安装有一个短定位柱。
38.优选地,底板的底面设置有多个减重孔。
39.优选地,支撑钉的下端设有螺纹柱、支撑钉的上端设有顶部开口的螺纹孔;
40.支撑顶杆的下端设有螺纹柱,支撑顶杆的上端设有圆头滚花柱;
41.支撑顶杆下端的螺纹柱,与支撑钉上端的螺纹孔相螺纹固定连接。
42.优选地,垫块的中心位置设有垫块过孔;
43.垫块的前后两端,分别设有第二垫块安装孔;
44.垫块上的第二垫块安装孔,与底板上的第一垫块安装孔正对应设置;
45.压板的中心位置设有双头螺栓过孔;
46.压板前后两端的左右两侧,分别对称设置两个弧形台。
47.优选地,双头螺栓从上往下,依次穿过压板中心位置的双头螺栓过孔、第一托板和第二托板之间的间隙以及垫块中心位置的垫块过孔后,对应与一个双头螺栓安装孔螺纹固定连接。
48.优选地,底板的右端顶部,设置有纵向分布的卡板;
49.卡板位于第一托板和第二托板的正下方;
50.卡板为一板条状零件;
51.卡板的后端上部设有多个大卡槽和紧固孔;
52.大卡槽用于安装卡爪;
53.卡板的前端上部设有多个小卡槽和插孔;
54.小卡槽,用于安装锁紧插块。
55.优选地,卡爪的中心位置,设有卡爪安装孔;
56.卡爪的上部一个侧面,设有防脱落斜面;
57.卡爪的下部设有与大卡槽尺寸相滑配的卡紧面;
58.卡爪的卡爪安装孔,通过内六角螺钉固定在卡板的紧固孔中;
59.卡爪的卡紧面,卡进大卡槽中
60.其中,锁紧插块的上部中间设有纵向贯穿的滚花螺钉安装孔;
61.滚花螺钉安装孔中,安装有纵向分布的滚花螺钉;
62.锁紧插块的下部设有与卡板上的插孔相滑配的插轴;
63.插轴,用于插进插孔中;
64.锁紧插块的厚度尺寸,与小卡槽相匹配。
65.由以上本实用新型提供的技术方案可见,与现有技术相比较,本实用新型提供了一种z字形工件的定位装置,其结构设计科学,能够可靠地对托板进行定位,以方便外部机床进一步对托板进行孔位的加工,保证加工的精度,具有重大的生产实践意义。
附图说明
66.图1a为作为待加工工件的托板的前视图;
67.图1b为作为待加工工件的托板的俯视图,此时,上筋板和下筋板均位于托板的后侧(即a侧);
68.图1c为与图1b对应的作为待加工工件的托板的左视图;
69.图1d为与图1b对应的作为待加工工件的托板的右视图;
70.图2a为本实用新型提供的一种z字形工件的定位装置,在固定第一托板和第二托板时的前侧局部剖视图;
71.图2b为本实用新型提供的一种z字形工件的定位装置,在固定第一托板和第二托板时的俯视图;
72.图2c为本实用新型提供的一种z字形工件的定位装置,没有放置第一托板和第二托板时的左视图;
73.图2d为本实用新型提供的一种z字形工件的定位装置,没有放置第一托板和第二托板并且移除最右端垫块时的右视图;
74.图2e为本实用新型提供的一种z字形工件的定位装置,已放置有第一托板和第二托板时的左视图;
75.图2f为本实用新型提供的一种z字形工件的定位装置,已放置有第一托板和第二托板并且移除最右端垫块时的右视图;
76.图3a为本实用新型提供的一种z字形工件的定位装置中,底板的仰视图;
77.图3b为本实用新型提供的一种z字形工件的定位装置中,底板的剖视图;
78.图4a为本实用新型提供的一种z字形工件的定位装置中,长定位柱的正视图;
79.图4b为本实用新型提供的一种z字形工件的定位装置中,短定位柱的正视图;
80.图5为本实用新型提供的一种z字形工件的定位装置中,支撑钉的示意图;
81.图6为本实用新型提供的一种z字形工件的定位装置中,支撑顶杆的示意图;
82.图7a为本实用新型提供的一种z字形工件的定位装置中,垫块的俯视图;
