自动点焊系统的制作方法
1.本实用新型涉及点焊技术领域,尤其涉及一种自动点焊系统。
背景技术:
2.锂离子电池是现今常见的供电机构,电动车和电动汽车等动力设备需要锂离子电池,通常单个锂离子电池的电容量无法满足机车的使用需求,需要将多个电芯组装成电池,以形成动力电池。例如,连接片按照预设的产品结构将各电芯以不同的并联、串联方式构成电池组。
3.电芯与连接片采用焊接方式相连,但是现有的点焊机主要依靠人工进行点焊操作,因此对操作设备的作业员具有较高的技术要求。此外,现有的固定型号的电焊机只能点焊一种特定型号的机种,当存在多种型号的机种时,无法快速完成点焊操作,不符合生产需求。
技术实现要素:
4.本实用新型要解决的技术问题是为了克服现有技术中点焊操作依靠人工完成,效率低的缺陷,提供一种自动点焊系统。
5.本实用新型是通过下述技术方案来解决上述技术问题:
6.第一方面,本实用新型提供一种自动点焊系统,所述自动点焊系统包括:pc机、图像采集设备、点焊设备和调节机构,所述pc机分别与所述图像采集设备、所述调节机构和所述点焊设备通信连接;
7.所述图像采集设备,用于拍摄获取包括目标点焊产品的连接片和电芯的点焊路径图,并将所述点焊路径图发送至所述pc机;
8.所述pc机,用于根据所述点焊路径图,控制所述调节机构对所述目标点焊产品的电芯的位置进行调节;
9.所述点焊设备,用于对完成电芯的位置调节后的所述目标点焊产品进行点焊操作。
10.较佳地,所述自动点焊系统还包括点焊识别元件,所述点焊识别元件设置于所述目标点焊产品的连接片和电芯的连接处,所述图像采集设备具体用于拍摄所述点焊识别元件得到所述点焊路径图。
11.较佳地,所述点焊识别元件的形状包括圆形、正方形和三角形中任意一种。
12.较佳地,所述自动点焊系统还包括传送设备;
13.所述传送设备,用于将所述目标点焊产品传送至点焊位置。
14.较佳地,所述自动点焊系统还包括供电电源。
15.较佳地,所述自动点焊系统还包括机械手臂,所述机械手臂与所述pc机通信连接;
16.所述pc机,还用于向所述机械手臂发送操作指令,所述操作指令包括启动指令、暂停指令或者更换指令;
17.所述机械手臂,用于在接收到所述启动指令时触发所述供电电源对所述点焊设备进行上电;或者,在接收到所述暂停指令时触发所述供电电源对所述点焊设备进行断电;或者,在接收到所述更换指令时将点焊完毕后的产品放置于目标位置处,将未点焊的所述目标点焊产品放置于所述传送设备上。
18.较佳地,所述自动点焊系统还包括点焊工作台,所述点焊设备放置于所述点焊工作台上,所述点焊工作台和所述传送设备位于同一高度。
19.较佳地,所述传送设备包括传送带。
20.较佳地,所述点焊设备包括第一通信接口和第二通信接口;
21.所述点焊设备通过所述第一通信接口接收所述pc机发送的启动指令,并开始对所述目标点焊产品开始焊接操作;
22.所述点焊设备通过所述第二通信接口接收所述pc机发送的结束指令,并停止对所述目标点焊产品进行焊接操作。
23.较佳地,所述图像采集设备包括ccd(charge coupled device,电荷耦合元件)相机。
24.本实用新型的积极进步效果在于:提供一种自动点焊系统,通过图像采集设备获取点焊路径图,pc机控制调节机构对目标点焊产品中电芯的位置进行调节,pc机控制电焊设备对位置调节后的目标点焊产品进行焊接操作。本实用新型克服了点焊操作依靠人工完成,周期长、效率低的问题;基于图像采集设备获取点焊路径图,且依靠调节机构实现实时调节电芯位置,满足了生产所需的多个机种的焊接需求。
附图说明
