激光加工装置及激光加工方法与流程
1.本公开涉及一种激光加工装置及激光加工方法。
背景技术:
2.在专利文献1中,公开有通过激光烧蚀(ablation)的激光加工方法相关的技术。在该激光加工方法中,使用可改变射束轮廓(beam profile)的射束成形装置,对沿被加工物的厚度方向排列的多个处理面中的各个,照射具有互不相同的几何形状的射束轮廓的激光束。
3.在专利文献2中,公开有激光加工装置及激光加工方法相关的技术。在该激光加工方法中,将从激光源出射的激光通过空间相位调制元件相位调制且引导至成像光学系统,通过该成像光学系统将激光照射于被加工物,加工该被加工物。作为输入空间相位调制元件的输入数据,使用由重显被加工物的加工形状的像重显全息图数据、及在规定加工位置进行像重显的位置移动全息图数据构成的合成数据。并且,一边使该合成数据依次变化,一边对被加工物进行激光加工。
4.现有技术文献
5.专利文献
6.专利文献1:日本专利特表2015-521108号公报
7.专利文献2:日本专利特开2006-119427号公报
8.非专利文献
9.非专利文献1:f.mezzapesa et al.,"high-resolution monitoring of the hole depth during ultrafast laser ablation drilling by diode laser self-mixing interferometry",opt.lett.vol.36,pp.822-824(2011)
技术实现要素:
10.发明所要解决的问题
11.通过将从激光源输出的激光由聚光光学系统聚光并照射于加工对象物,可加工该加工对象物。在仅使用透镜将激光聚光的情况下,通过扫描激光的聚光位置,可将加工对象物加工成期望的形状。然而,在该情况下,加工需要较长时间。
12.为缩短加工时间,考虑例如对多个照射点同时聚光照射激光而进行多点同时加工。作为为此而设的方法,存在以下方法:在相位调制型的空间光调制器呈现全息图,将从单一激光源输出的激光通过空间光调制器相位调制,将该相位调制了的激光通过聚光光学系统同时聚光照射于多个照射点。在该情况下,在空间光调制器呈现的全息图具有:如通过聚光光学系统将激光聚光于多个照射点那样的相位调制分布。
13.在如上述那样的方法中,期望自如地控制照射点的位置,进行更复杂的加工。
14.本发明的目的在于,在通过使用空间光调制器相位调制激光而对多个照射点同时进行聚光照射的激光加工装置及激光加工方法中,进行更复杂的加工。
15.用于解决问题的手段
16.本发明的实施方式是激光加工装置。激光加工装置具备:空间光调制器,其输入从激光源输出的激光,在二维排列的多个像素中的各个呈现调制激光的相位的全息图,输出通过全息图相位调制后的激光;聚光光学系统,其设置于空间光调制器的后段;及控制部,其使空间光调制器呈现:通过聚光光学系统将从空间光调制器输出的相位调制后的激光聚光于被加工物的多个照射点的全息图,控制部互相独立地控制多个照射点中包含的至少2个照射点的光强度。
17.本发明的实施方式是激光加工方法。激光加工方法重复进行:控制步骤,在二维排列的多个像素中的各个,使空间光调制器呈现调制光的相位的全息图;光调制步骤,将从激光源输出的激光输入空间光调制器,通过全息图进行激光的相位调制;及聚光步骤,将相位调制后的激光聚光,在控制步骤中,使空间光调制器呈现:通过聚光步骤使从空间光调制器输出的相位调制后的激光聚光于被加工物的多个照射点的全息图,并且互相独立地控制多个照射点中包含的至少2个照射点的光强度。
18.在上述激光加工装置及激光加工方法中,控制部(在控制步骤中)互相地独立控制多个照射点中包含的至少2个照射点的光强度。在该情况下,在被加工物部位的材质存在差异,即,相对于同一强度的激光的加工速度存在差异时,可在对应于各部位的各照射点,以适当的光强度照射激光。因此,根据上述结构,可容易地将由2种以上材质构成的被加工物加工成复杂形状。
19.另外,根据上述结构,在被加工区域由单一材质构成的情况下,也可通过对各照射点独立地控制光强度,而对被加工区域的各部分独立地控制被加工物的去除率(去除量),因此,可实现更复杂的形状。
20.发明效果
21.根据本发明的实施方式,在通过使用空间光调制器相位调制激光而对多个照射点同时进行聚光照射的激光加工装置及激光加工方法中,可进行更复杂的加工。
附图说明
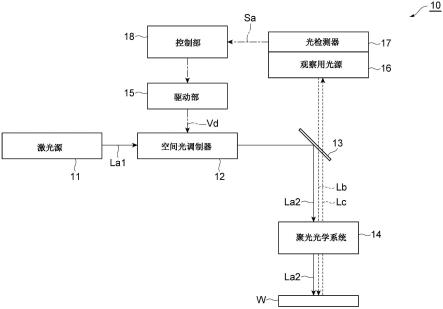
22.图1是示出一实施方式的激光加工装置10的结构的框图。
23.图2的(a)是示出经由聚光光学系统14照射于被加工物w的相位调制后的激光la2的俯视图,图2的(b)是将(a)的一部分放大示出的图。
24.图3的(a)~(e)是示出被加工区域a的平面形状的例子的图。
25.图4是示出控制部18的硬件结构例的框图。
26.图5的(a)是示出对包含材质互不相同的多个区域wa、wb、wc的被加工物w照射激光la2的形态的截面图,图5的(b)是示出被加工物w的光照射表面的俯视图。
27.图6的(a)是示出对包含材质互不相同的多个区域wa、wb、wc的被加工物w照射激光la2的形态的截面图,图6的(b)是示出被加工物w的光照射表面的俯视图。
28.图7的(a)是示出对包含材质互不相同的多个区域wd、we的被加工物w照射激光la2的形态的截面图,图7的(b)~(d)是沿图7的(a)的viib-viib线、viic-viic线及viid-viid线的截面图。
29.图8的(a)是示出对被加工物w照射激光la2的形态的截面图,图8的(b)是示出形成
于被加工物w的孔ha的截面图。
30.图9的(a)~(c)是示意地示出沿图8的(a)所示的ixa-ixa线、ixb-ixb线及ixc-ixc线中的各个的截面内的照射点sp的配置例的图。
31.图10的(a)~(c)是示意地示出各截面内的照射点sp的其它配置例的图。
32.图11的(a)是示出对被加工物w照射激光la2的形态的截面图,图11的(b)是示出形成于被加工物w的孔hb的截面图。
33.图12的(a)是示出对被加工物w照射激光la2的形态的截面图,图12的(b)是示出形成于被加工物w的孔hc的截面图。
34.图13的(a)是示出对被加工物w照射激光la2的形态的截面图,图13的(b)是示出形成于被加工物w的孔hc、hd的截面图。