83.图7b为本实用新型提供的一种z字形工件的定位装置中,垫块的纵向剖视图;
84.图8a为本实用新型提供的一种z字形工件的定位装置中,压板的俯视图;
85.图8b为本实用新型提供的一种z字形工件的定位装置中,压板的侧视图;
86.图9a为本实用新型提供的一种z字形工件的定位装置中,卡板的俯视图;
87.图9b为本实用新型提供的一种z字形工件的定位装置中,卡板的侧视图;
88.图10a为本实用新型提供的一种z字形工件的定位装置中,卡爪的俯视图;
89.图10b为本实用新型提供的一种z字形工件的定位装置中,卡爪的前视图;
90.图10c为本实用新型提供的一种z字形工件的定位装置中,卡爪的剖视图;
91.图11为本实用新型提供的一种z字形工件的定位装置中,卡爪与卡板的安装状态示意图;
92.图12a为本实用新型提供的一种z字形工件的定位装置中,锁紧插块的前视图;
93.图12b为本实用新型提供的一种z字形工件的定位装置中,锁紧插块的侧视图;
94.图13为本实用新型提供的一种z字形工件的定位装置中,双头螺栓的结构示意图;
95.图14a为本实用新型提供的一种z字形工件的定位装置中,带肩螺母的结构示意图;
96.图14b为本实用新型提供的一种z字形工件的定位装置中,带肩螺母的结构示意图二。
97.图中,1.底板,2.长定位柱,3.支撑钉,4.支撑顶杆,5.垫块;
98.6.压板,7.开口垫圈,8.短定位柱,9.卡板,10.卡爪;
99.11.锁紧插块,12.上筋板,13.下筋板,141.第一长定位柱安装孔,142.第二长定位柱安装孔,15.支撑钉安装孔;
100.16.双头螺栓安装孔,17.第一垫块安装孔,18.短定位柱安装孔,19.减重孔,20.螺纹孔;
101.21.圆头滚花柱,22.垫块过孔,23.第二垫块安装孔;
102.24.双头螺栓过孔,25.弧形台,26.大卡槽,27.紧固孔,28.小卡槽29.插孔,30.卡爪安装孔;
103.31.防脱落斜面,32.卡紧面,33.滚花螺钉安装孔,34.插轴;
104.100.托板,101.第一托板,102.第二托板;
105.200.双头螺栓,201.带肩螺母。
具体实施方式
106.为使本实用新型实现的技术手段更容易理解,下面结合附图和实施例对本技术作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关申请,而非对该申请的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本技术相关的部分。
107.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相
互组合。下面将参考附图并结合实施例来详细说明本技术。
108.需要说明的是,在本技术的描述中,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
109.此外,还需要说明的是,在本技术的描述中,除非另有明确的规定和限定,术语“安装”等应做广义理解,例如,可以是固定安装,也可以是可拆卸安装。
110.对于本领域技术人员而言,可根据具体情况理解上述术语在本技术中的具体含义。
111.参见图1a至图14b,本实用新型提供了一种z字形工件的定位装置,包括底板1、长定位柱2、支撑钉3、支撑顶杆4、垫块5、压板6和双头螺栓200;
112.其中,水平分布的底板1的顶部前后两端,分别横向水平放置有作为待加工件的第一托板101和第二托板102;
113.第一托板101和第二托板102纵向间隔分布,两者之间具有预留的间隙;
114.第一托板101的a侧(即后侧)具有上筋板12和下筋板13;