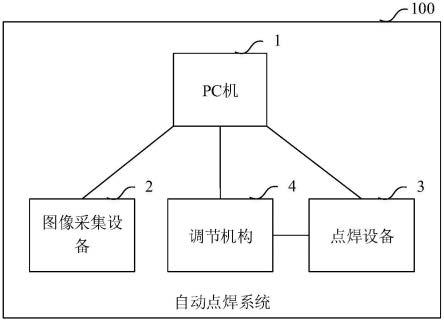
25.图1为本实用新型实施例1的自动点焊系统的结构示意图。
26.图2为本实用新型实施例2的自动点焊系统的结构示意图。
具体实施方式
27.下面通过实施例的方式进一步说明本实用新型,但并不因此将本实用新型限制在所述的实施例范围之中。
28.实施例1
29.本实施例提供一种自动点焊系统,如图1所示,该自动点焊系统100包括:pc机1、图像采集设备2、点焊设备3和调节机构4,pc机1分别与图像采集设备2、调节机构4和点焊设备3通信连接。调节机构4和点焊设备3通信连接。
30.其中,图像采集设备2,用于拍摄获取包括目标点焊产品的连接片和电芯的点焊路径图,并将点焊路径图发送至pc机1;
31.pc机1,用于根据点焊路径图,控制调节机构4对目标点焊产品的电芯的位置进行调节;
32.点焊设备3,用于对完成电芯的位置调节后的目标点焊产品进行点焊操作。
33.该图像采集设备2包括ccd相机。
34.在具体实施时,图像采集设备2通过拍摄图片的方式获取待点焊的目标点焊产品中电芯和连接片的点焊路径图。可以将电芯和连接片(镍片)放置于点焊治具上,在点焊治
具上标记出对应于该目标点焊产品的多个不同的识别点,图像采集设备2拍摄由多个不同的识别点构成的点焊路径图,并将该点焊路径图发送至pc机1。pc机1根据该点焊路径图,控制与其通信连接的调节机构4对目标点焊产品的电芯的2位置进行调节,以便于点焊设备3进行点焊操作。由于点焊路路径图是由多条不同横线和竖线构成的,点焊设备3在对目标点焊产品进行焊接操作的时候,通常只能沿着一条路径进行点焊操作,所以pc机1在点焊设备3完成一次点焊后,需要控制调节机构4对未完全完成焊接操作的目标点焊产品中电芯的位置进行相应的调整,以供点焊设备3完成后续的点焊操作。
35.在一可实施的方案中,在点焊治具上勾画有点焊路径以及每个点焊位置,pc机1按照拍摄到的点焊路径以及每个点焊位置自动生成点焊路径图,根据该点焊路径图控制点焊设备3进行运行,使得点焊设备3到达每个点焊位置后实施点焊操作。
36.在一可实施的方案中,该自动点焊系统100还包括点焊识别元件,点焊识别元件设置于目标点焊产品的连接片和电芯的连接处,图像采集设备2具体用于拍摄点焊识别元件得到点焊路径图。
37.其中,点焊识别元件的形状包括圆形、正方形和三角形中任意一种。
38.在具体实施时,图像采集设备2可以拍摄圆形的点焊识别元件构,从而自动生成第一种点焊路径图,或者,可以拍摄正方形的点焊识别元件,从而自动生成第二种点焊路径图,或者,可以拍摄长方形的点焊识别元件,从而自动生成第三种点焊路径图,或者,可以拍摄三角形的点焊识别元件,从而自动生成第四种点焊路径图。需要说明的是,该点焊识别元件还可以设置于放置目标点焊产品的连接片和电芯的点焊治具上,pc机1可以控制图像采集设备2拍摄点焊治具上的点焊识别元件,从而获取点焊路径图。
39.在一可实施的方案中,点焊设备3预设有运行路径,点焊治具上的点焊识别元件标明了运行路径上需要进行点焊的位置,点焊设备3可以在预设运行路径上标注点焊识别元件的所在的位置处进行点焊操作。
40.本实施例提供一种自动点焊系统,通过图像采集设备获取点焊路径图,pc机控制调节机构对目标点焊产品中电芯的位置进行调节,pc机控制电焊设备对位置调节后的目标点焊产品进行焊接操作。本实用新型克服了点焊操作依靠人工完成,周期长、效率低的问题;基于图像采集设备获取点焊路径图,且依靠调节机构实现实时调节电芯位置,满足了生产所需的多个机种的焊接需求。
41.实施例2