35.图14的(a)是示出对被加工物w照射激光la2的形态的截面图,图14的(b)是示出形成于被加工物w的孔hc、hd、he的截面图。
36.图15的(a)是示出在2个被加工区域a的轮廓具有曲率的情况下形成的贯通孔hf的截面形状的图,图15的(b)是示出在1个被加工区域a的轮廓具有曲率的情况下形成的贯通孔hg的截面形状的图。
37.图16的(a)是示出通过照射激光la2而形成的孔hh的截面图,图16的(b)是示出被加工物w的一个面w1的孔hh的形状的俯视图,图16的(c)是示出被加工物w的另一个面w2的孔hh的形状的俯视图。
38.图17是概念性地示出用以形成孔hh的、激光la2的光轴方向上的被加工区域a的形状变化的图,图17的(a)示出用以对被加工物w照射激光la2的结构的概要、及激光la2的光轴方向上的被加工物w的截面,图17的(b)~(e)示出在被加工物w位于互不相同的深度的各面内的被加工区域a的形状、及各面内的多个照射点sp。
39.图18是示出与图17的(b)所示的面对应的全息图的例子的图,图18的(a)示出图17的(b)所示的多个照射点sp,图18的(b)~(d)示出用以实现图18的(a)所示的多个照射点sp的全息图的例子。
40.图19是示出与图17的(c)所示的面对应的全息图的例子的图,图19的(a)示出图17的(c)所示的多个照射点sp,图19的(b)~(d)示出用以实现图19的(a)所示的多个照射点sp的全息图的例子。
41.图20是示出与图17的(d)所示的面对应的全息图的例子的图,图20的(a)示出图17的(d)所示的多个照射点sp,图20的(b)~(d)示出用以实现图20的(a)所示的多个照射点sp的全息图的例子。
42.图21是示出与图17的(e)所示的面对应的全息图的例子的图,图21的(a)示出图17的(e)所示的多个照射点sp,图21的(b)~(d)示出用以实现图21的(a)所示的多个照射点sp的全息图的例子。
43.图22是示出向比被加工物w更远处形成激光la2的照射点sp的形态的图。
44.图23是示出一实施方式的激光加工方法的流程图。
45.图24是示出在控制步骤s1之前进行存储步骤s0的情况的流程图。
46.图25是用以说明专利文献1所记载的激光加工方法的图。
47.图26的(a)~(e)是用以说明专利文献2所记载的激光加工方法的图。
48.图27是用以说明专利文献2所记载的激光加工方法的图。
具体实施方式
49.以下,一边参照附图,一边详细说明激光加工装置及激光加工方法的实施方式。此外,在附图的说明中,对同一要素标注同一符号,省略重复说明。另外,本发明并非限定于这些例示。
50.图1是示出一实施方式的激光加工装置10的结构的框图。如图1所示,本实施方式的激光加工装置10具备:激光源11、空间光调制器12、分色镜13、聚光光学系统14、驱动部15、观察用光源16、光检测器17、及控制部(pc等)18。
51.激光源11输出具有1皮秒以下(例如,数飞秒)时间宽度的脉冲状激光la1。从激光源11输出的激光la1的波长例如为250nm以上且2500nm以下,在一实施例中为1030nm。另外,从激光源11输出的激光la1的功率例如为0.01w以上且1000w以下,在一实施例中为1w。激光源11例如为具有yb:yag结晶或yb:kgw结晶作为激光介质的固体激光器、或通过半导体激光激发的掺yb光纤激光器。
52.空间光调制器12与激光源11光学耦合,输入从激光源11输出的激光la1。空间光调制器12与激光源11的光学耦合例如为空间耦合。空间光调制器12具有二维排列的多个像素,通过在该多个像素呈现全息图,而对各像素独立地调制激光la1的相位。
53.空间光调制器12具有例如液晶型的结构。在空间光调制器12为液晶型的情况下,对二维排列的多个像素电极,施加构成全息图的单独的电压。由此,对各像素电极控制施加于液晶层的电场大小。各像素的液晶层的光路长度根据电场的大小变化。因此,可对各像素独立地调制激光la1的相位。
54.空间光调制器12也可为透过型,也可为反射型。另外,空间光调制器12的方式不限于液晶型,也可应用各种方式的空间光调制器。空间光调制器12输出通过全息图相位调制后的激光la2。
55.分色镜13是透过某波长范围所包含的光,并反射其它波长范围所包含的光的光学元件。分色镜13的一个面与空间光调制器12光学耦合。从空间光调制器12到达分色镜13的调制后的激光la2通过分色镜13反射(或透过),朝向被加工物w。分色镜13例如为短通(short pass)分色镜。
56.激光la2通过设置于空间光调制器12的后段(更准确而言为分色镜13的后段)的聚光光学系统14,到达被加工物w。聚光光学系统14例如为玻璃制透镜,经由分色镜13而与空间光调制器12光学耦合。空间光调制器12、分色镜13及聚光光学系统14的光学耦合例如为空间耦合。聚光光学系统14配置在分色镜13与被加工物w之间的光路上。
57.驱动部15与空间光调制器12的各像素电极电连接,将用以使空间光调制器12呈现全息图的驱动电压vd提供至各像素电极。驱动部15具有:与各像素电极电连接的多个电压生成电路。各电压生成电路具有:包含晶体管的放大电路。
58.控制部18与驱动部15电连接。控制部18制作或从存储部读出全息图,并将全息图的2维数据提供至驱动部15。驱动部15对各像素生成基于该全息图的模拟信号即驱动信号。驱动部15的各放大电路通过将驱动信号放大而生成驱动电压vd。
59.图2的(a)是示出经由聚光光学系统14照射于被加工物w的相位调制后的激光la2
的俯视图。另外,图2的(b)是将图2的(a)的一部分放大示出的图。如图2的(a)所示,控制部18生成用以将从空间光调制器12输出的相位调制后的激光la2通过聚光光学系统14聚光于被加工物w的多个照射点sp的全息图,并使空间光调制器12呈现该全息图。
60.多个照射点sp划定被加工物w的被加工区域a。即,多个照射点sp在闭合的假想线b上隔开间隔地排列,被加工区域a由假想线b划定。另外,控制部18使空间光调制器12依次呈现沿假想线b变更各照射点sp的位置的多个全息图。由此,如图2的(b)所示,各照射点sp在假想线b上离散地移动。