115.第一托板101上的上筋板12和下筋板13,分别位于第一托板101的左端底部和右端顶部;
116.第二托板102的b侧(即前侧)设有上筋板12和下筋板13;
117.第二托板102上的上筋板12和下筋板13,分别位于第二托板102的左端底部和右端顶部;
118.第一托板101和第二托板102的主体形状大小相同(例如:具有的纵向宽度a、横向长度b和垂直方向高度h相同),放置朝向也相同,只是上筋板12和下筋板13的设置位置不同;
119.其中,底板1左侧前后两端,分别具有两个第一长定位柱安装孔141;
120.底板1的中轴线处,具有一个第二长定位柱安装孔142;
121.每个第一长定位柱安装孔141和第二长定位柱安装孔142中,均安装有一个长定位柱2;
122.其中,底板1在第一长定位柱安装孔141和第二长定位柱安装孔142的右边位置,还设置有多个纵向分布的支撑钉安装孔15;
123.支撑钉安装孔15,用于安装支撑钉3;
124.支撑钉3的上部,螺纹连接有支撑顶杆4;
125.支撑顶杆4的顶面,与作为待加工件的第一托板101或者第二托板102的底面相接触;
126.其中,底板1的中轴线处,横向等间隔地设置有多个双头螺栓安装孔16;
127.底板1在每个双头螺栓安装孔16的前后两边,分别等距离地设置有一个第一垫块安装孔17;
128.对于位于第一托板101和第二托板102折弯处右边的多个双头螺栓安装孔16,其中一个或者多个(例如图2b所示的两个)双头螺栓安装孔16的正上方,分别放置有一个纵向分布的垫块5;
129.垫块5的前后两端(具体是通过前后两端的第二垫块安装孔23),分别通过内六角螺钉固定连接所述底板1上的第一垫块安装孔17;
130.每个垫块5,位于第一托板101和第二托板102的下方;
131.每个垫块5的正上方,分别设置有一个纵向分布的压板6;
132.每个压板6,放置于第一托板101和第二托板102的顶部;
133.双头螺栓200从上往下,依次穿过压板6的中部、第一托板101和第二托板102之间的间隙以及垫块5的中部后,对应与一个双头螺栓安装孔16螺纹固定连接。
134.需要说明的是,横向长度尺寸(即b尺寸)不同的托板(例如第一托板101或者第二托板102),可以选择适当位置的垫块安装孔17来安装纵向分布的垫块5。
135.需要说明的是,对于支撑钉安装孔15,在使用中可以选择合适的支撑钉安装孔15,用于对不同纵向宽度尺寸(即a尺寸)的托板(例如第一托板101或者第二托板102)进行支撑。
136.需要说明的是,对于本实用新型的定位装置,以待加工件的左端面,以及不带筋板的一个侧面进行定位,可以对a侧带筋板(即后侧带上筋板和下筋板)的第一托板101和b侧带筋板(即前侧带上筋板和下筋板)的第二托板102这两个托板,进行成对加工。
137.在本实用新型中,具体实现上,第二长定位柱安装孔142位于两个第一长定位柱安装孔141的右侧。
138.在本实用新型中,具体实现上,第一托板101和第二托板102两者之间具有的预留的间隙,与底板1的中轴线正对应设置。
139.在本实用新型中,具体实现上,双头螺栓200与压板6的顶面之间,还设置有一个开口垫圈7。
140.需要说明的是,双头螺栓200通过开口垫圈7,增大了对压板6的挤压用力接触面积,保证了对压板6的可靠施力。
141.在本实用新型中,具体实现上,双头螺栓200的上部,螺纹连接有带肩螺母201。
142.在本实用新型中,具体实现上,底板1的中轴线处还设有一个短定位柱安装孔18;
143.短定位柱安装孔18位于底板1的右端;
144.该短定位柱安装孔18中,安装有一个短定位柱8。
