眼镜框焊接治具的制作方法
1.本实用新型涉眼镜加工设备技术领域,尤其是眼镜框焊接治具。
背景技术:
2.眼镜是人们日常生活中常见用品,眼镜的生产制造中,主要的制造工序都是围绕镜框的生产,其中,眼镜的中梁是将眼镜左右镜框连接成一体的重要构件,现有的眼镜尤其是金属镜框的眼镜其中梁和左右镜框一般均采用焊接方式进行连接。由于焊接前眼镜两侧的镜框和中梁是分离的部件,为了保持焊接时部件的稳定性,现有的一般设计一些专用的焊接治具,然后使用焊枪设备完成手动或自动的焊接工序,这种方式对焊接治具的固定效果有很高的要求,而现有的焊接治具结构简单,功能性单一,对于镜框与中梁的固定效果差,常常出现焊接完镜架已经变形的情况,难以保证焊接质量,导致废品率较高。大批量生产时,结构不规则的镜框产品的一致性难以控制,同时,此类治具加工的加工效率低下,降低了产品的产量和质量。因此,急需对现有技术方案中的问题进行解决,来提升当下的生产工艺与生产效率。
技术实现要素:
3.本实用新型的目的之一在于针对现有技术的缺陷和不足,提供一种结构新颖,操作便捷,能够对镜框与中框的焊接起到良好固定的眼镜框焊接治具。
4.该眼镜框焊接治具,包括治具底板,所述的治具底板一侧设有镜框安装台,所述的治具底板另一侧设有正对镜框安装台的下压机构,所述的镜框安装台上设有左右两块焊接对位的镜框凸块,所述的镜框凸块上设有符合对应镜框结构的镜框安装槽,所述的镜框安装台上位于左右两块镜框凸块之间的部分设有中梁安装块,中梁安装块上设有中梁安装槽,所述的治具底板上位于镜框安装台左右两侧分别设有多轴滑台,所述的多轴滑台上设有对位相邻侧镜框凸块的陶瓷棒。
5.优选地,所述的多轴滑台包括置于治具底板上的向镜框安装台处前后滑动的纵向滑台,所述的纵向滑台的活动端设有左右两侧滑动的横向滑台,所述的横向滑台的活动端设有上下滑动的升降滑台,所述的升降滑台的活动端设有的伸缩气缸,所述的伸缩气缸在升降滑台上前后翻转设置,所述的陶瓷棒安装在伸缩气缸的活动端向镜框安装台处活动设置。
6.优选地,所述的中梁安装槽两侧分别设有对位相邻侧镜框安装槽的焊接开口,所述的下压机构具有正对左右两侧镜框安装槽顶部的上框压片;所述的下压机构具有正对左右两侧镜框安装槽底部的下框压片;所述的下压机构具有正对中梁安装槽的中梁压片。
7.优选地,所述的下压机构包括设置在治具底板上的升降气缸,所述的升降气缸的活动端向上设置连接有一对位镜框安装台的下压支架,所述的上框压片、下框压片、中梁压片安装在下压支架上。
8.优选地,所述的下压支架包括正对镜框安装台的纵向支架以及与纵向支架垂直设
置的横向支架,所述的纵向支架与横向支架十字交叉设置,所述的纵向支架后端安装在升降气缸上,所述的纵向支架中部设有对位中梁安装槽的中梁压片;所述的横向支架两端分别设有对位两侧镜框安装槽顶部的上框压片;所述的纵向支架前端设有对位两侧镜框安装槽底部框的下框压片。
9.优选地,所述的纵向支架在升降气缸上前后位置可调节设置,所述的上框压片在横向支架上的左右位置可横向调节设置,所述的下框压片在纵向支架上前后位置可调节设置。
10.优选地,所述的下框压片呈v型向外开口结构,下框压片两侧分别对位相邻侧的镜框安装槽的底部。
11.优选地,所述的上框压片、下框压片、中梁压片在下压支架上的上下高度可调节设置。
12.优选地,所述的镜框凸块上的前后两边分别设有向内的拆卸缺口,所述的拆卸缺口覆盖镜框安装槽向镜框凸块的内部切入设置。
13.优选地,所述的镜框凸块设有对位中梁安装槽上焊接开口的焊接缺口,所述的焊接缺口覆盖镜框安装槽向镜框凸块的内部切入设置。
14.本实用新型的有益效果为:眼镜框焊接治具在治具底板上设置前后对位镜框安装台与下压机构,可以将左右两块镜框与中梁直接安装在对应的块体中,通过在下压机构上设置对镜框安装槽中镜框固定的上框压片与下框压片,配合辅助镜框与中梁焊接的陶瓷棒,既可以提升焊接品质又可以起到稳定的效果,对不规则的金属镜框的焊接起到可靠的的固定,可以避免镜框与中梁的焊点错位偏移、结构受力变形、安装拆卸不便的情况,有效地保证了批量焊接的产品的焊点一致性,且上框压片、下框压片、中梁压片的位置可调节设置,从而适应不同尺寸和形状的镜框固定,保证焊接点的稳定,直接提升了金属镜框生产的合格率,其结构新颖、操作便捷、有效的提升了加工效益。
附图说明
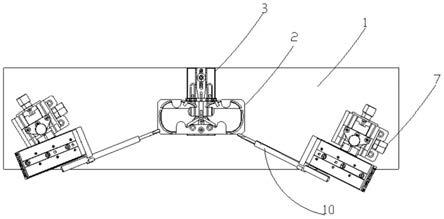
15.图1为本实用新型实施例一个角度的结构示意图;
16.图2为本实用新型实施例另一个角度的结构示意图;