61.由多个照射点sp划定的被加工区域a的平面形状(在与激光la2的光轴垂直的平面内的形状)根据加工目的等设定为各种各样。图3是示出被加工区域a的平面形状的例子的图。被加工区域a也可如图3的(a)所示为圆形,也可如图3的(b)所示为椭圆形。另外,被加工区域a也可如图3的(c)所示为三角形,也可如图3的(d)所示为四边形,也可如图3的(e)所示为任意的多边形。
62.控制部18互相独立控制多个照射点sp中包含的至少2个照射点sp的光强度(单位:w/cm2,也可换言之,能量密度(单位:j/cm2)。在一例中,控制部18分别独立控制所有照射点sp的光强度。各照射点sp的光强度由例如各照射点sp的被加工物w的材质的加工速度和/或其它因素决定。
63.例如,在相对于激光la2加工速度较快(即,容易加工)的材质的情况下,减小光强度,减慢加工速度。另外,在相对于激光la2的加工速度较慢(即,难以加工)的材质的情况下,增大光强度,加快加工速度。如此,在加工速度不同的材质混杂于被加工物w的光照射表面内或截面内的情况下,也可在多个照射点sp使加工速度一致。或者,对受热的影响较大的材质,可减小光强度,将热的影响所波及的区域最小化。
64.另外,控制部18根据被加工物w的多个照射点sp的深度位置控制多个照射点sp的光强度及照射时间(换言之,全息图呈现时间)中的至少一个。
65.例如,与加工被加工物w的光照射表面的情况相比,在加工更深的部分时,由于在其之前的照射激光la2时残留的碎片等阻碍激光la2的照射,因此,加工速度降低。因此,被加工物w的越深的部分,越增大多个照射点sp的光强度、和/或增加照射时间,从而提高加工速度及加工质量。另外,在被加工物w由材质互不相同的多个层构成的情况下(例如,半导体或印刷配线基板等),通过控制全息图的变更周期或呈现时间,可以适于各层的条件进行激光加工。
66.此外,本实施方式中成为加工对象的被加工物w例如可由玻璃、半导体、金属(钢铁材料、非铁金属、合金等)、复合材(碳纤维强化塑料cfrp等)这样的各种物质构成。
67.再次参照图1。观察用光源16是用以将观察光lb照射于被加工物w的激光源。从观察用光源16输出的观察光lb的波长与激光la1及la2的波长不同。观察光lb的波长例如为800nm以上980nm以下,在一实施例中为808nm。观察用光源16例如为al(in)gaas系、或ingaasp系的半导体激光。
68.观察用光源16与分色镜13的另一面光学耦合。从观察用光源16到达分色镜13的观察光lb透过分色镜13(或反射),在与激光la2平行的光路上朝向被加工物w,照射于被加工物w。
69.此外,图中,观察光lb的光轴与激光la2的光轴并列描绘,但观察光lb的光轴与激
光la2的光轴也可互相不一致。被加工物w的观察光lb的照射区域例如内含图2的(a)所示的被加工区域a。
70.观察光lb的一部分若到达被加工物w,则成为反射光lc,从被加工物w出射。由于反射光lc的波长与观察光lb的波长相同,因此,反射光lc透过分色镜13。光检测器17与分色镜13的另一面光学耦合,经由分色镜13检测反射光lc。
71.光检测器17为2维图像检测器或取得3维信息的检测器。在后者的情况下,光检测器17具有例如干涉测量光学系统。在该情况下,光检测器17分支并取得从观察用光源16输出的观察光lb的一部分(或作为观察用光源16的半导体激光器的背面光),使该观察光lb的一部分(或背面光)与反射光lc互相干涉,从而检测干涉光像。
72.光检测器17与控制部18电连接,将检测结果相关的电信号sa提供至控制部18。此外,关于用于本实施方式的干涉测量的例子,记载于非专利文献1(f.mezzapesa et al.,opt.lett.vol.36,pp.822-824(2011))。
73.控制部18基于来自光检测器17的检测结果,判断各照射点sp的加工状态。并且,控制部18根据加工状态,控制使空间光调制器12呈现的全息图。此处所谓的全息图控制是指,例如,全息图的呈现时间的控制、变更为适当的全息图等。
74.图4是示出控制部18的硬件结构例的框图。如图4所示,控制部18构成为包含计算机,该计算机具备:cpu 181、ram 182、rom 183、输入装置184、数字/模拟转换器185、辅助存储装置186、及显示器输出装置187等硬件。控制部18通过使这些构成要件根据预先存储在辅助存储装置186的程序等进行动作,实现上述功能。
75.以下,针对本实施方式的激光加工装置10的加工例进行说明。图5的(a)及图6的(a)是示出对包含材质互不相同的多个区域wa、wb、wc的被加工物w照射激光la2的形态的截面图,示出沿激光la2的光轴(换言之,沿被加工物w的厚度方向)的截面。图5的(b)及图6的(b)是示出被加工物w的光照射表面的俯视图。
76.这些例子中,区域wa、wb、wc在与激光la2的光轴方向(被加工物w的厚度方向)交叉的方向上排列,且区域wa、wb、wc的边界线露出于光照射表面。相对于同一光强度的激光la2,各区域wa、wb、wc的材质的加工速度各不相同。具体而言,相对于同一光强度的激光la2,区域wa的加工速度最慢,区域wc的加工速度最快。
77.在图5所示的例中,对各区域wa、wb、wc中的各个设定互相独立的3个被加工区域a。并且,在区域wa形成划定1个被加工区域a的多个照射点sp,在区域wb形成划定其他的被加工区域a的多个照射点sp,在区域wc形成划定进而其他的被加工区域a的多个照射点sp。
78.在图6所示的例子中,设定跨区域wa及wb的被加工区域a、与跨区域wb及wc的其他的被加工区域a。并且,在区域wa形成划定一个被加工区域a的一部分的多个照射点sp,在区域wb形成划定一个被加工区域a的其余部分的多个照射点sp与划定另一被加工区域a的一部分的多个照射点sp,在区域wc形成划定另一被加工区域a的其余部分的多个照射点sp。
79.在该情况下,如图5的(b)及图6的(b)所示,控制部18以形成于区域wa的照射点sp的光强度为最大,形成于区域wc的照射点sp的光强度为最小的方式,控制在空间光调制器12呈现的全息图18。此外,在图5的(b)及图6的(b)中,通过颜色的深浅表现各照射点sp的光强度。颜色越深,光强度越大,颜色越浅,光强度越小。
80.由此,可使在各区域wa、wb、wc的照射点sp的加工速度彼此接近,使加工深度均匀。
理想地,以在各照射点sp的加工速度彼此相等的方式,调整各照射点sp的光强度的相对关系。
