双工位管端成型机的制作方法
1.本实用新型涉及管端成型机,尤其涉及双工位管端成型机。
背景技术:
2.管材的端部根据需要会进行缩径或胀径,对于管体端部缩径或胀径的尺寸范围较小时,通过现有的设备能够一次性完成,但是当管体端部缩径或胀径的尺寸范围较大时,通过现有的设备无法完成加工,即便是能够完成,由于管体端部变形较大,管体端部也会出现反弹、变形的情况,影响加工精度和加工质量。针对上述情况,现常用的方式是:一、用多台设备来进行加工,每台设备配备不同规格的缩径模具或胀径模具,采用该方式,需购置多台设备,导致投入成本高,而且将管材在多台设备间进行反复装夹,不仅会影响定位精度,进而影响产品质量,而且会影响生产效率;二、用一台设备,更换不同的缩径模具或胀径模具,采用该方式,虽然会降低投入成本,但是更换模具会浪费大量的时间,大大降低了生产效率;而且在更换模具的过程中,模具的安装位置容易出现误差,同样会影响产品质量。
技术实现要素:
3.本实用新型的目的是提供一种能够提高生产效率及产品质量的双工位管端成型机。
4.为实现上述目的,本实用新型所采用的技术方案是:双工位管端成型机,包括:机座,在机座上设置有滑座,在滑座上滑动设置有第一滑台,在机座上设置有能够驱动第一滑台前后滑动的第一液压油缸,在第一滑台上滑动设置有第二滑台,在第二滑台上设置有两个不同规格的管端成型模,两个管端成型模的水平中心线处于同一水平位置,在机座上设置有能够驱动第二滑台左右滑动的第二液压油缸,在机座上设置有顶管装置,在位于滑座与顶管装置之间的机座上设置有管材夹紧装置,所述管材夹紧装置包括:固定设置在机座上的安装座,在安装座中滑动设置有一块凹形板,在安装座的顶部设置有升降气缸,升降气缸与凹形板的顶部相连,在凹形板的左右侧壁上对称开设有从后往前且从下向上的斜向行程槽,在凹形板中设置有滑块,在滑块的左右侧壁上设置有滑轴,滑轴嵌入到各自对应侧的斜向行程槽中,在滑块上横向设置有v型开口,在v型开口的上侧壁上设置有上滑轨,在v型开口的下侧壁上设置有下滑轨,在上滑轨上滑动卡设有上夹模,在下滑轨上滑动卡设有下夹模。
5.进一步的,前述的双工位管端成型机,其中,滑座与第一滑台之间的连接结构为:在滑座的左右两侧分别滑动设置有一块l形压板,l形压板与第三液压油缸相连,在第一滑台的左右侧壁上分别设置有一个凸缘,第一滑台放置在滑座上后,两块l形压板分别压靠在第一滑台的两个凸缘上。
6.进一步的,前述的双工位管端成型机,其中,l形压板与滑座之间的连接结构为:在滑座的左右两侧分别设置有一个滑槽,两块l形压板分别滑动卡设在一个滑槽中、并能沿着滑槽左右滑动,在位于滑座左右两侧的机座上分别设置有三个固定座,在三个固定座中分
别穿设有一根连接杆,三根连接杆的一端与l形压板相连,三根连接杆的另一端与拉板相连,拉板滑动设置在固定座上、并与第三液压油缸相连。
7.进一步的,前述的双工位管端成型机,其中,所述顶管装置包括:固定设置在机座右侧的调节座,在调节座中设置有螺纹通孔,在螺纹通孔中螺纹连接有螺杆,在螺杆的左端设置有顶块,在螺杆的右端设置有手轮。
8.进一步的,前述的双工位管端成型机,其中,在位于顶块与调节座之间的螺杆上设置有锁紧螺母。
9.进一步的,前述的双工位管端成型机,其中,在锁紧螺母上设置有把手。
10.进一步的,前述的双工位管端成型机,其中,在第二滑台的左侧端上设置有t型槽,在t型槽中滑动设置有t型滑块,t型滑块通过联轴器与第二液压油缸相连。
11.本实用新型的优点在于:在一台设备设置有两个不同规格的管端成型模,实现在一台设备上对管材进行两次管端加工,既不需要更换管端成型模,更不需要更换设备对管材进行管端成型工作,这样就大大提高了工作效率,也提高了管端成型质量。而且利用斜楔原理能够简化管材夹紧装置的结构,并且通过斜楔原理可以有效增加上夹模与下夹模之间的夹持力,而且再经过顶管装置对管材的顶夹作用就能进一步提高了夹持管材的稳定性,提高夹持管材的稳定性就能进一步提高管端成型质量。
附图说明
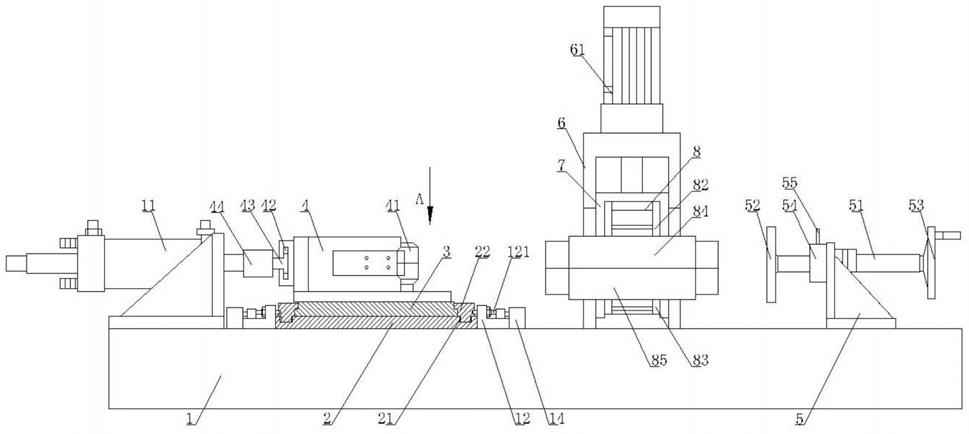
12.图1是本实用新型所述的双工位管端成型机的结构示意图。
13.图2是图1中a方向的局部结构示意图。
14.图3是图1中管材夹紧装置处于张开状态的结构示意图。
15.图4是图1中管材夹紧装置处于夹紧状态的结构示意图。
具体实施方式