145.需要说明的是,具体实现上,短定位柱安装孔18的开孔位置,以能定位横向宽度尺寸(即b尺寸)最短的托板为准;短定位柱8位于第一托板101和第二托板102之间的间隙中,用于保证将第一托板101和第二托板102相对的一侧间隔开一定的距离。
146.在本实用新型中,具体实现上,参见图3b所示,底板1的底面设置有多个减重孔19,从而在不影响装置使用强度的情况下,可以减轻装置的重量。
147.需要说明的是,在本实用新型中,定位柱为一阶梯轴零件,用于第一托板101和第二托板102左端定位的定位柱为长定位柱2,位于底板1前后两端的两个长定位柱2可以防止第一托板101和第二托板102往左移动位置。
148.具体实现上,长定位柱2的长度,以托板(例如第一托板101和第二托板102)垂直方向高度(即h尺寸)最大为准。
149.在本实用新型中,短定位柱8,用于在第一托板101和第二托板102的右端相对一侧进行定位,长度略大于第一托板101和第二托板102自身的厚度。
150.在本实用新型中,具体实现上,参见图5、图6所示,支撑钉3的下端设有螺纹柱、支撑钉3的上端设有顶部开口的螺纹孔20;
151.支撑顶杆4的下端设有螺纹柱,支撑顶杆4的上端设有圆头滚花柱21;
152.支撑顶杆4下端的螺纹柱,与支撑钉3上端的螺纹孔20相螺纹固定连接。
153.需要说明的是,对于本实用新型,支撑钉3安装在支撑钉安装孔15中,支撑顶杆4下端的螺纹柱可以旋进支撑钉3上端的螺纹孔20中,在使用中,通过调整支撑钉3在支撑钉安装孔15中旋合的长度及支撑顶杆4在支撑钉3中的旋合长度,可以适应不同h尺寸(垂直方向高度)的托板,起到可调支撑的作用。
154.在本实用新型中,具体实现上,垫块5的中心位置设有垫块过孔22;
155.垫块5的前后两端,分别设有第二垫块安装孔23;
156.垫块5上的第二垫块安装孔23,与底板1上的第一垫块安装孔17正对应设置。
157.在本实用新型中,具体实现上,压板6的中心位置设有双头螺栓过孔24;
158.压板6前后两端的左右两侧,分别对称设置两个弧形台25。
159.在本实用新型中,具体实现上,双头螺栓200从上往下,依次穿过压板6中心位置的双头螺栓过孔24、第一托板101和第二托板102之间的间隙以及垫块5中心位置的垫块过孔22后,对应与一个双头螺栓安装孔16螺纹固定连接。
160.在本实用新型中,具体实现上,参见图9a和图9b所示,底板1的右端顶部,设置有纵向分布的卡板9;
161.卡板9位于第一托板101和第二托板102的正下方;
162.卡板9为一板条状零件;
163.卡板9的后端上部设有多个大卡槽26和紧固孔27;
164.需要说明的是,卡板9是一个浮动锁紧装置,其对托板后端的锁紧位置可以随意调节,以避开孔的加工位置为准;
165.卡板9位于底板1和上方的第一托板101、第二托板102之间的位置,不固定连接底板1;
166.大卡槽26用于安装卡爪10;
167.卡板9的前端上部设有多个小卡槽28和插孔29;
168.小卡槽28,用于安装锁紧插块11。
169.需要说明的是,对于本实用新型,在使用时,通过调整卡爪10在大卡槽26中的位置以及锁紧插块11在小卡槽28中的位置,可以适应锁紧不同纵向宽度(即a尺寸)的托板的锁紧。
170.在本实用新型中,具体实现上,参见图10a至图11所示,卡爪10的中心位置,设有卡爪安装孔30;
171.卡爪10的上部一个侧面,设有防脱落斜面31;
172.卡爪10的下部设有与大卡槽26尺寸相滑配的卡紧面32;
173.其中,卡爪10的卡爪安装孔30,通过内六角螺钉固定在卡板9的紧固孔27中;
174.卡爪10的卡紧面32,卡进大卡槽26中。