81.在图5及图6所示的例子中,控制部18也可基于图1所示的光检测器17的检测结果,检测在各照射点sp的材质。由于对观察光lb的反射率依赖于材质,因此,可基于观察光lb与反射光lc的强度比,知晓在各照射点sp的材质。因此,可检测区域wa、wb、wc的边界。
82.并且,可以使空间光调制器12呈现实现与区域wa、wb、wc中的各个对应的照射点sp的各光强度的全息图。换言之,在该例中,控制部18可以基于光检测器17的检测结果,生成用以互相独立地设定各照射点sp的光强度的全息图。
83.另外,也可将对应于区域wa、wb、wc的分布的、各照射点sp的光强度相关的数据预先存储于存储部(例如,图4所示的rom 183或辅助存储装置186)。在该情况下,控制部18可基于该数据而控制各照射点sp的光强度。
84.图7的(a)是示出对包含材质互不相同的多个区域wd、we的被加工物w照射激光la2的形态的截面图,示出沿激光la2的光轴(换言之,沿被加工物w的厚度方向)的截面。图7的(b)、(c)、(d)是分别沿图7的(a)的viib-viib线、viic-viic线及viid-viid线的截面图,示出与激光la2的光轴垂直的截面。
85.在该例中,区域wd、we在激光la2的光轴方向上排列,且区域wd、we的边界面相对于与激光la2的光轴方向垂直的假想平面倾斜。相对于同一光强度的激光la2,各区域wd、we的材质的加工速度各不相同。具体而言,相对于同一光强度的激光la2,区域wd的加工速度比区域we的加工速度更慢。
86.在该例中,对被加工物w设定被加工区域a,在被加工物w形成划定被加工区域a的多个照射点sp。此外,在图7的(b)、(c)、(d)中,也通过颜色的深浅表现各照射点sp的光强度。颜色越深,光强度越大,颜色越浅光,强度越小。
87.首先,以在图7的(b)所示的时刻(timing),在区域wd的各照射点sp的加工速度成为任意速度的方式,控制部18控制呈现于空间光调制器12的全息图。当加工进展至某深度时,如图7的(c)所示,被加工区域a跨区域wd与区域we。此时,以位于区域we内的照射点sp的光强度变得小于位于区域wd内的照射点sp的光强度的方式,控制部18控制呈现于空间光调制器12的全息图。
88.当加工进一步进展时,在被加工区域a区域we所占的比例逐渐变大,最终如图7的(d)所示,被加工区域a中仅包含区域we。此时,以在区域we的各照射点sp的加工速度成为任意速度的方式,控制部18控制呈现于空间光调制器12的全息图。
89.在该例中,以形成于区域wd的照射点sp的光强度变得大于形成于区域we的照射点sp的光强度的方式,控制部18控制全息图。由此,在被加工区域a内混杂有区域wd、we的时刻(图7的(c)),可使各区域wd、we的照射点sp的加工速度互相接近,使加工深度均匀。理想地,以在各照射点sp的加工速度成为在深度方向上均等的方式,调整各照射点sp的光强度。
90.在图7所示的例子中,控制部18也可基于图1所示的光检测器17的检测结果,检测在各照射点sp的材质变化。由于对观察光lb的反射率依存于材质,因此,当在各照射点sp的材质变化时,观察光lb与反射光lc的强度比变化。因此,可检测从区域wd向区域we的材质的变化。
91.并且,在该变化的时刻,可以使空间光调制器12呈现对于从区域wd向区域we变化
的照射点sp变更光强度的全息图。换言之,在该例中,可以基于光检测器17的检测结果,判断用以变更各照射点sp的光强度的全息图的变更时刻。
92.另外,也可将对应于被加工物w的材质分布的、各照射点sp的光强度相关的数据预先存储于存储部(例如,图4所示的rom 183或辅助存储装置186)。在该情况下,控制部18可基于该数据控制各照射点sp的光强度。
93.图8的(a)是示出对被加工物w照射激光la2的形态的截面图,示出沿激光la2的光轴的截面。图8的(b)是示出形成于被加工物w的孔ha的截面图。在图8所示的例子中,被加工区域a的大小从被加工物w的光照射表面w1遍及其相反侧的面w2,在激光la2的光轴方向上连续变化。被加工区域a的大小连续变化是指,在沿激光la2的光轴方向的截面,被加工区域a的轮廓不产生台阶差。
94.在该例中,随着加工在激光la2的光轴方向(被加工物w的深度方向)上进展,依次切换全息图。各全息图是,用以实现与激光la2的光轴交叉的面内的被加工区域a的大小及形状的全息图、与关于该面的光轴方向位置的全息图重叠而成。
95.图9的(a)、(b)、(c)是示意地示出沿图8的(a)所示的ixa-ixa线、ixb-ixb线、及ixc-ixc线中的各个的截面内的照射点sp的配置例。在该例中,将在与激光la2的光轴方向垂直的截面的被加工区域a的形状设为圆形。
96.另外,图10的(a)、(b)、(c)是示意地示出该各截面内的照射点sp的其它配置例。在该例中,将在与激光la2的光轴方向垂直的截面的被加工区域a的形状设为任意的复杂多边形。
97.图9及图10所示的各照射点sp划定图8的(a)所示的被加工区域a。此外,在与激光la2的光轴方向垂直的截面的被加工区域a的形状不限于图9及图10的例子,可设为其它各种形状。
98.在图8所示的例子中,若换个观察角度,则控制部18使在光轴方向上互相分离的ixa-ixa截面及ixb-ixb截面的被加工区域a的大小互不相同。在该情况下,ixa-ixa截面及ixb-ixb截面中的一个相当于本实施方式的第1面,另一个相当于本实施方式的第2面。
99.另外,若设为其它观察角度,则控制部18使在光轴方向上互相分离的ixb-ixb截面及ixc-ixc截面的被加工区域a的大小互不相同。在该情况下,ixb-ixb截面及ixc-ixc截面中的一个相当于本实施方式的第1面,另一个相当于本实施方式的第2面。
100.此外,在该例中,控制部18,也在各截面,使空间光调制器12依次呈现沿划定被加工区域a的假想线b(参照图2的(b))变更各照射点sp的位置的多个全息图。由此,各照射点sp在被加工区域a的轮廓线上离散地移动。
101.控制部18也可基于由光检测器17的检测结果,判断各照射点sp的加工状态,根据该加工状态控制在上述各截面的全息图的呈现时间。所谓加工状态是指,例如在各照射点sp的加工速度(换言之,加工的进展情况)等。
