全自动铆接滑轮机的制作方法
1.本实用新型涉及一种全自动铆接滑轮机,用于线式汽车玻璃升降器自动铆接滑轮机的铆接,属于汽车零部件技术领域。
背景技术:
2.在线式汽车玻璃升降器的生产过程中,滑轮总成与导轨是铆接在一起的,在铆接过程中,需要分别人工对滑轮销和滑轮的接触部位涂油,然后将滑轮销放到铆接工装的指定位置上,再将滑轮放到滑轮销的配合位置上,最后将导轨放到组装好的滑轮总成上,进而实现铆接工序。
3.在上述铆接过程中,人工操作的步骤及涉及的零部件较多,在操作过程中难免会出现工序遗漏、零部件遗漏等失误发生,例如滑轮销与滑轮接触部位忘记涂油,涂油量的不均匀,忘记放置滑轮销或滑轮等,操作过程中一旦发生失误,所生产的产品质量就是不合格甚至直接成废品,这在生产时是不允许的。
4.由于整个工序都是人工操作,生产效率不是十分高效,而且操作一定时间后操作者就会出现一定程度的疲劳,又间接的影响生产效率和产品质量。而且在操作过程中操作者的手由于需要放置滑轮销和滑轮到工装上,手就会处在铆接头机构的下方,操作不当就会引起安全事故。
技术实现要素:
5.本实用新型要解决的技术问题是提供一种全自动铆接滑轮机,该全自动铆接滑轮机上的滑轮和和滑轮销分别采用自动化上料,机械手组装,实现了装配后的滑轮与导轨零件铆接固定,不仅提高工作效率,而且保证操作者的安全,实现安全生产。
6.为解决以上问题,本实用新型的具体技术方案如下:一种全自动铆接滑轮机,在机架上设有操作平台,在操作平台一侧设有滑轮销送料机构,操作平台的另一侧设有滑轮送料机构;在操作平台的中部且位于滑轮销送料机构的出口处设有物料滑台,物料滑台的长度方向与滑轮销送料机构的传送方向垂直;在物料滑台的端部设有推料气缸,推料气缸的活塞杆将滑轮销送料机构出料口的滑轮销送入物料滑台上;在操作平台的上方设有机械手装置,机械手装置抓取滑轮送料机构出口的滑轮落座在物料滑台上的滑轮销上;在物料滑台的侧端设有沿物料滑台长度方向移动的滑动气缸,滑动气缸上设有升降拨杆装置,升降拨杆装置与装配后的滑轮配合;物料滑台远离推料气缸一端设有铆接工装,铆接工装的正上方设有铆接机。
7.所述的机械手装置结构包括,在操作平台上方设有支架,支架上设有水平滑道,水平滑道上设有滑动连接平移板,平移板通过平移气缸驱动;平移板上竖直连接竖直气缸,竖直气缸的活塞杆底部连接夹紧气缸,夹紧气缸的起始位置位于滑轮送料机构出口的正上方,夹紧气缸的末端位置位于物料滑台端部组装后零件的正上方。
8.所述的竖直气缸的外表面设有润滑油管,润滑油管的底部设有涂油盘,涂油盘下
表面与夹紧气缸夹紧的滑轮上表面接触。
9.所述的升降拨杆装置结构包括,在滑动气缸的端部连接升降气缸,升降气缸上连接水平台,水平台上竖直矩形分布四个弹性杆,相邻两个弹性杆的距离大于滑轮物料的直径。
10.所述的操作平台的外周三面设有防护罩,防护罩遮挡滑轮销送料机构和滑轮送料机构。
11.该全自动铆接滑轮机采用滑轮销送料机构和滑轮送料机构同时送料,配合推料气缸和机机械手装置将滑轮销和滑轮进行装配,然后通过滑动气缸带动装配好的滑轮到达指定位置,并通过铆接机实现与滑轨零件的铆接固定。其实现各装配间协调运作,不仅装配速度块,同时自动程度高,解放劳动力。
12.为保证装配零件的润滑度,在机械手装置单该设置涂油盘,实现装配与注油一次完成,提高工作效率。
13.本发明具有如下有益效果:
14.1.本发明实现了铆接滑轮销与滑轮过程中零件不会遗漏的要求;
15.2.本发明能够快速准确的对涂油部位进行涂油,防止漏涂或涂油量不均匀的要求;
16.3.减轻操作者的繁琐工序操作,减轻劳动强度;
17.4.使操作者能能够在更加安全的操作环境中完成工作。
附图说明
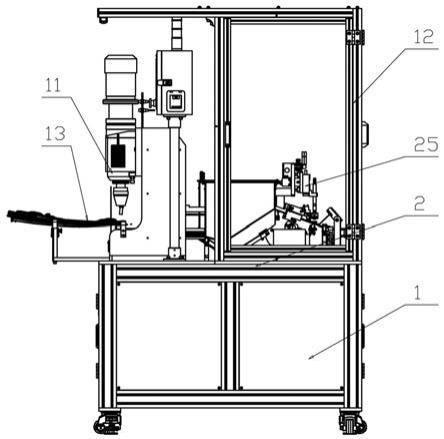