17.图3为本实用新型实施例镜框安装台与下压机构的工作示意图;
18.图4为本实用新型实施镜框安装台的结构示意图;
19.图5为本实用新型实施例下压机构的结构示意图。
具体实施方式
20.如图1
‑
图5所示,本实用新型的实施例中的眼镜框焊接治具,包括治具底板1,所述的治具底板1一侧设有镜框安装台2,所述的治具底板1另一侧设有正对镜框安装台2的下压机构3,所述的镜框安装台2上设有左右两块焊接对位的镜框凸块4,所述的镜框凸块4上设有符合对应镜框结构的镜框安装槽40,通过更换不同的镜框安装台2可以完成不同结构的金属镜框与中梁的加工生产,有效提升了设备的使用灵活性,所述的镜框安装台2上位于左右两块镜框凸块4之间的部分设有中梁安装块5,中梁安装块5上设有中梁安装槽50,中梁安装槽50横向设置对位两侧的镜框凸块4,所述的治具底板上位于镜框安装台2左右两侧分别
设有多轴滑台7,所述的多轴滑台7上设有对位相邻侧镜框凸块4的陶瓷棒10,用于辅助焊接使用,中梁安装槽50两侧分别设有对位相邻侧镜框安装槽40的焊接开口51,所述的镜框凸块4设有对位中梁安装槽5上焊接开口51的焊接缺口41,所述的焊接缺口41覆盖镜框安装槽40向镜框凸块4的内部切入设置,所述的中梁安装槽50内的中梁由焊接开口51向镜框安装槽40内的镜框伸出,将焊接位置留出,方便陶瓷棒10伸入,所述的多轴滑台7包括置于治具底板1上的向镜框安装台2处前后滑动的纵向滑台73,所述的纵向滑台73的活动端设有左右两侧滑动的横向滑台72,所述的横向滑台72的活动端设有上下滑动的升降滑台71,所述的升降滑台71的活动端设有的伸缩气缸70,所述的伸缩气缸70在升降滑台71上前后翻转设置,所述的陶瓷棒10安装在伸缩气缸70的活动端向镜框安装台2处活动设置,所述的下压机构3包括设置在治具底板1上的升降气缸30,所述的升降气缸30的活动端向上设置连接有一对位镜框安装台2的下压支架6,所述的下压支架6上设有上框压片61、下框压片62、中梁压片63;所述的上框压片61正对左右两侧镜框安装槽40内镜框的顶部;所述的下框压片62正对左右两侧镜框安装槽40内镜框的底部;所述的中梁压片63正对中梁安装槽50内的中梁;通过在治具底板1上设置前后对位镜框安装台2与下压机构3,可以将左右两块镜框与中梁直接安装在对应的块体中,通过在下压机构3上设置对镜框安装槽40中镜框固定的上框压片61与下框压62,配合辅助镜框与中梁焊接的陶瓷棒10,既可以提升焊接品质又可以起到稳定的效果,对不规则的金属镜框的焊接起到可靠的的固定,可以避免镜框与中梁的焊点错位偏移、结构受力变形、安装拆卸不便的情况。
21.具体的,所述的下压支架6包括正对镜框安装台2的纵向支架64以及与纵向支架64垂直设置的横向支架65,所述的纵向支架64与横向支架65十字交叉设置,所述的纵向支架64后端安装在升降气缸30上,所述的纵向支架64中部设有对位中梁安装槽50的中梁压片63;所述的横向支架65两端分别设有对位两侧镜框安装槽40顶部的上框压片61;所述的纵向支架64前端设有对位两侧镜框安装槽40底部框的下框压片62。
22.进一步的,为了提升下压机构3适配性,所述的纵向支架64在升降气缸60上前后位置可调节设置,所述的上框压片61在横向支架65上的左右位置可横向调节设置,所述的下框压片62在纵向支架64上前后位置可调节设置,且所述的上框压片61、下框压片62、中梁压片63在下压支架6上的上下高度可调节设置,可以根据不同结构的镜框进行压片固定位置的调整,从而保证固定可靠性。
23.在本实施例中,所述的下框压片63呈v型向外开口结构,下框压片63两侧分别对位相邻侧的镜框安装槽40的底部,为了保证下框压片63对左右两侧镜框安装槽40内的镜框压力一致,将下框压片63设置成一体的v型开口结构,下框压片63由中间向两侧伸出,在同一高度与力度下对镜框进行固定。
24.在本实施例中,所述的镜框凸块4上的前后两边分别设有向内的拆卸缺口42,所述的拆卸缺口42覆盖镜框安装槽40向镜框凸块4的内部切入设置,极大的方便镜框在镜框安装槽40上的安装与拆卸。
25.通过上述技术方案,眼镜框焊接治,有效地保证了批量焊接的产品的焊点一致性,且上框压片61、下框压片62、中梁压片63的位置可调节设置,允许有较大的应力强度与形变空间,从而适应不同尺寸和形状的镜框固定,保证焊接点的稳定,直接提升了金属镜框生产的合格率,其结构新颖、操作便捷、有效的提升了加工效益。
26.以上所述仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1