102.在被加工物w相对于激光la2具有光透过性的情况下,如图8所示,也可对被加工物w的光照射表面w1设定倒锥状的(相对于面w2为锥状的)被加工区域a。换言之,在ixa-ixa截面及ixb-ixb截面(或ixb-ixb截面及ixc-ixc截面)中的距被加工物w的光照射表面w1的距离较远的一个截面的被加工区域a的面积也可大于在另一个截面的被加工区域a的面积。
103.在该情况下,通过控制部18使空间光调制器12呈现将激光la2聚光于各照射点sp
的程序,从而被加工区域a的轮廓部分被切断,被加工区域a从被加工物w向下方脱落。由此,如图8的(b)所示,在被加工物w形成相对于光照射表面w1为倒锥状的贯通孔即孔ha。
104.在被加工物w由相对于激光la2具有光透过性的例如玻璃这样的材料构成的情况下,可以从被加工物w的与光照射表面w1为相反侧的面w2侧朝向光照射表面w1依次加工。通过仅在激光la2的聚光点使光强度大于加工阈值,在被加工物w的其它的区域(光照射表面w1与聚光点之间的区域)使光强度小于阈值,可进行此种加工。
105.在该情况下,因可一边使通过激光加工产生的其余物(碎片或破片)向下方落下一边进行激光加工,因此,减少因其余物而阻碍激光la2照射的程度。
106.图11的(a)是示出对被加工物w照射激光la2的形态的截面图,示出沿激光la2的光轴的截面。图11的(b)是示出形成于被加工物w的孔hb的截面图。在图11所示的例中,与图8所示的例子同样,在与激光la2的光轴垂直的截面的被加工区域a的大小,从被加工物w的光照射表面w1遍及其相反侧的面w2,在激光la2的光轴方向上连续变化。
107.具体而言,在该截面的被加工区域a的大小越离开光照射表面w1越逐渐变大。但,在图11所示的例子中,在沿激光la2的光轴的截面的被加工区域a的轮廓成为具有向内侧凸的曲率的形状(例如圆弧状),而非如图8的直线状。
108.在该情况下也为,通过控制部18使空间光调制器12呈现将激光la2聚光于各照射点sp的程序,从而被加工区域a的轮廓部分被切断,被加工区域a从被加工物w向下方脱落。由此,如图11的(b)所示,在被加工物w形成相对于光照射表面w1为倒锥状的贯通孔即孔hb。
109.图12~图14的(a)是示出对被加工物w照射激光la2的形态的截面图,示出沿激光la2的光轴的截面。图12~图14的(b)是示出形成于被加工物w的孔hc、hd、he的截面图。
110.在该例中,首先,如图12的(a)所示,设定从激光la2的光轴方向上的被加工物w的大致中心部到达一个面w3的锥状的被加工区域a。并且,从与面w3为相反侧的另一个面w4照射激光la2,与图8所示的例子同样,将被加工区域a的轮廓部分切断,从而形成图12的(b)所示的孔hc。孔hc是从被加工物w的大致中心部到达一个面w3的锥状(研钵状)的凹部。
111.接着,如图13的(a)所示,将被加工物w上下反转,设定从激光la2的光轴方向上的被加工物w的大致中心部到达另一个面w4的锥状的其它的被加工区域a。并且,从一个面w3照射激光la2,与图8所示的例子同样,将该被加工区域a的轮廓部分切断,从而形成图13的(b)所示的孔hd。孔hd是从被加工物w的大致中心部到达另一个面w4的锥状(研钵状)的凹部。
112.最后,如图14的(a)所示,设定连接孔hc与孔hd的进而其它的被加工区域a。并且,从面w3或w4照射激光la2,与图8所示的例子同样,将该被加工区域a的轮廓部分切断,从而形成图14的(b)所示的孔he。如此,形成贯通被加工物w的一个面w3与另一个面w4之间的孔。
113.此外,在上述例子中,沿激光la2的光轴的截面的各被加工区域a的轮廓被设为直线状,但其中的至少一个也可具有曲率。图15的(a)是示出在2个被加工区域a具有曲率的情况下形成的贯通孔hf的截面形状。贯通孔hf是,从被加工物w的大致中心部到达面w3的孔hfa、与从被加工物w的大致中心部到达面w4的孔hfb连通而成。
114.在与激光la2的光轴垂直的截面的孔hfa的大小,随着从被加工物w的大致中心部靠近面w3而逐渐变大。在与激光la2的光轴垂直的截面的孔hfb的大小,随着从被加工物w的大致中心部靠近面w4而逐渐变大。并且,这些孔hfa、hfb的侧面具有:在沿被加工物w的厚度
方向的截面,向内侧凸的曲率。
115.另外,图15的(b)是示出在1个被加工区域a的轮廓具有曲率的情况下形成的贯通孔hg的截面形状。贯通孔hg是,从被加工物w的大致中心部到达面w3的孔hga、与从被加工物w的大致中心部到达面w4的孔hgb连通而成。
116.在与激光la2的光轴垂直的截面的孔hga的大小,随着从被加工物w的大致中心部靠近面w3而逐渐变大。并且,孔hga的侧面具有:在沿被加工物w的厚度方向的截面,向内侧凸的曲率。孔hgb与图12所示的孔hc及图13所示的孔hd同样地,从面w4观察呈锥状(研钵状)。
117.图16的(a)是示出通过照射激光la2而形成的孔hh的截面图,示出沿被加工物w的厚度方向的截面。图16的(b)是示出在被加工物w的光照射表面w1的孔hh的形状的俯视图,图16的(c)是示出在与被加工物w的光照射表面w1为相反侧的面w2的孔hh的形状的俯视图。
118.在该例中,在光照射表面w1(与激光la2的光轴交叉的第1面)的孔hh的形状与在光照射表面w1的相反侧的面w2(在光轴方向上与第1面分离的第2面)的孔hh的形状互不相同。在图示例中,在光照射表面w1的孔hh的形状为圆形,在相反侧的面w2的孔hh的形状为正三角形。
119.此种孔hh可通过控制部18使在光照射表面w1及面w2的各面内由多个照射点划定的被加工区域a的形状互不相同,来适当地形成。在一例中,与被加工物w的厚度方向垂直的孔hh的截面形状沿被加工物w的厚度方向连续变化。
120.图17是概念性示出用以形成图16所示的孔hh的、激光la2的光轴方向上的被加工区域a的形状变化的图。图17的(a)示出用以对被加工物w照射激光la2的结构的概要、及激光la2的光轴方向上的被加工物w的截面。图17的(b)、(c)、(d)、(e)是示出位于被加工物w中互不相同的深度的各面内的被加工区域a的形状、及各面内的多个照射点sp。
121.如图17的(b)所示,在光照射表面w1的被加工区域a的形状为圆形,如图17的(c)~(e)所示,随着在光轴方向上远离光照射表面w1,被加工区域a的形状逐渐从圆形接近三角形。最终,在面w2的被加工区域a的形状成为三角形。此外,如上所述,在被加工物w具有光透过性的情况下,可以从面w2侧朝向光照射表面w1进行加工。