18.图1为全自动铆接滑轮机的整体结构主视图。
19.图2为操作平台各零件的布局示意图。
20.图3为图2中a处的局部放大图。
21.图4为物料滑台与滑动气缸结构局部放大图。
22.图5为铆接机与铆接工装结构示意图。
具体实施方式
23.如图1至图5所示,一种全自动铆接滑轮机,在机架1上设有操作平台2,在操作平台2一侧设有滑轮销送料机构3,操作平台2的另一侧设有滑轮送料机构4,滑轮销送料机构3和滑轮送料机构4为现有的物料传输结构,不是本技术保护的结构,其末端具有传感器,滑轮销和滑轮被输送到位后,对应位置具有传感器,感应零件到位后控制后续部件运行动作;在操作平台2的中部且位于滑轮销送料机构3的出口处设有物料滑台5,物料滑台5的长度方向与滑轮销送料机构3的传送方向垂直,物料滑台提供滑轮销与滑轮装配的平台,也是将装配好的滑轮输送给铆接工装的平台;物料滑台5远离推料气缸6一端设有铆接工装10,铆接工装10的正上方设有铆接机11;在物料滑台5的侧端设有沿物料滑台5长度方向移动的滑动气缸8,滑动气缸8上连接升降拨杆装置并与装配后的滑轮配合,升降拨杆装置结构包括,在滑动气缸8的端部连接升降气缸14,升降气缸14上连接水平台15,水平台15上竖直矩形分布四个弹性杆16,相邻两个弹性杆16的距离大于滑轮物料的直径,保证至少两个弹性杆16与组装后的滑轮接触,通过滑动气缸8和弹性杆16将组装后的滑轮沿物料滑台5送至铆接工装
10。
24.在物料滑台5的端部设有推料气缸6,推料气缸6的活塞杆将滑轮销送料机构3出料口的滑轮销送入物料滑台5上;在操作平台2的上方设有机械手装置7,机械手装置7抓取滑轮送料机构4出口的滑轮落座在物料滑台5上的滑轮销上;机械手装置7结构包括,在操作平台2上方设有支架21,支架21上设有水平滑道,水平滑道上设有滑动连接平移板22,平移板22通过平移气缸驱动;平移板22上竖直连接竖直气缸25,竖直气缸25的活塞杆底部连接夹紧气缸24,夹紧气缸的活动端连接夹块23,夹块23的起始位置位于滑轮送料机构4出口的正上方,夹块23的末端位置位于物料滑台5端部组装后零件的正上方,从而保证夹块23执行气缸动作对滑轮进行夹持移动和下落的动作,使滑轮落座在对应的滑轮销上,完成滑轮的传送组装任务。
25.所述的竖直气缸25的外表面设有润滑油管26,润滑油管26的底部设有涂油盘27,涂油盘27下表面与夹紧气缸24夹紧的滑轮上表面接触,在夹块23夹持滑轮的过程中,润滑油管26上的阀开启,涂油盘27上的油孔会向夹块23夹持的滑轮通孔上涂抹润滑油,保证装配要求。
26.为保证操作安全性能,在操作平台2的外周三面设有防护罩12,防护罩12遮挡滑轮销送料机构3和滑轮送料机构4。
27.全自动铆接滑轮机的工作过程为:滑轮销送料机构3和滑轮送料机构4分别从两侧向中间传送滑轮销和滑轮,当滑轮销被传送到滑轮销送料机构3的出口时,推料气缸6动作,将滑轮销推到物料滑台5的端部,然后启动竖直气缸25,夹块23在张开状态下下移,到达滑轮送料机构4出口处后,夹块23在夹紧气缸24带动下闭合,将滑轮夹持,并通过竖直气缸25将滑轮升起,并通过平移气缸带动滑轮到达物料滑台5的滑轮销上方,在移动的过程中,涂油盘27对滑轮内孔进行涂油,然后夹块23释放滑轮并复位,滑轮即可装配到滑轮销上;最后滑动气缸8带动升降拨杆装置移动到装配后的滑轮处,并通过升降气缸14带动弹性杆16升起,越过装配后的滑轮,然后升降气缸14落下,弹性杆16落到滑轮前端,启动滑动气缸8,通过弹性杆16拨动组装后的滑轮到物料滑台5的末端的铆接工装10,手动安装导轨13,并通过铆接机11铆接在一起,完成整套动作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1