42.在实施例1的基础上,本实施例提供一种自动点焊系统。如图2所示,较之于实施例1进行了改进,具体地,该自动点焊系统100还包括传送设备5、供电电源6、机械手臂7以及点焊工作台8;
43.其中,传送设备5,用于将目标点焊产品传送至点焊位置,该传送设备5包括传送带。
44.pc机1,还用于向机械手臂7发送操作指令,操作指令包括启动指令、暂停指令或者更换指令;
45.机械手臂7,用于在接收到启动指令时触发供电电源6对点焊设备3进行上电;或者,在接收到暂停指令时触发供电电源6对点焊设备3进行断电;或者,在接收到更换指令时将点焊完毕后的产品放置于目标位置处,将未点焊的目标点焊产品放置于传送设备5上。
46.点焊设备3放置于点焊工作台8上,点焊工作台8和传送设备5位于同一高度。
47.在具体实施时,在点焊作业开始时,pc机1向机械手臂7发送操作指令,该操作指令为启动指令。机械手臂7触发供电电源6的第一外部物理按键,以使得点焊设备3开始上电。在点焊作业过程中,若遭遇突发情况时,pc机1向机械手臂7发送操作指令,该操作指令为暂停指令。机械手臂7触发供电电源6的第二外部物理按键,以使得点焊设备3断电后,停止作业。若完成一件目标点焊产品的焊接操作后,pc机1会向机械手臂7发送操作指令,该操作指令为更换指令。机械手臂7将点焊完毕后的产品放置于第一传送带上,利用第一传送带将产品运输出生产车间后进行后续的流程;将未进行点焊操作的目标点焊产品放置于第二传送带上,该目标点焊产品随着第二传送带移动至点焊设备3所在的位置处后,机械手臂7再将目标点焊产品从第二传送带上取出,放置于点焊设备3的点焊位置处,以便进行后续的点焊操作。第一传送带和第二传送带的方向相反,两个传送带构成了焊接作业的流水线,输送点焊产品。
48.需要说明的是,为了便于机械手臂7将目标点焊产品从第二传动带移动至点焊设备3的点焊位置处,点焊工作台8的所在的高度与第二传动带的所在的告诉保持一致。该方式更有利于自动化作业的需求,可以缩小作业时间,扩大生产量。
49.在一可实施的方案中,点焊设备3包括第一通信接口和第二通信接口;
50.点焊设备3通过第一通信接口接收pc机1发送的启动指令,并开始对目标点焊产品开始焊接操作;
51.点焊设备3通过第二通信接口接收pc机1发送的结束指令,并停止对目标点焊产品进行焊接操作。
52.在具体实施时,点焊设备3可以设置至少两个不同的通信接口,pc机1可以通过usb数据传输线,将不同的控制指令经过该通信接口发送至点焊设备3上,从而控制点焊设备3开始作业或者停止作业。该方式缩短了自动化作业的流程,提高了作业的效率。
53.本实施例提供一种自动点焊系统,通过图像采集设备获取点焊路径图,pc机控制调节机构对目标点焊产品中电芯的位置进行调节,pc机控制电焊设备对位置调节后的目标点焊产品进行焊接操作。本实用新型克服了点焊操作依靠人工完成,周期长、效率低的问题;基于图像采集设备获取点焊路径图,且依靠调节机构实现实时调节电芯位置,满足了生产所需的多个机种的焊接需求;通过pc机与传送设备和机械手臂之间的相互配合,实现了自动化作业,缩短了点焊操作的时间,实现了大批量生产的需求。
54.虽然以上描述了本实用新型的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本实用新型的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本实用新型的原理和实质的前提下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1