122.图18~图21是示出与图17的(b)~(e)所示的各面对应的全息图的例子的图。图18~图21的(a)分别示出图17的(b)~(e)所示的多个照射点sp。图18~图21的(b)、(c)、(d)分别示出用以实现(a)所示的多个照射点sp的全息图的例子。此外,在图18~图21的(b)、(c)、(d)中,以颜色的深浅表示相位的大小,颜色越深相位越小(接近0弧度),颜色越浅相位越大(接近2π弧度)。
123.另外,在图18~图21的各图中,(b)、(c)、(d)示出用以沿被加工区域a的轮廓线(图2所示的假想线b)变更各照射点sp的位置的多个全息图。如由图中的箭头所示,控制部18通过使(b)、(c)、(d)所示的各全息图相对于空间光调制器12周期性反复呈现,从而一边使各照射点sp的位置沿被加工区域a的轮廓线移动一边进行加工。
124.在图7~图17所示的各加工例中,需要在激光加工中途变更全息图。并且,在变更全息图时,需要用以从存储部(例如,图4所示的rom 183或辅助存储装置186)唤出后续呈现的全息图、或基于光检测器17的检测结果通过计算生成后续呈现的全息图的时间。
125.控制部18在从消去某全息图到呈现其它的全息图的期间,使空间光调制器12呈
现:将激光la2的光强度设为在被加工物w的任意部位皆均小于加工阈值的全息图。例如,如图22所示,控制部18也可使空间光调制器12呈现:如将激光la2的照射点sp向比被加工物w更远处形成那样的全息图。由此,可实现与激光源11设为断开(off)状态等效的作用。
126.另外,在图8~图17所示的各加工例中,在在激光la2的光轴方向上的排列各面内,也与图5~图7所示的各加工例同样,控制部18也可对各照射点sp独立地控制多个照射点sp的光强度。另外,控制部18也可对各面独立地控制在光轴方向上排列的各面内的照射点sp的光强度。
127.例如,在图8~图10所示的例子中,在ixa-ixa截面、ixb-ixb截面及ixc-ixc截面的照射点sp的光强度也可根据各截面的材质(或加工速度),对各截面独立地设定。另外,对各截面的照射时间也可独立地设定。
128.图23是示出本实施方式的激光加工方法的流程图。该激光加工方法可使用上述激光加工装置10进行。如图23所示,首先,作为控制步骤s1,使空间光调制器12在二维排列的多个像素中的各个呈现调制光的相位的全息图。接着,作为光调制步骤s2,将从激光源11输出的激光la1输入空间光调制器12,通过全息图进行激光la1的相位调制。并且,作为聚光步骤s3,使用聚光光学系统14将相位调制后的激光la2聚光。
129.在之前的控制步骤s1中,使空间光调制器12呈现:通过聚光步骤s3将相位调制后的激光la2聚光于被加工物w的多个照射点sp的全息图。由此,对被加工物w形成多个照射点sp,在各照射点sp进行被加工物w的加工(熔融、产生龟裂、切断等)。并且,作为光检测步骤s4,将具有与激光la2的波长不同的波长的观察光lb照射于被加工物w,检测在被加工物w反射的观察光(反射光lc)。
130.以后,一边变更全息图,一边重复进行步骤s1~s4。在控制步骤s1中,如图2所示,使空间光调制器12依次呈现:沿着划定被加工区域a的假想线b变更各照射点sp的位置的多个全息图。另外,在照射点sp的光强度的设定目标值与观察光的检测结果之差大于目标误差的情况下(步骤s5:no),也可修正全息图(步骤s6)。
131.如图5~图7所示,在控制步骤s1中,对各照射点sp独立地控制多个照射点sp的光强度。或者,如图8~图17所示,在控制步骤s1中,对与激光la2的光轴交叉的多个面中的每个面,使由多个照射点sp划定的被加工区域a的形状各不相同。或者,在控制步骤s1中,对各照射点sp独立地控制多个照射点sp的光强度,并且对与激光la2的光轴交叉的多个面中的每个面,使由多个照射点sp划定的被加工区域a的形状各不相同。
132.在对各照射点sp独立地控制光强度的情况下,在控制步骤s1中,基于由之前的光检测步骤s4的检测结果,检测在各照射点sp的材质的变化,根据材质的变化来变更各照射点sp的光强度。
133.或者,如图24所示,在控制步骤s1之前进行存储步骤s0,在存储步骤s0中,将对应于被加工物w的材质分布的、各照射点sp的光强度相关的数据预先存储于存储部(例如,图4所示的rom 183或辅助存储装置186)。并且,在控制步骤s1中,基于该数据控制各照射点sp的光强度。另外,在照射点sp的光强度的设定目标值与观察光的检测结果之差大于目标误差的情况下(步骤s5:no),也可修正全息图(步骤s6)。
134.另外,在对与激光la2的光轴交叉的多个面中的每个面使被加工区域a的形状不同的情况下,也可如图8~图15所示,使被加工区域a的形状在激光la2的光轴方向上连续变
化。在被加工物w对于激光la2具有光透过性的情况下,也可如图8~图15所示,使距被加工物w的光照射表面w1的距离较远的面的被加工区域a的面积,大于在距光照射表面w1的距离较近的面的被加工区域a的面积。
135.也可基于在光检测步骤s4中的检测结果,判断在各照射点sp的加工状态,根据加工状态控制对各面的全息图的呈现时间。也可对各面独立地控制多个照射点sp的光强度。
136.另外,在控制步骤s1中在变更全息图时,在从消去某全息图到呈现其它的全息图的期间,使空间光调制器12呈现:将激光la2的光强度设为在被加工物w的任意部位均小于加工阈值的全息图。
137.针对通过以上说明的本实施方式的激光加工装置10及激光加工方法获得的效果进行说明。
138.在本实施方式的激光加工装置10及激光加工方法中,控制部18(或在控制步骤s1中)互相独立地控制多个照射点sp中包含的至少2个照射点sp的光强度。在该情况下,在被加工物w的部位的材质存在差异,即,相对于同一强度的激光la2的加工速度存在差异时,可在对应于各部位的各照射点sp,以适当的光强度照射激光la2。因此,可容易地将由2种以上材质构成的被加工物w加工成复杂形状。
139.另外,根据本实施方式,可完全不使用机构部,而实现各照射点sp的光强度调整、各照射点sp的断开/接通、及各照射点sp沿假想线b的移动。因此,可大幅简化激光加工装置10的装置结构,另外,可高速且高精度地实施加工处理。