16.下面结合附图及优选实施例对本实用新型所述的技术方案作进一步说明。
17.如图1、图2、图3、图4所示,本实用新型所述的双工位管端成型机,包括:机座1,在机座1上设置有滑座2,在滑座2的左右两侧分别设置有一个滑槽21,在两个滑槽21中分别滑动设置一块l形压板22,两块l形压板22能够沿着各自对应的滑槽21左右滑动,在位于滑座2左右两侧的机座1上分别设置有三个固定座12,在三个固定座12中分别穿设有一根连接杆121,三根连接杆121的一端与l形压板22相连,三根连接杆121的另一端与拉板13相连,拉板13滑动设置在固定座12上、并与第三液压油14缸相连。在位于两块l形压板22之间的滑座2上滑动设置有第一滑台3,两块l形压板22分别压靠在第一滑台3左右两侧的凸缘上,在机座1上设置有能够驱动第一滑台3前后滑动的第一液压油缸31,在第一滑台3上滑动设置有第二滑台4,在第二滑台4上设置有两个不同规格的管端成型模41,两个管端成型模41的水平中心线处于同一水平位置,在机座1上设置有第二液压油缸11,在第二滑台4的左侧端上设置有t型槽42,在t型槽42中滑动设置有t型滑块43,t型滑块43通过联轴器44与第二液压油缸11相连。在机座1上设置有顶管装置,所述顶管装置包括:固定设置在机座1右侧的调节座5,在调节座5中设置有螺纹通孔,在螺纹通孔中螺纹连接有螺杆51,在螺杆51的左端设置有顶块52,在螺杆51的右端设置有手轮53,在位于顶块52与调节座5之间的螺杆51上设置有锁
紧螺母54,在锁紧螺母54上设置有把手55。在位于滑座2与顶管装置之间的机座1上设置有管材夹紧装置,所述管材夹紧装置包括:固定设置在机座1上的安装座6,在安装座6中滑动设置有一块凹形板7,在安装座6的顶部设置有升降气缸61,升降气缸61与凹形板7的顶部相连,在凹形板7的左右侧壁上对称开设有从后往前且从下向上的斜向行程槽71,在凹形板7中设置有滑块8,在滑块8的左右侧壁上设置有滑轴81,滑轴81嵌入到各自对应侧的斜向行程槽71中,在滑块8上横向设置有v型开口,在v型开口的上侧壁上设置有上滑轨82,在v型开口的下侧壁上设置有下滑轨83,在上滑轨82上滑动卡设有上夹模84,在下滑轨83上滑动卡设有下夹模85。通过升降气缸61驱动凹形板7上下升降,然后再经凹形板7的斜向行程槽71与滑块8的滑轴81间的配合,使滑轴81沿斜向行程槽71的形状轨迹运动,实现带动滑块8水平侧移,最终使得上夹模84和下夹模85能够分别在上滑轨82和下滑轨83上水平侧移,在此过程中,依据斜楔原理,实现上夹模84与下夹模85张开或夹紧管材。
18.本实用新型的工作原理如下:先用管材夹紧装置将管材夹紧,然后用顶管装置抵靠在管材的尾端,用锁紧螺母64将顶管装置锁紧,然后启动第一液压油缸31,第一液压油缸31驱动第一滑台3向前运动,第一滑台3在向前运动时,带动第二滑台4一起向前运动,当第二滑台4上的一个管端成型模41与被夹管材对齐后,第一液压油缸31停止工作,然后同时启动两个第三液压油缸14,两个第三液压油缸14同时顶推两块l形压板22,两块l形压板22同时对第一滑台3形成挤压从而将第一滑台3固定住。然后启动第二液压油缸11,第二液压油缸11推动第二滑台4及管端成型模41往管材方向运动,然后其中一个管端成型模41对管材进行第一次管端加工,然后,第二液压油缸11驱动第二滑台4及管端成型模41复位,第三液压油缸14驱动l形压板22不再挤压第一滑台3,第一液压油缸31驱动第一滑台3继续向前运动,直至第二滑台4上的另一个管端成型模41与被夹管材对齐,然后第三液压油缸14驱动l形压板22固定住第一滑台3,然后第二液压油缸驱动第二滑台4及管端成型模41对管材进行第二次管端加工,这样就完成了管材的管端成型工作。
19.本实用新型的优点在于:在一台设备设置有两个不同规格的管端成型模,实现在一台设备上对管材进行两次管端加工,既不需要更换管端成型模,更不需要更换设备对管材进行管端成型工作,这样就大大提高了工作效率,也提高了管端成型质量。而且利用斜楔原理能够简化管材夹紧装置的结构,并且通过斜楔原理可以有效增加上夹模与下夹模之间的夹持力,而且再经过顶管装置对管材的顶夹作用就能进一步提高了夹持管材的稳定性,提高夹持管材的稳定性就能进一步提高管端成型质量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1