175.在本实用新型中,具体实现上,参见图12a至图12b所示,锁紧插块11的上部中间设有纵向贯穿的滚花螺钉安装孔33;
176.滚花螺钉安装孔33中,安装有纵向分布的滚花螺钉;
177.锁紧插块11的下部设有与卡板9上的插孔29相滑配的插轴34;
178.插轴34,用于插进插孔29中;
179.锁紧插块11的厚度尺寸,与小卡槽28相匹配。
180.需要说明的是,对于本实用新型,具体实现上,选择最靠近第二托板102的插孔29,将锁紧插块11的插轴34插进插孔29,旋紧锁紧插块11上的滚花螺钉,使滚花螺钉与第二托板的b面(即前侧面)抵接,这样就锁紧了两个托板,使卡板9与两个托板与两者之间的两个定位柱(一个长定位柱和一个短定位柱)充分接触不会撺动;
181.为了更加清楚地理解本实用新型的技术方案,下面说明本实用新型的操作原理。
182.首先,将本实用新型的装置固定在机床上;
183.然后,根据待加工的两个托板(例如第一托板和第二托板)的纵向宽度a、横向长度b、垂直方向高度h尺寸,选定支撑钉3及垫5块、压板6的安装位置,以及卡板9上卡爪10的固定位置;
184.然后,将两个托板(例如第一托板和第二托板)成对放置在本装置的底部1顶部,两个托板(例如第一托板和第二托板)的左端部以及相对的内侧面分别靠紧相应位置的定位柱(长定位柱和短定位柱),;
185.接着,旋紧两个双头螺栓200上的带肩螺母201,压紧作为待加工件的两个托板(第一托板101和第二托板102),调整卡板9在两个托板下方的左右位置,使其尽可能往托板的中间靠拢而不会影响对其进行孔加工;
186.然后,将卡爪10的防脱落斜面31靠紧位于后方的第一托板101的后侧面(即a面),把锁紧插块11的插轴34插进卡板9上最靠近位于前方的第二托板102的前侧面(即b面)的插孔29内,旋紧锁紧插块11的滚花螺钉安装孔33上的滚花螺钉,使得滚花螺钉的后端部与第二托板102的前侧面(即b面)相紧密接触;
187.然后,调整四个支撑顶杆4和支撑钉3的高度(每块托板下方有两个支撑钉3),使支撑顶杆4的圆头滚花柱21顶紧内外两个托板(即第一托板101和第二托板102)的左端下方,这样就完成了对两个托板的定位、装夹;
188.最后,启动外部的机床,即可对即一托板101和第二托板102进行多个孔位的加工。
189.需要说明的是,机床对孔位的加工操作方法,为现有的加工方法,在此不再赘述。
190.与现有技术相比较,本实用新型提供的z字形工件的定位装置,具有如下有益效果:
191.1、用支撑钉和支撑顶杆相配合使用的结构,来支撑多种垂直方向高度h尺寸的工件(即托板),确保对工件的支撑作用;
192.2、用卡板、卡爪、锁紧插块的组合机构,适用于锁紧纵向宽度a尺寸多变的工件,确保工件在加工中不会因机床震颤影响加工精度;
193.3、卡爪上设有防脱落斜面,可以防止在对托板加工过程中,卡板因机床震颤脱落;
194.4、压板上设有四个弧形台25,可以防止因压板长期使用中间部分凹陷,造成使用中压在工件b侧(即前侧)位置,从而使工件压紧不稳,影响加工的精度。
195.基于以上技术方案可知,对于本实用新型提供的z字形工件的定位装置,其可以解决在z字形工件进行多种规格尺寸的孔加工问题,本实用新型操作方便快捷、加工精准可
靠,大大提高了工作效率。
196.综上所述,与现有技术相比较,本实用新型提供的一种z字形工件的定位装置,其结构设计科学,能够可靠地对托板进行定位,以方便外部机床进一步对托板进行孔位的加工,保证加工的精度,具有重大的生产实践意义。
197.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1