140.如本实施方式,激光加工装置10也可具备:观察用光源16,其将观察光lb照射于被加工物w;及光检测器17,其检测在被加工物w反射的观察光即反射光lc。另外,激光加工方法也可还包含:光检测步骤s4,将观察光lb照射于被加工物w,检测来自被加工物w的反射光lc。
141.并且,控制部18(在控制步骤s1中)也可基于由光检测器17的检测结果,判断在各照射点sp的加工状态,根据加工状态控制对各面的全息图的呈现时间。或者,控制部18(在控制步骤s1中)也可基于由光检测器17(光检测步骤s4)的检测结果,检测在各照射点sp的材质的变化,根据材质的变化变更至少2个照射点sp的光强度。在这些情况下,可进一步提高加工精度。
142.如本实施方式,也可为,激光加工装置10具备:存储部,其预先存储对应于被加工物w的材质分布的、各照射点sp的光强度相关的数据,控制部18基于该数据来控制各照射点sp的光强度。另外,也可为,激光加工方法在控制步骤s1之前,包含:存储步骤s0,预先存储对应于被加工物w的材质分布的、各照射点sp的光强度相关的数据,在控制步骤s1中,基于该数据来控制各照射点sp的光强度。在这些情况下,由于可迅速获得各照射点sp所需的光强度,因此,可缩短全息图的变更时间。
143.如本实施方式所示,控制部18(在控制步骤s1中)也可在激光la2的光轴方向上排列的多个面内,使被加工区域a的形状及大小中的至少一个各不相同。如此,通过对光轴方向上分离的多个面中的每个面使被加工区域a的形状和/或大小变化,可进行如自如地设定与光轴方向垂直的截面的形状那样的、较先前更复杂的加工。
144.如本实施方式,控制部18(在控制步骤s1中)也可使空间光调制器12依次呈现:在光轴方向上排列的多个面中的各个,沿划定被加工区域a的假设线b变更各照射点sp的位置
的多个全息图。在该情况下,与对各照射点sp赋予充足的光强度,且通过单一全息图一次照射激光la2的情况相比,可减少激光源11所需的输出功率,可有助于激光源11的小型化。
145.如本实施方式,控制部18(在控制步骤s1中)也可在要变更全息图时,在从消去某全息图到呈现其它全息图的期间,使空间光调制器12呈现:将激光la2的光强度设为在被加工物w的任意部位均小于加工阈值的全息图。在该情况下,与通过快门等机械机构遮断激光la2的情况相比,因无需机械快门本身或使机械快门动作所需的高压装置等,因此,可简化激光加工装置10的结构,有助于激光加工装置10的小型化及成本减少。
146.如本实施方式,也可为,被加工物w相对于相位调制后的激光la2具有光透过性,在距被加工物w的光照射表面w1的距离较远的面的被加工区域a的面积,大于在该距离较近的面的被加工区域a的面积。在该情况下,也可容易地进行例如形成随着远离被加工物w的光照射表面w1而孔径扩大的倒锥形状的孔这样复杂的加工。
147.如本实施方式,控制部18(在控制步骤s1中)也可使被加工区域a的形状及大小中的至少一个在激光la2的光轴方向上连续变化。在该情况下,可容易地进行与光轴方向垂直的截面形状为在光轴方向上平滑地变形的孔等的加工。
148.如本实施方式,控制部18(在控制步骤s1中)也可将在至少2个面内的照射点sp的光强度对各面独立地控制。在该情况下,在分别构成各面的材质存在差异,即,相对于同一强度的激光la2的加工速度存在差异时,可根据各面的材质以适当的光强度照射激光la2。
149.针对现有的激光加工方法的例子进行说明。图25是用以说明专利文献1所记载的激光加工方法的图。该激光加工方法是通过激光烧蚀加工具有处理面112的工件(被加工物)110的方法,在工件110内形成三维几何形状114。
150.图25示出3个不同的射束轮廓116、118及120。在各射束轮廓116、118及120,纵轴表示光强度,横轴表示位置。在各射束轮廓116、118及120,激光束在处理面112的部位,具有照射区域122与非照射区124的图案。在照射区域122,光强度高于烧蚀阈值。在非照射区域124,光强度低于工件110的材料的溶解阈值。
151.各射束轮廓116、118、120对于其直径、等效直径和/或几何形状互不相同。即,射束轮廓116、118、120具有依次变小的直径或等效直径。并且,在工件110的部分缺口的截面图中示出:这些射束轮廓116、118、120可具有互不相同的几何形状。因此,在工件110产生阶梯状几何形状。
152.然而,在专利文献1所记载的方法中,由于一次照射激光的区域较大,因此,为了遍及整个区域高于烧蚀阈值,需要具有极大输出功率的激光源。因此,导致激光源大型化。另外,由于基本上加工越进展,射束轮廓的直径越小,因此,可形成的形状存在限制。并且,在工件110中混杂有加工速度各不相同的多种材质的情况下,难以根据各材质的性质设定光强度及照射时间。
153.对于这些问题,根据本实施方式的激光加工装置10及激光加工方法,由于使激光la2聚光于多个照射点sp而进行加工,因此,激光源11的输出功率较小即可,可有助于激光源11的小型化。另外,也容易进行例如图8所示的倒锥状孔ha、或图16所示的孔hh这样的复杂形状的加工。
154.而且,由于对各照射点sp独立地控制光强度及照射时间,因此,在被加工区域中混杂有多种材质的情况下,也可根据各材质的性质容易地设定光强度及照射时间。另外,无需
用以调整光强度的λ/2板或偏光分束器(beam splitter)这样的光学零件,可进一步简化激光加工装置的结构。
155.图26及图27是用以说明专利文献2所记载的激光加工方法的图。在该激光加工方法中,准备多个像重显全息图数据,并进行激光加工。具体而言,如图26的(a)所示,将被加工面200分割成多个单元201,使1个照射点202对应于1个单元201,自由选择是否对各单元201形成照射点202。
156.将位置移动全息图数据与该像重显全息图数据重叠。并且,通过一边使位置移动全息图数据变化,一边在被加工面200加工形成图26(b)~(e)所示的离散的点像,从而获得图27所示的复杂形状的加工形状203。
157.然而,在专利文献2所记载的方法中,由于未单独地控制各照射点202的光强度,因此,在被加工面200混杂有加工速度各不相同的多种材质的情况下,难以根据各材质的性质设定光强度及照射时间。
158.相对于此,根据本实施方式的激光加工装置10及激光加工方法,由于对各照射点sp独立地控制光强度及照射时间,因此,在被加工区域中混杂有多种材质的情况下,也可根据各材质的性质容易地设定光强度及照射时间。
159.激光加工装置及激光加工方法不限于上述实施方式及结构例,可进行其他各种变化。例如,在上述实施方式中,叙述了:在被加工区域a中包含多种材质的情况下,通过对各照射点sp独立地控制光强度,对应于各材质的性质的光强度的加工成为可能。不限于此种例子,例如,即使在被加工区域a由单一材质构成的情况下,通过对各照射点sp独立地控制光强度,也可对被加工区域a的各部分独立地控制被加工物w的去除率(去除量),且可实现更复杂的形状。
160.另外,上述实施方式中,对分别独立地控制多个照射点sp的光强度的情况进行了例示,但在无需独立地控制所有照射点sp的情况下,也可互相独立地控制多个照射点sp中的至少2个照射点sp的光强度。在该情况下,也可实现上述实施方式的效果。
161.上述实施方式的激光加工装置构成为,具备:空间光调制器,其输入从激光源输出的激光,在二维排列的多个像素中的各个呈现调制激光的相位的全息图,输出通过全息图相位调制后的激光;聚光光学系统,其设置于空间光调制器的后段;及控制部,其使空间光调制器呈现:通过聚光光学系统将从空间光调制器输出的相位调制后的激光聚光于被加工物的多个照射点的全息图,控制部互相独立地控制多个照射点中包含的至少2个照射点的光强度。
162.上述实施方式的激光加工方法构成为,重复进行:控制步骤,在二维排列的多个像素中的各个,使空间光调制器呈现调制光的相位的全息图;光调制步骤,将从激光源输出的激光输入空间光调制器,通过全息图进行激光的相位调制;及聚光步骤,将相位调制后的激光聚光,在控制步骤中,使空间光调制器呈现:通过聚光步骤使从空间光调制器输出的相位调制后的激光聚光于被加工物的多个照射点的全息图,并且互相独立地控制多个照射点中包含的至少2个照射点的光强度。
163.上述激光加工装置也可构成为,还具备:观察用光源,其将观察光照射于被加工物;及光检测器,其检测在被加工物反射的观察光,控制部基于由光检测器的检测结果,检测在各照射点的材质的变化,根据材质的变化变更各照射点的光强度。
164.上述激光加工方法也可构成为,还包含:光检测步骤,将观察光照射于被加工物,检测在被加工物反射的观察光,在控制步骤中,基于由光检测步骤的检测结果,检测在各照射点的材质的变化,根据材质的变化变更各照射点的光强度。
165.根据此种结构,可进一步提高加工精度。
166.上述激光加工装置也可构成为,还具备:存储部,其预先存储对应于被加工物的材质分布的、各照射点的光强度相关的数据,控制部基于数据控制各照射点的光强度。
167.上述激光加工方法也可构成为,在控制步骤之前,还包含:存储步骤,预先存储对应于被加工物的材质分布的、各照射点的光强度相关的数据,在控制步骤中,基于数据控制各照射点的光强度。
168.根据此种结构,可迅速获得各照射点所需的光强度,因此,可缩短全息图的变更时间。
169.在上述激光加工装置中,也可构成为,控制部使以下两个被加工区域的形状及大小中的至少一个互不相同,该两个被加工区域为,在与照射于被加工物的相位调制后的激光的光轴交叉的第1面内由多个照射点划定的被加工区域、及在与光轴交叉且从第1面沿光轴方向分离的第2面内由多个照射点划定的被加工区域。
170.在上述激光加工方法中,也可构成为,在控制步骤中,使以下两个被加工区域的形状及大小中的至少一个互不相同,该两个被加工区域为,在与照射于被加工物的相位调制后的激光的光轴交叉的第1面内由多个照射点划定的被加工区域、及在与光轴交叉且从第1面沿光轴方向分离的第2面内由多个照射点划定的被加工区域。
171.如此,通过对在光轴方向上分离的多个面中的每一面使被加工区域的形状和/或大小变化,从而可进行如自如地设定与光轴方向垂直的截面形状那样较现有更复杂的加工。
172.在上述激光加工装置中,也可构成为,控制部,使空间光调制器依次呈现:沿着划定由多个照射点划定的被加工区域的假想线而变更各照射点的位置的多个全息图。
173.在上述激光加工方法中,也可构成为,在控制步骤中,使空间光调制器依次呈现:沿着划定由多个照射点划定的被加工区域的假想线而变更各照射点的位置的多个全息图。
174.根据此种构成,与对各照射点赋予充足的光强度并且通过单一全息图一次照射激光的情况相比,可减少激光源所需的输出功率,且可有助于激光源的小型化。
175.上述激光加工装置中,也可构成为,控制部在变更全息图时,在从消去某全息图到呈现其它的全息图的期间,使空间光调制器呈现:将激光的光强度设为在被加工物的任意部位均小于加工阈值的全息图。
176.在上述激光加工方法中,也可构成为,在控制步骤中,在变更全息图时,在从消去某全息图到呈现其它的全息图的期间,使空间光调制器呈现:将激光的光强度设为在被加工物的任意部位均小于加工阈值的全息图。
177.根据此种结构,与通过快门等机械机构遮断激光的情况相比,可简化激光加工装置的结构。
178.[产业上的可利用性]
[0179]
本发明可用作在通过使用空间光调制器对激光相位调制而对多个照射点同时进行聚光照射的结构中,可进行更复杂的加工的激光加工装置及激光加工方法。
[0180]
符号说明
[0181]
10
…
激光加工装置;11
…
激光源;12
…
空间光调制器;13
…
分色镜;14
…
聚光光学系统;15
…
驱动部;16
…
观察用光源;17
…
光检测器;18
…
控制部;110
…
工件;112
…
处理面;114
…
几何形状;116、118、120
…
射束轮廓;122:照射区域;124
…
非照射区域;181
…
cpu;182
…
ram;183
…
rom;184
…
输入装置;185
…
数字/模拟转换器;186
…
补助存储装置;200
…
被加工面;201
…
单元(cell);202
…
照射点;203
…
加工形状;a
…
被加工区域;b
…
假想线;ha、hb、hc、hd、he、hh
…
孔;hf、hg
…
贯通孔;hfa、hfb、hga、hgb
…
孔;la1、la2
…
激光;lb
…
观察光;lc
…
反射光;sa
…
信号;sp
…
照射点;vd
…
驱动电压;w
…
被加工物;w1
…
光照射表面;w2、w3、w4
…
面;wa、wb、wc、wd、we
…
区域。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1